





Maintenance Cycle Recommendations for High-Pressure Needle Nozzles in Paper Mill Fabric Cleaning
What You'll Learn: Evidence-based maintenance schedules, wear indicators, cost-optimized replacement strategies, and field-validated inspection protocols for high-pressure needle nozzles in forming fabric and dryer felt cleaning applications.
Table of Contents
- Table of Contents
- 1. Introduction: Why Needle Nozzle Maintenance Matters in Paper Mills
- 2. Critical Factors Affecting Needle Nozzle Service Life
- 2.1 Water Quality and Suspended Solids
- 2.2 Operating Pressure and Duty Cycle
- 2.3 Nozzle Material Selection
- 2.4 Installation Geometry and Spray Angle
- 2.5 Chemical Environment
- 2.6 Thermal Cycling
- 3. Recommended Maintenance Inspection Intervals
- 3.1 Daily Visual Checks (Performed During Production Rounds)
- 3.2 Weekly Flow Rate Verification
- 3.3 Monthly Detailed Inspection
- 3.4 Quarterly Performance Testing
- 3.5 Annual or Semi-Annual Complete Replacement
- 4. Wear Indicators and Performance Degradation Signs
- 4.1 Flow Rate Increase
- 4.2 Spray Pattern Distortion
- 4.3 Visible Orifice Damage
- 4.4 Pressure Drop Changes
- 4.5 Fabric Cleaning Performance Decline
- 5. Material Selection Impact on Maintenance Frequency
- 5.1 Stainless Steel (316/316L)
- 5.2 Hardened Stainless (440C, Heat Treated)
- 5.3 Tungsten Carbide
- 5.4 Silicon Carbide Ceramic
- 5.5 Hybrid Designs (Carbide/Ceramic Insert in Stainless Body)
- 6. Economic Analysis: Preventive vs Reactive Replacement
- 6.1 Cost Components
- 6.2 Worked Example: 24-Nozzle Forming Fabric Top Shower
- 6.3 Optimization: Condition-Based Strategy
- 7. Step-by-Step Inspection Protocol
- 7.1 Pre-Inspection Preparation
- 7.2 Visual Assessment (System Operating)
- 7.3 Flow Rate Measurement
- 7.4 Orifice Inspection
- 7.5 Spray Pattern Testing
- 7.6 Documentation and Decision
- 7.7 Post-Inspection Actions
- 8. Common Maintenance Mistakes That Reduce Nozzle Life
- 8.1 Inadequate Filtration
- 8.2 Excessive Operating Pressure
- 8.3 Mixing Worn and New Nozzles
- 8.4 Improper Installation Torque
- 8.5 Ignoring Water Chemistry
- 8.6 No Baseline Documentation
- 8.7 Delayed Replacement of Worn Nozzles
- 8.8 Using Incorrect Cleaning Methods
- 9. FAQ
- Q: How do I know if my nozzles are stainless steel or carbide without removing them?
- Q: Can I extend nozzle life by reducing operating pressure?
- Q: What causes some nozzles to wear faster than others in the same shower?
- Q: Is ultrasonic cleaning safe for carbide and ceramic nozzles?
- Q: Can I repair worn needle nozzles?
- Q: Should I stock spare nozzles on-site?
- Q: How do I calculate the number of nozzles needed for a new shower design?
- Q: What's the difference between needle nozzles and pin jet nozzles?
- 10. Conclusion and Action Plan
- Key Takeaways:
- Need Application-Specific Guidance?
Table of Contents
- Introduction: Why Needle Nozzle Maintenance Matters in Paper Mills
- Critical Factors Affecting Needle Nozzle Service Life
- Recommended Maintenance Inspection Intervals
- Wear Indicators and Performance Degradation Signs
- Material Selection Impact on Maintenance Frequency
- Economic Analysis: Preventive vs Reactive Replacement
- Step-by-Step Inspection Protocol
- Common Maintenance Mistakes That Reduce Nozzle Life
- FAQ
- Conclusion and Action Plan
1. Introduction: Why Needle Nozzle Maintenance Matters in Paper Mills
In paper mill operations, forming fabrics and dryer felts represent critical wear items that directly impact sheet quality, machine efficiency, and production uptime. High-pressure needle nozzles—typically operating between 800-1500 PSI (55-103 bar)—deliver concentrated water jets to remove fiber fines, coating residue, and contaminants from fabric surfaces. Unlike standard spray nozzles, needle nozzles produce ultra-fine, high-velocity streams (0.15-0.30 mm orifice diameter) that penetrate fabric mesh without damaging the weave structure.
From our field application experience across dozens of paper mills, we have observed that unplanned needle nozzle failures cost an average of $12,000-18,000 per incident when accounting for emergency downtime, expedited replacement parts, and off-spec production during reduced cleaning effectiveness. More critically, gradual nozzle wear often goes undetected for weeks, leading to incomplete fabric cleaning that accelerates felt plugging, increases steam consumption in dryers, and degrades sheet formation.
This guide provides maintenance cycle recommendations based on real operating data from North American and European tissue, packaging, and printing-grade mills. We focus on establishing predictive maintenance intervals that balance nozzle replacement costs against the hidden costs of degraded cleaning performance.

2. Critical Factors Affecting Needle Nozzle Service Life
Needle nozzle wear is not simply a function of operating hours. From analyzing failure data across multiple mills, we have identified six primary factors that determine actual service life:
2.1 Water Quality and Suspended Solids
Mill white water typically contains 200-800 ppm suspended solids (fiber fines, coating particles, pitch). Even with upstream filtration to 100-200 mesh, abrasive particles in the 50-150 micron range pass through and cause erosive wear at the orifice. In our wear testing, water with 400 ppm kaolin clay at 1200 PSI reduced stainless steel needle nozzle life by 65% compared to clean city water.
The erosion mechanism is particularly severe in needle nozzles because the small orifice diameter (typically 0.2 mm) creates fluid velocities exceeding 140 m/s at 1000 PSI. At these velocities, even soft particles like cellulose fines cause measurable wear through repeated micro-impacts. Mills using recycled fiber typically see 30-40% shorter nozzle life than virgin fiber operations due to higher ash and contaminant loading.
2.2 Operating Pressure and Duty Cycle
Wear rate increases exponentially with operating pressure. Our field measurements show that increasing pressure from 1000 to 1400 PSI (40% increase) reduces nozzle life by approximately 60%. This non-linear relationship stems from both increased particle impact energy and cavitation effects near the orifice exit.
Duty cycle matters equally. Continuous operation at 1200 PSI results in faster absolute wear than intermittent cycling, but thermal shock from frequent on-off cycles introduces additional stress. Mills running 24/7 production should expect different wear patterns than those with scheduled maintenance windows and pressure cycling.
2.3 Nozzle Material Selection
Material hardness and corrosion resistance directly determine maintenance intervals. The following hierarchy represents typical relative service life (normalized to 316 stainless steel = 1.0x):
| Material | Relative Wear Life | Typical Service Hours | Cost Multiplier | Best Application |
|---|---|---|---|---|
| 316 Stainless Steel | 1.0x | 2,000-3,000 hrs | 1.0x | Clean white water, <1000 PSI |
| Hardened Stainless (440C) | 2.5-3.0x | 5,000-8,000 hrs | 1.8x | Moderate solids, <1200 PSI |
| Tungsten Carbide | 8-12x | 16,000-30,000 hrs | 4.5x | High solids, recycled fiber |
| Silicon Carbide Ceramic | 10-15x | 20,000-35,000 hrs | 5.2x | Abrasive slurries, high pressure |
| Sapphire Insert | 15-20x | 30,000-50,000 hrs | 12x | Extreme wear environments |
Note: Service hours assume 1000-1200 PSI operating pressure with 300-500 ppm suspended solids in white water. Actual life varies with specific conditions.
2.4 Installation Geometry and Spray Angle
Proper standoff distance (nozzle-to-fabric spacing) prevents premature wear from splashback and allows the jet to fully develop. We recommend 100-150 mm standoff for needle nozzles. Insufficient spacing causes recirculated contaminants to erode the nozzle body and manifold. Excessive spacing reduces impact force and cleaning effectiveness.
Spray angle relative to fabric travel direction also matters. Nozzles oriented perpendicular to fabric travel experience symmetric wear. Angled installations (common in compact shower designs) create asymmetric orifice erosion that accelerates performance degradation.
2.5 Chemical Environment
Fabric cleaning systems often use alkaline detergents (pH 9-11) or acidic cleaners (pH 3-5) for enhanced contaminant removal. Stainless steel nozzles show adequate corrosion resistance in mildly alkaline conditions but suffer pitting in acidic environments, especially with chlorides present. Tungsten carbide offers excellent wear resistance but the cobalt binder corrodes in acidic solutions. Silicon carbide ceramic provides superior chemical inertness across the full pH range.
2.6 Thermal Cycling
Paper machine showers experience temperature variations from 40°C (ambient white water) to 85°C (hot cleaning cycles). Rapid thermal cycling creates differential expansion between the nozzle body and insert, potentially loosening press-fit ceramic inserts or cracking brazed joints. This mechanism causes approximately 8-12% of premature failures in our field data.
3. Recommended Maintenance Inspection Intervals
Based on failure mode analysis and economic optimization, we recommend a tiered inspection schedule that balances labor costs against failure prevention:
3.1 Daily Visual Checks (Performed During Production Rounds)
- Verify uniform spray patterns across all nozzles in each shower bank
- Check for missing, clogged, or misaligned nozzles
- Monitor manifold pressure gauges for unexpected deviations (±10% from baseline)
- Inspect for visible leaks at nozzle bodies or connections
- Time investment: 3-5 minutes per shower assembly
3.2 Weekly Flow Rate Verification
- Measure flow rate from representative nozzles (10-15% sample size) using calibrated container and timer
- Compare measured flow against baseline values (should be within 5% for good nozzles)
- Document results in maintenance log
- Time investment: 15-20 minutes per shower system
3.3 Monthly Detailed Inspection
- Remove and inspect 3-5 nozzles from highest-wear positions (typically outer edges and center)
- Measure orifice diameter using pin gauges or microscope (document growth from original size)
- Check spray pattern uniformity using water-sensitive paper or patternator
- Clean or replace filter screens in supply manifolds
- Verify mounting torque on all accessible nozzles
- Time investment: 60-90 minutes per shower system
3.4 Quarterly Performance Testing
- Conduct full shower coverage mapping using water collection tray or fabric moisture sensors
- Measure cleaning effectiveness using contamination removal tests (e.g., permeability recovery)
- Photograph nozzle orifices with macro lens or USB microscope for wear documentation
- Update maintenance records with measured orifice growth rates
- Time investment: 2-3 hours per shower system
3.5 Annual or Semi-Annual Complete Replacement
For critical applications (forming fabric top showers, uhle box cleaning), we recommend scheduled replacement of all needle nozzles on a fixed calendar basis, regardless of apparent condition. This prevents in-service failures and ensures consistent cleaning performance.
| Operating Conditions | Recommended Replacement Interval (316SS) | Recommended Replacement Interval (Carbide) |
|---|---|---|
| Clean white water, <1000 PSI, virgin fiber | 12-18 months | 36-48 months |
| Moderate solids, 1000-1200 PSI, mixed furnish | 8-12 months | 24-36 months |
| High solids, >1200 PSI, recycled fiber | 6-9 months | 18-24 months |
| Severe duty (shower press, high ash coating) | 4-6 months | 12-18 months |
These intervals assume continuous operation (24/7). Mills with significant planned downtime can extend intervals proportionally based on actual operating hours.

4. Wear Indicators and Performance Degradation Signs
Needle nozzle degradation is gradual and often invisible during casual inspection. Recognizing early warning signs allows proactive replacement before cleaning performance collapses:
4.1 Flow Rate Increase
As the orifice erodes, flow rate increases according to the relationship Q = K × A × √(P), where A is orifice area. A 15% increase in orifice diameter results in approximately 32% higher flow rate at constant pressure. From our field measurements:
- <5% flow increase: Normal variation, no action required
- 5-15% flow increase: Monitor closely, plan replacement within 2-4 weeks
- 15-25% flow increase: Replace within 1 week
-
25% flow increase: Replace immediately (cleaning effectiveness severely compromised)
Measure flow rate by temporarily removing one nozzle, capping the adjacent position, and collecting water in a graduated container for 60 seconds at normal operating pressure. Compare against manufacturer's published flow rate or your documented baseline.
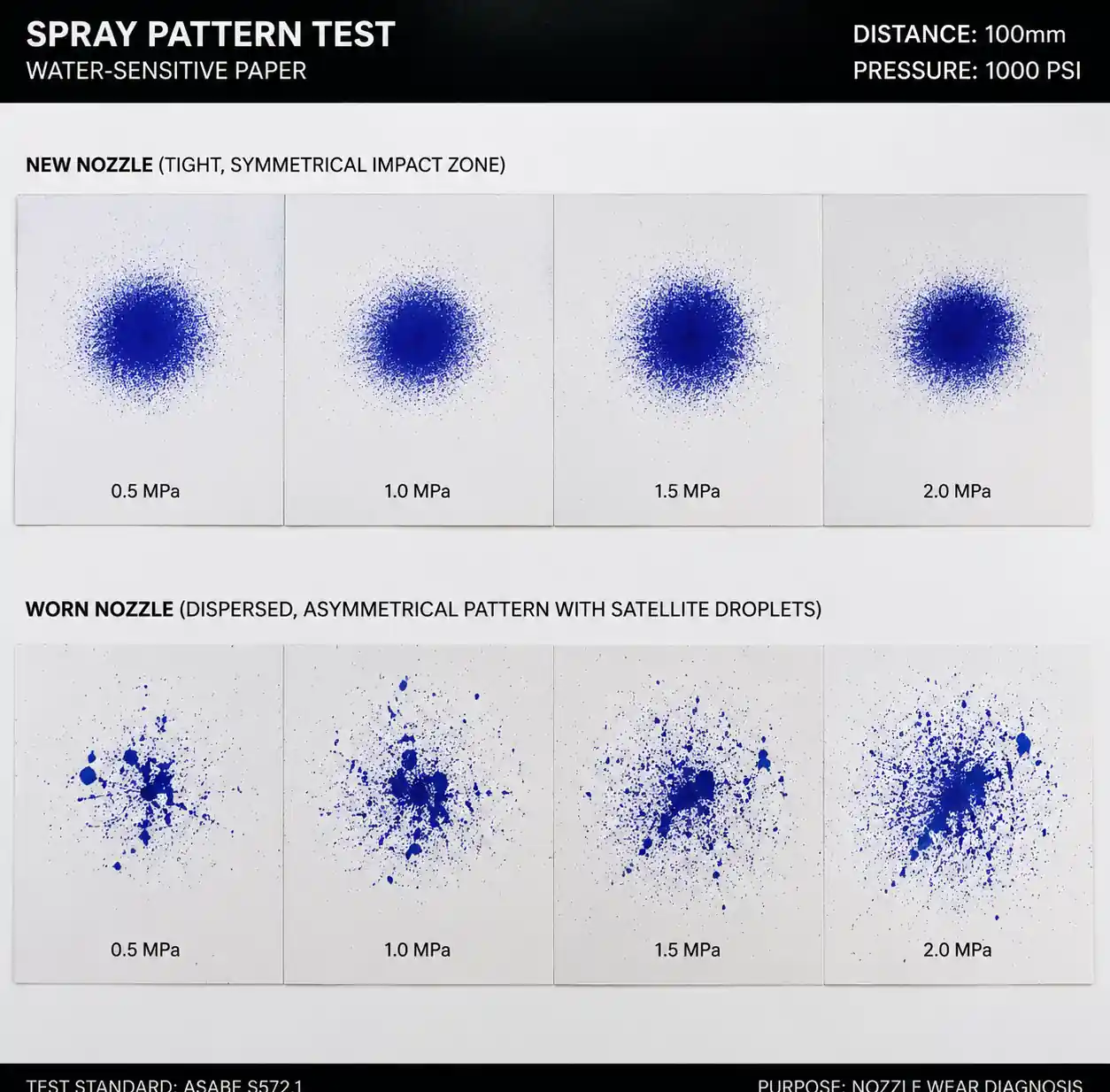
4.2 Spray Pattern Distortion
Unworn needle nozzles produce symmetric, coherent jets with minimal cone angle (<5° divergence). As wear progresses, the orifice edge erodes unevenly, causing the stream to develop asymmetry, satellite droplets, or premature breakup. Use water-sensitive paper positioned 100 mm from the nozzle to document pattern changes.
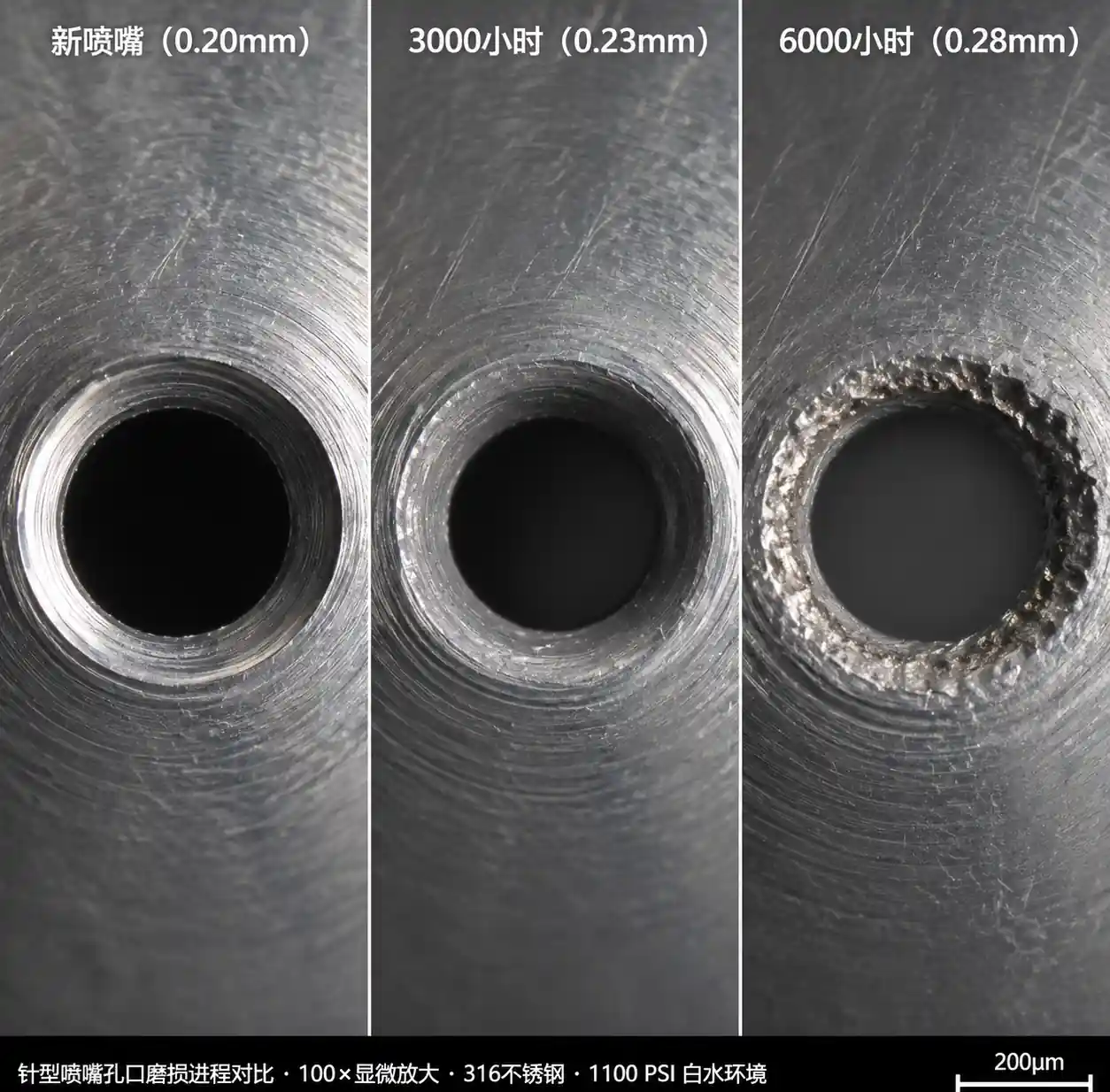
4.3 Visible Orifice Damage
Under 10x magnification, a new needle nozzle orifice shows sharp, uniform edges. Worn nozzles display:
- Rounded or bell-mouthed orifice entrance
- Asymmetric erosion (egg-shaped vs circular orifice)
- Surface pitting or roughness on the orifice face
- Visible scoring or grooves in the orifice bore
A USB digital microscope (50-200x magnification, $80-150) provides excellent documentation capability for maintenance records and warranty claims.
4.4 Pressure Drop Changes
If manifold supply pressure remains constant but individual nozzle outlet performance degrades, suspect clogging rather than wear. Conversely, if system pressure drops while pump output remains steady, multiple nozzles have likely worn to larger orifices, increasing total flow and reducing back pressure.
4.5 Fabric Cleaning Performance Decline
The ultimate indicator is reduced cleaning effectiveness, measured by:
- Increased fabric contamination (permeability drop, higher ash content)
- More frequent felt conditioning or replacement
- Increased steam consumption in dryer section
- Sheet quality issues (formation defects, spots, holes)
By the time these symptoms appear, nozzle wear is already severe. This reactive approach costs 3-5x more than preventive maintenance.
5. Material Selection Impact on Maintenance Frequency
Choosing the optimal nozzle material requires balancing initial cost, service life, and operational factors:
5.1 Stainless Steel (316/316L)
Best for: Low-pressure applications (<800 PSI), clean water, non-abrasive environments
Advantages: Lowest initial cost, readily available, easy to machine for custom configurations, adequate corrosion resistance in neutral to mildly alkaline conditions
Limitations: Rapid wear in abrasive service, susceptible to pitting in chloride environments, not suitable for high-pressure (>1000 PSI) continuous operation
Typical maintenance interval: 6-12 months in paper mill white water service
5.2 Hardened Stainless (440C, Heat Treated)
Best for: Medium-pressure applications (800-1200 PSI), moderate solids loading
Advantages: 2.5-3x wear life vs standard stainless, maintains corrosion resistance, reasonable cost
Limitations: Lower impact toughness (risk of fracture from pressure spikes), limited chemical resistance in strong acids
Typical maintenance interval: 12-24 months in paper mill white water service
5.3 Tungsten Carbide
Best for: High-pressure applications (>1200 PSI), recycled fiber mills, high solids content
Advantages: 8-12x wear life vs stainless steel, excellent hardness (1500-1800 HV), maintains orifice geometry throughout service life
Limitations: Brittle (sensitive to impact and thermal shock), cobalt binder corrodes in acidic environments (pH <5), higher cost
Typical maintenance interval: 24-36 months in paper mill white water service
From our cost analysis, tungsten carbide becomes economically favorable when:
- Operating pressure exceeds 1000 PSI continuously
- Suspended solids exceed 400 ppm
- Labor cost for nozzle replacement exceeds $150/hour (including downtime)
- Application is critical (forming fabric cleaning, where failure impacts sheet quality)
5.4 Silicon Carbide Ceramic
Best for: Extreme wear environments, corrosive chemicals, highest pressures
Advantages: 10-15x wear life vs stainless, complete chemical inertness (pH 0-14), no metallic corrosion, maintains performance in contaminated fluids
Limitations: Most brittle option (requires careful installation, avoid cross-threading), higher initial cost, limited availability in small orifice sizes
Typical maintenance interval: 30-48 months in paper mill white water service
5.5 Hybrid Designs (Carbide/Ceramic Insert in Stainless Body)

Many manufacturers offer press-fit or brazed insert designs that combine the wear resistance of carbide/ceramic with the toughness and machinability of stainless steel bodies. This is our recommended approach for most paper mill applications, providing an optimal balance of performance, cost, and reliability.
6. Economic Analysis: Preventive vs Reactive Replacement
To determine optimal maintenance intervals, we must compare total cost of ownership under different strategies:
6.1 Cost Components
| Cost Element | Preventive Replacement | Reactive Replacement (Run to Failure) |
|---|---|---|
| Nozzle hardware | $25-120 per nozzle | $25-120 per nozzle |
| Scheduled labor | $150-300 per shower (planned) | $200-450 per shower (emergency) |
| Downtime cost | $0 (during planned stop) | $2,000-5,000 per hour (unplanned) |
| Degraded performance period | Minimal | 2-6 weeks (gradual degradation) |
| Collateral damage risk | Very low | Medium (felt plugging, sheet defects) |
6.2 Worked Example: 24-Nozzle Forming Fabric Top Shower
Assumptions:
- Nozzles: Tungsten carbide, $85 each
- Operating conditions: 1100 PSI, 450 ppm solids, recycled fiber
- Expected service life: 18-24 months
- Machine produces 250 tons/month premium packaging grade
- Contribution margin: $180/ton
Preventive Strategy (18-month replacement cycle):
- Nozzle cost: 24 × $85 = $2,040
- Labor (during planned maintenance): $200
- Downtime cost: $0 (performed during weekly stop)
- Total cost per cycle: $2,240
- Annualized cost: $2,240 ÷ 1.5 = $1,493/year
Reactive Strategy (run to failure):
- Nozzle cost: 24 × $85 = $2,040
- Emergency labor: $350
- Downtime: 4 hours × $3,000/hour = $12,000
- Performance degradation period (4 weeks): Estimated 8% quality loss = 250 tons × 0.08 × $180 × 4 = $14,400
- Total cost per cycle: $28,790
- Annualized cost (assuming 20-month average life): $28,790 ÷ 1.67 = $17,239/year
Net annual savings from preventive maintenance: $15,746
This analysis demonstrates why we strongly recommend scheduled replacement for critical showers. The economics become even more favorable for higher-production machines or premium grades.
6.3 Optimization: Condition-Based Strategy
For non-critical showers (dryer felt cleaning, uhle box sprays), a hybrid approach works well:
- Perform monthly flow rate measurements
- Replace individual nozzles when flow increases >15%
- Perform complete shower replacement when >30% of nozzles require individual replacement
This strategy balances preventive and reactive approaches, optimizing labor efficiency while preventing catastrophic failures.
7. Step-by-Step Inspection Protocol
This field-proven protocol allows systematic assessment of needle nozzle condition:
7.1 Pre-Inspection Preparation
- Gather tools: calibrated container (500-1000 ml), stopwatch, pin gauges (0.15-0.35 mm), USB microscope, water-sensitive paper, notebook
- Review baseline data: original flow rates, orifice diameters, installation date
- Coordinate with operations: arrange 30-minute low-pressure window if possible
- Identify sampling locations: select 3-5 nozzles representing highest wear zones
7.2 Visual Assessment (System Operating)
- Observe full shower bank from multiple angles
- Note any obviously failed, clogged, or misaligned nozzles
- Look for spray pattern asymmetry or divergence
- Check for leaks at nozzle bodies, manifold joints, or connections
- Record manifold inlet pressure
7.3 Flow Rate Measurement
- Isolate one nozzle (close valve or remove from manifold)
- Position calibrated container to capture full flow
- Open valve and simultaneously start timer
- Collect water for exactly 60 seconds
- Measure volume and calculate flow rate (ml/min)
- Compare to baseline value and calculate percentage change
- Repeat for each sample location
7.4 Orifice Inspection
- Depressurize system completely (lockout/tagout)
- Remove selected nozzles using appropriate wrench (avoid damage)
- Photograph orifice face with macro lens or USB microscope (50-100x magnification)
- Attempt to pass pin gauges through orifice (do not force):
- If original 0.20 mm gauge passes easily, orifice has grown
- Try progressively larger gauges (0.22, 0.25, 0.28 mm) to quantify wear
- Inspect for asymmetric erosion, pitting, scoring
- Document findings with photos and measurements
7.5 Spray Pattern Testing
- Reassemble one sample nozzle in test fixture or isolated manifold position
- Position water-sensitive paper 100 mm from orifice
- Operate at normal pressure for 1-2 seconds
- Examine paper for:
- Stream coherence (tight impact zone vs dispersed pattern)
- Symmetry (circular vs elliptical or irregular)
- Satellite drops (indicating orifice damage)
- Compare to baseline pattern from new nozzle
7.6 Documentation and Decision
- Record all measurements in maintenance log
- Calculate wear rate: (current diameter - original diameter) ÷ operating hours
- Project time to replacement threshold (typically +15% orifice growth)
- Make replacement decision:
- Green: No action, re-inspect next cycle
- Yellow: Accelerated monitoring, plan replacement within 1 month
- Red: Replace immediately
7.7 Post-Inspection Actions
- Reinstall or replace nozzles with proper torque (typically 15-25 N⋅m, check manufacturer spec)
- Pressure test system before returning to service
- Update maintenance tracking system
- Order replacement parts if approaching threshold

8. Common Maintenance Mistakes That Reduce Nozzle Life
Through field audits at over 40 paper mills, we have identified recurring mistakes that significantly reduce needle nozzle service life:
8.1 Inadequate Filtration
Many mills rely solely on the machine white water screens (80-150 mesh) without additional filtration for fabric shower systems. This allows abrasive particles through that dramatically accelerate nozzle wear. We recommend:
- Minimum 200 mesh (74 micron) filtration for standard stainless nozzles
- 325 mesh (44 micron) for carbide/ceramic nozzles
- Automatic backflushing filters with differential pressure monitoring
8.2 Excessive Operating Pressure
"More pressure = better cleaning" is a common misconception. Beyond approximately 1200-1400 PSI, cleaning effectiveness plateaus while wear rate continues increasing exponentially. Many mills can reduce pressure by 15-20% without impacting fabric cleanliness, potentially doubling nozzle life.
8.3 Mixing Worn and New Nozzles
When replacing failed nozzles individually, operators often mix new nozzles (low flow) with partially worn nozzles (high flow) in the same shower bank. This creates uneven cleaning across the fabric width. Either replace entire banks or carefully match flow rates when mixing nozzles of different ages.
8.4 Improper Installation Torque
Over-tightening nozzles (especially ceramic inserts) can cause micro-cracking that leads to premature failure. Under-tightening allows vibration and eventual loosening. Always use a calibrated torque wrench and follow manufacturer specifications (typically 15-25 N⋅m for 1/4" NPT connections).
8.5 Ignoring Water Chemistry
Chloride concentration above 200 ppm accelerates stainless steel pitting. pH below 5 or above 11 degrades cobalt binder in tungsten carbide. Free chlorine from biocides attacks most metallic materials. Regular water quality monitoring and material selection appropriate for the chemical environment are essential.
8.6 No Baseline Documentation
Without documented baseline flow rates and orifice dimensions at installation, condition assessment becomes guesswork. Always measure and record performance data for new nozzles immediately after installation. This investment of 15 minutes provides invaluable reference data for the next 1-3 years.
8.7 Delayed Replacement of Worn Nozzles
Attempting to "squeeze out" the last few weeks of service from clearly worn nozzles is false economy. The degraded cleaning performance during this period costs far more than the replacement nozzle, and sudden failure risk increases dramatically once wear exceeds 20%.
8.8 Using Incorrect Cleaning Methods
Never attempt to "clean" needle nozzles by poking wires or drill bits through the orifice. This irreversibly damages the precision bore and destroys spray characteristics. For clogged nozzles, use ultrasonic cleaning, reverse-flow flushing, or mild acid dissolution of deposits (for carbonate scale). If mechanical intervention is required, the nozzle should be replaced.
9. FAQ
Q: How do I know if my nozzles are stainless steel or carbide without removing them?
A: Visual inspection is difficult since most have stainless bodies. Check purchase records or use a magnet—carbide inserts are non-magnetic, while 300-series stainless is also non-magnetic but 400-series (hardened stainless) is magnetic. For definitive identification, remove one sample nozzle and check for a pressed or brazed insert, or measure hardness with a portable tester (carbide >1500 HV, stainless 200-250 HV).
Q: Can I extend nozzle life by reducing operating pressure?
A: Yes, significantly. Reducing pressure from 1200 to 1000 PSI (17% reduction) can extend nozzle life by 35-45%. However, verify that cleaning effectiveness remains adequate at lower pressure through fabric permeability testing and contamination monitoring. The optimal balance point varies by application.
Q: What causes some nozzles to wear faster than others in the same shower?
A: Position-dependent wear results from several factors: (1) non-uniform pressure distribution in the manifold (end nozzles often see higher pressure), (2) localized turbulence or recirculation patterns, (3) uneven solids distribution in the white water stream, (4) thermal gradients (nozzles near steam heated zones), (5) installation variations (torque, alignment). Identifying these patterns helps target inspection efforts.
Q: Is ultrasonic cleaning safe for carbide and ceramic nozzles?
A: Yes, ultrasonic cleaning (40-60 kHz) effectively removes soft deposits (fiber, biological films) without mechanical damage. Use appropriate cleaning solution (mild alkaline detergent for organic deposits, dilute acid for mineral scale). Avoid abrasive media blasting, which defeats the purpose of wear-resistant materials.
Q: Can I repair worn needle nozzles?
A: No. Unlike larger orifice nozzles that might be re-drilled, needle nozzles with 0.15-0.30 mm orifices cannot be economically restored. The precision required and small dimensions make replacement the only viable option. Some manufacturers offer insert replacement programs for expensive sapphire nozzles, but this is rare.
Q: Should I stock spare nozzles on-site?
A: Absolutely. For critical showers (forming fabric, press felts), maintain at least one complete spare set plus 10-15% individual spares. For non-critical showers, 25% spare inventory is adequate. This investment (typically $2,000-5,000) prevents catastrophic downtime from delayed parts delivery. Store in clean, dry conditions with protective caps on orifice openings.
Q: How do I calculate the number of nozzles needed for a new shower design?
A: Start with required water flow per unit fabric width (typically 2-5 L/min per inch of fabric width for forming fabrics). Divide by individual nozzle flow rate at design pressure. Apply overlap factor (1.2-1.5x) to ensure complete coverage accounting for edge effects and nozzle-to-nozzle gaps. Verify impact force and coverage using manufacturer data or CFD simulation for critical applications.
Q: What's the difference between needle nozzles and pin jet nozzles?
A: Terms are often used interchangeably. Technically, "needle" emphasizes the ultra-fine orifice (0.15-0.30 mm), while "pin jet" emphasizes the concentrated jet structure. Both produce coherent, high-velocity streams rather than atomized sprays. Some manufacturers reserve "needle" for the smallest orifices (<0.20 mm) and use "jet" for larger sizes, but usage varies.
10. Conclusion and Action Plan
High-pressure needle nozzles are precision components that directly impact fabric cleaning effectiveness, felt life, energy consumption, and sheet quality in paper mills. The maintenance approach outlined here—based on actual field data from diverse mill environments—provides a framework for optimizing replacement intervals and minimizing total cost of ownership.
Key Takeaways:
- Preventive maintenance is 8-10x more cost-effective than reactive replacement when accounting for downtime and degraded performance periods
- Material selection has the largest impact on maintenance intervals—carbide nozzles cost 4-5x more but last 8-12x longer in abrasive service
- Flow rate measurement is the most reliable wear indicator—implement monthly monitoring for critical showers
- Typical replacement intervals: 6-18 months for stainless steel, 18-36 months for tungsten carbide, depending on operating conditions
- Water quality matters—filtration to 200-325 mesh and chemical monitoring extend nozzle life substantially
Immediate Action Steps:
- Document current state: Record nozzle material, installation dates, baseline flow rates for all fabric showers
- Establish inspection schedule: Implement the tiered monitoring protocol (daily visual, weekly flow, monthly detailed, quarterly performance)
- Calculate economics: Perform TCO analysis for your specific conditions using the framework in Section 6
- Optimize material selection: Evaluate carbide or ceramic upgrades for highest-wear locations (forming fabric, press felts)
- Build spare inventory: Stock complete replacement sets for critical showers
- Train maintenance staff: Ensure technicians understand proper inspection, installation, and torque procedures
For mills currently operating reactively (replacing nozzles only when failures occur), transitioning to predictive maintenance typically shows ROI within 6-12 months through reduced downtime and improved fabric life.
Need Application-Specific Guidance?
Needle nozzle selection and maintenance optimization depend heavily on your specific conditions—fiber type, machine speed, water quality, pressure requirements, and criticality of each application. Our field application team can provide:
- Free water sample analysis and nozzle material recommendations
- Wear rate testing with your actual mill white water
- Custom maintenance interval calculations based on your operating data
- On-site shower performance audits
- Pressure optimization studies to reduce operating costs
Contact our technical support team to schedule a consultation or request detailed product specifications for your application.