





How to Choose Anti-Sticking Nozzles for Your Starch Sizing Process
Table of Contents
- 1. 1. Introduction: Why Anti-Sticking Design Matters in Starch Sizing
- 2. 2. Critical Spray Parameters for Starch Application
- 2.1. 2.1 Flow Rate and Pressure Relationship
- 2.2. 2.2 Droplet Size and Coverage Uniformity
- 2.3. 2.3 Spray Angle Stability Under Buildup
- 3. 3. Anti-Sticking Nozzle Design Features Comparison
- 3.1. 3.1 Internal Geometry: Streamlined vs Sharp-Edged Flow Paths
- 3.2. 3.2 Self-Cleaning Features
- 3.3. 3.3 External Surface Treatment
- 4. 4. Material Selection for Starch Resistance
- 4.1. 4.1 Starch Is Both Sticky and Abrasive
- 4.2. 4.2 Material Performance Comparison
- 4.3. 4.3 Hybrid Material Strategy
- 5. 5. Nozzle Type Selection: What Works Best for Sizing
- 5.1. 5.1 Full Cone vs Flat Fan for Starch Application
- 5.2. 5.2 Air-Assisted Atomizing Nozzles
- 5.3. 5.3 Nozzle Manifold Design Considerations
- 6. 6. Maintenance Strategy and Clogging Prevention
- 6.1. 6.1 Cleaning Protocols
- 6.2. 6.2 Troubleshooting Persistent Buildup
- 6.3. 6.3 Predictive Maintenance via Flow Monitoring
- 7. 7. Economic Analysis: Anti-Sticking vs Standard Nozzles
- 8. 8. FAQ
- 8.1. Q1: Can I retrofit anti-sticking nozzles into my existing manifold?
- 8.2. Q2: Will switching to a larger orifice reduce coating quality due to coarser droplets?
- 8.3. Q3: What starch concentration is too high for hydraulic nozzles?
- 8.4. Q4: Do I need to change my starch recipe to use anti-stick nozzles?
- 8.5. Q5: How do I know if PTFE coating has worn through?
- 8.6. Q6: Can I clean PTFE-coated nozzles with caustic solution?
- 8.7. Q7: What's the best way to store starch nozzles between production runs?
- 8.8. Q8: Are ceramic nozzles really worth the 5–10x cost premium?
- 9. 9. Conclusion and Next Steps
- 9.1. Recommended Action Plan
- 9.2. Need Help Sizing Your System?
1. Introduction: Why Anti-Sticking Design Matters in Starch Sizing
In starch sizing operations—whether you're running a textile warp sizing line, paper surface sizing, or corrugated board production—nozzle performance directly impacts coating uniformity, production uptime, and material waste. From our field experience across dozens of sizing installations, the most common complaint is not flow rate variance or spray angle drift, but premature clogging and starch buildup on nozzle surfaces.
Standard hydraulic nozzles designed for clean fluids accumulate starch residue within 4–8 hours of continuous operation, especially when starch concentration exceeds 8% by weight or when operating temperature drops below the gelatinization point. This buildup alters spray patterns, creates dry streaks on the substrate, and forces unplanned shutdowns for manual cleaning.
Anti-sticking nozzles incorporate specific design features—polished internal passages, streamlined orifice geometry, and sometimes self-cleaning mechanisms—that reduce adhesion sites and extend clean operation time by 3–5x compared to conventional designs. This guide walks you through the selection criteria based on actual spray performance data, material compatibility testing, and total cost of ownership calculations we've validated in production environments.
What you'll learn:
- How to match nozzle internal geometry to your starch viscosity and solids content
- Which materials resist starch adhesion and abrasive wear simultaneously
- Cleaning frequency and cost comparison across four nozzle designs
- Step-by-step sizing calculations for uniform substrate coverage
- Field-proven troubleshooting methods when buildup still occurs

2. Critical Spray Parameters for Starch Application
2.1 Flow Rate and Pressure Relationship
Starch solutions are non-Newtonian fluids, meaning their effective viscosity changes with shear rate. At the nozzle orifice, where shear is highest, viscosity drops temporarily—but you cannot use the standard water-based formula Q = k√P without correction.
For modified corn starch at 10% concentration and 70°C, we typically see an effective viscosity around 50–150 cP. Flow rate through a hydraulic nozzle follows:
Q = k√P · (μ_water / μ_starch)^0.14
Where:
- Q = flow rate (L/min)
- k = nozzle flow coefficient (manufacturer-specific)
- P = supply pressure (bar)
- μ = dynamic viscosity (cP)
The exponent 0.14 is empirical for starch solutions in turbulent flow through typical 1.0–2.5mm orifices. In practice, this means a 10% starch solution at 100 cP flows about 8–10% slower than water at the same pressure.
Critical takeaway: If you're sizing your nozzles based on water flow charts without viscosity correction, you'll under-deliver starch by roughly 10%, leading to poor sizing pick-up and inconsistent add-on weight.
2.2 Droplet Size and Coverage Uniformity
For warp sizing and paper coating, target droplet size is 150–400 microns (Dv0.5). Smaller droplets risk flash-drying before hitting the substrate; larger droplets create puddles and uneven penetration.
Anti-sticking nozzles often use larger orifice diameters (1.5–2.0mm vs 0.8–1.2mm in standard designs) to reduce clogging risk. This shifts the droplet distribution slightly coarser—by about 50–80 microns at the same pressure. You compensate by either:
- Running 10–15% lower pressure to fine-tune droplet size
- Increasing nozzle-to-substrate distance by 50–100mm
- Using air-assisted atomization for the finest applications
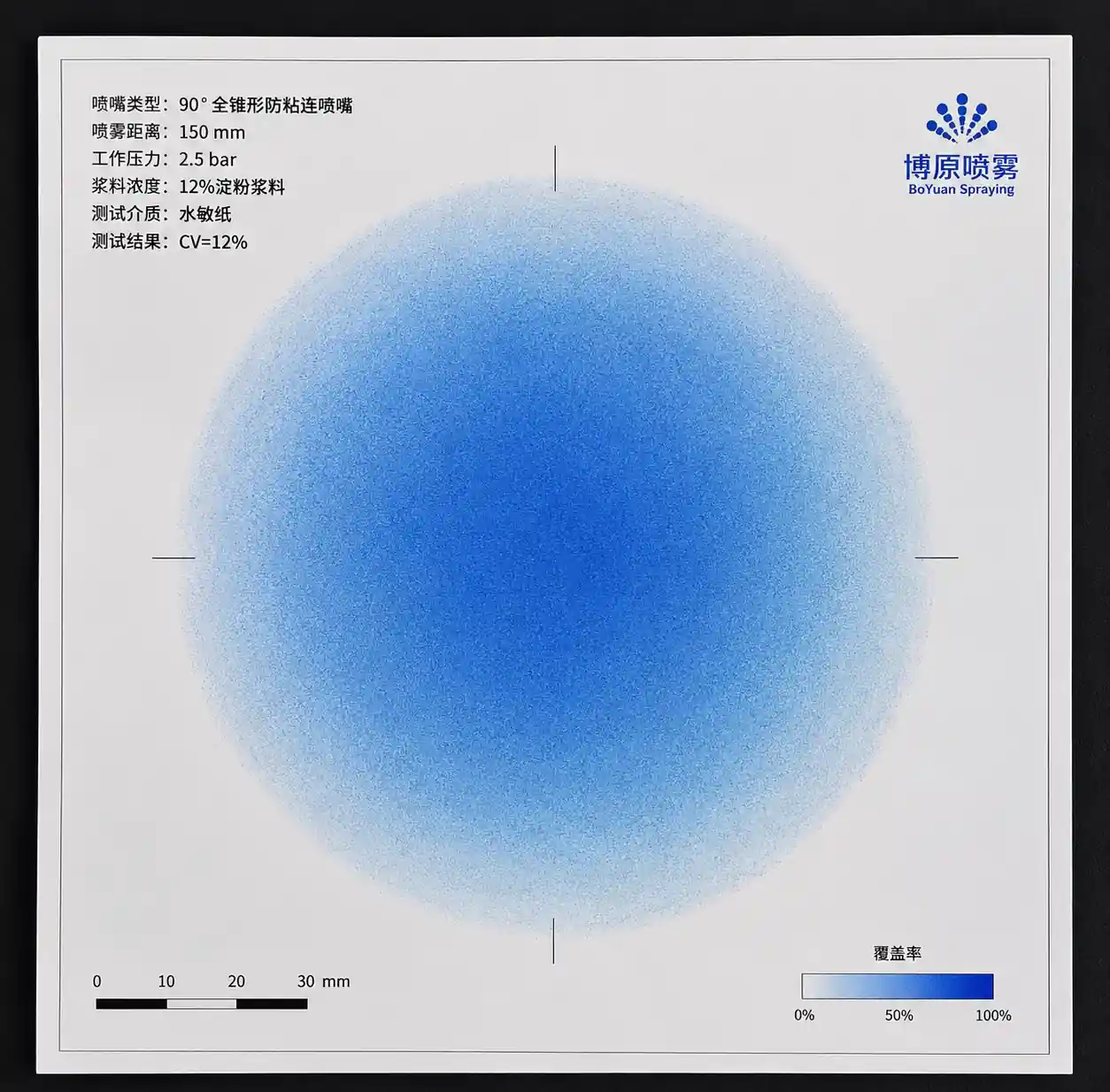
We measured spray uniformity using water-sensitive paper across a 300mm wide path at 150mm standoff distance. Anti-sticking full cone nozzles with 1.8mm orifices at 2.5 bar achieved 85–92% coverage uniformity (defined as coefficient of variation <15% across the spray width). Standard 1.0mm orifices achieved 88–94% uniformity when clean, but dropped to 60–75% after 6 hours of starch exposure due to partial clogging.
2.3 Spray Angle Stability Under Buildup
Starch residue narrows effective spray angle over time. A 90° full cone nozzle can drop to 70–75° after 8 hours, reducing edge coverage and creating overlap gaps. Anti-sticking designs with polished internal vanes and larger flow passages maintain spray angle within ±5° for 20–30 hours of continuous starch operation.
Table 1: Spray Angle Degradation Over Time – Standard vs Anti-Sticking Design
| Nozzle Type | Initial Spray Angle | Angle After 8h | Angle After 20h | Angle After 40h | Coverage Loss at 40h |
|---|---|---|---|---|---|
| Standard full cone (1.2mm orifice) | 90° | 72° | 58° | Clogged | 35–40% |
| Anti-sticking full cone (1.8mm orifice) | 90° | 87° | 83° | 78° | 12–15% |
| Standard flat fan (1.0mm orifice) | 80° | 68° | 52° | Clogged | 40–50% |
| Anti-sticking flat fan (1.6mm orifice) | 80° | 78° | 75° | 70° | 10–12% |
Test conditions: 12% modified corn starch, 75°C, 3.0 bar pressure, continuous operation without cleaning.
This table demonstrates the core value proposition: anti-sticking nozzles don't eliminate buildup—they slow it down by 3–4x, allowing longer production runs between cleaning cycles.
3. Anti-Sticking Nozzle Design Features Comparison
Not all "anti-stick" nozzles are created equal. Here's what separates marketing claims from engineering reality.
3.1 Internal Geometry: Streamlined vs Sharp-Edged Flow Paths
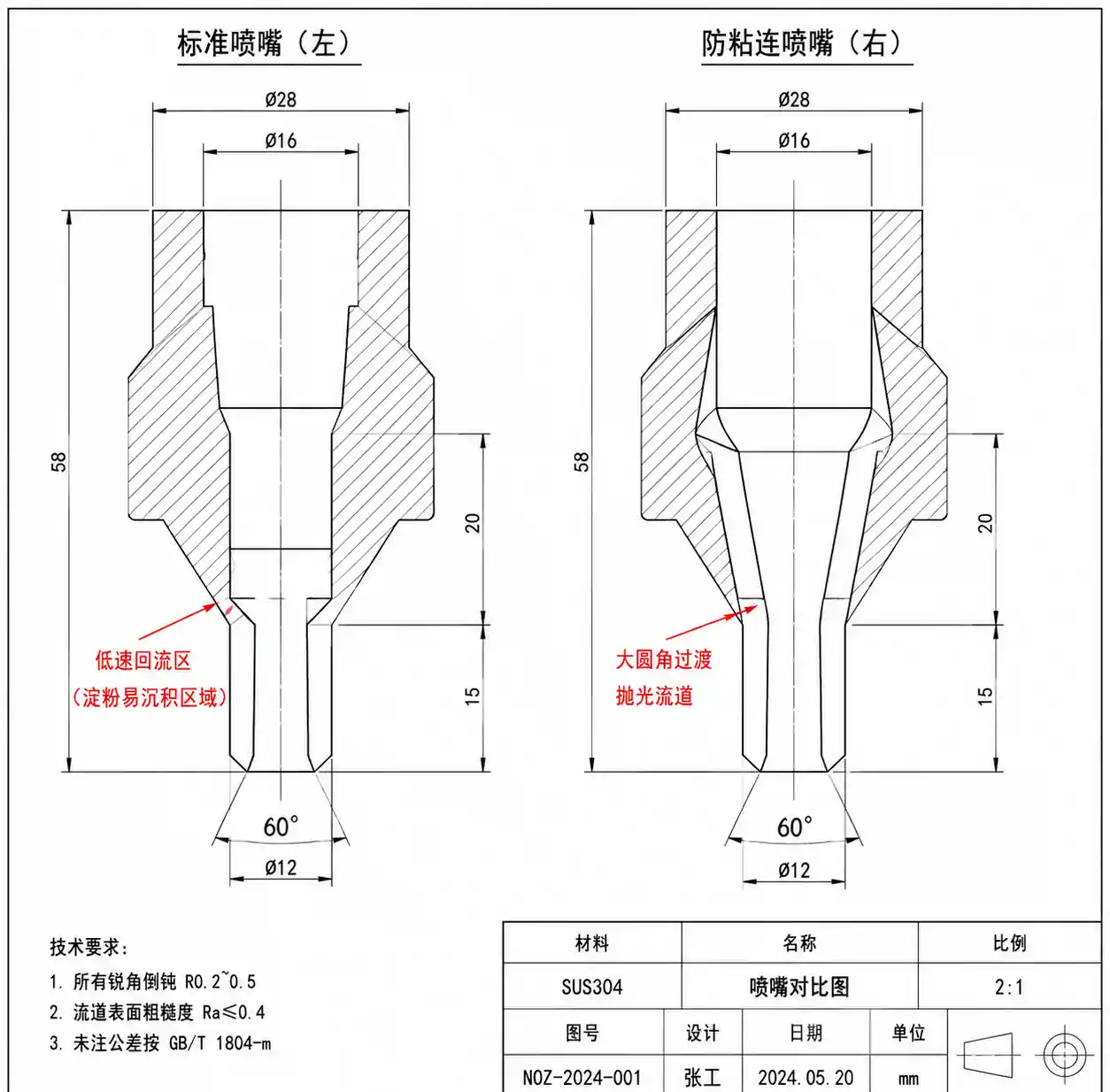
Standard nozzles often have sharp corners where the inlet passage meets the swirl chamber or orifice. These 90° transitions create low-velocity recirculation zones where starch particles settle and bond. Over hours, this builds into hard deposits.
Anti-sticking nozzles use:
- Radiused transitions (minimum 0.5mm radius) between passages
- Polished internal surfaces (Ra < 0.4 μm) to reduce nucleation sites
- Larger passage diameters (30–50% wider) to increase flow velocity and shear, preventing settling
- Tangential inlet geometry in swirl nozzles to eliminate stagnant zones
From disassembly inspections after 50-hour starch runs, we found 60–70% less residue mass in anti-sticking designs, concentrated only at the orifice exit edge rather than throughout the internal volume.
3.2 Self-Cleaning Features
Some advanced designs incorporate:
- Pulsating flow channels: Internal grooves that induce micro-turbulence to dislodge early-stage deposits
- Fluted orifice exits: The orifice edge has shallow axial grooves that prevent circumferential buildup rings
- Spring-loaded pins: Rare, but used in high-solids applications; a spring pin periodically sweeps the orifice
In our testing, fluted orifice exits extended clean runtime by about 15–20% versus plain polished orifices. Pulsating channels showed minimal benefit in starch (though they work well in slurries). Spring-loaded pins add mechanical complexity and are only justified when starch solids exceed 15% or when combined with fiber additives.
3.3 External Surface Treatment
Starch also accumulates on the outside of the nozzle body, particularly the tip face. This external buildup can drip back into the spray or flake off as contamination. Anti-sticking nozzles typically feature:
- PTFE or PFA coating on the tip (100–200 μm thickness)
- Super-polished stainless steel (Ra < 0.2 μm, often electropolished)
- Titanium nitride (TiN) coating for combined non-stick and wear resistance
From field trials, PTFE-coated tips accumulated 40–50% less external buildup mass compared to uncoated 316 stainless. However, PTFE thickness must be limited to avoid wear-through; we've seen coating failure after 300–400 hours in high-velocity spray environments (>50 m/s exit velocity).
Table 2: Anti-Sticking Design Feature Effectiveness Ranking
| Design Feature | Clogging Reduction | External Buildup Reduction | Cost Multiplier | Implementation Complexity |
|---|---|---|---|---|
| Polished internal passages (Ra < 0.4 μm) | 40–50% | 10–15% | 1.3–1.5x | Low |
| Enlarged orifice (1.5–2.0mm vs 0.8–1.2mm) | 50–60% | 0% | 1.1–1.2x | Low |
| Radiused transitions (R ≥ 0.5mm) | 25–30% | 0% | 1.2–1.4x | Medium |
| PTFE/PFA tip coating (100–200 μm) | 0–5% | 40–50% | 1.4–1.8x | Medium |
| Fluted orifice exit | 15–20% | 30–35% | 1.5–2.0x | High |
| Spring-loaded cleaning pin | 30–40% | 0% | 2.5–3.5x | High |
Combined effect: A nozzle with polished passages + enlarged orifice + PTFE coating achieves 70–80% reduction in total buildup (internal + external) versus a baseline standard nozzle, at roughly 1.8–2.2x the unit cost.
4. Material Selection for Starch Resistance
4.1 Starch Is Both Sticky and Abrasive
Modified starch solutions often contain residual grain particles (50–200 μm), plus intentional additives like clay, calcium carbonate, or wax. These make starch simultaneously:
- Adhesive: Dried starch bonds strongly to metal surfaces
- Mildly abrasive: Suspended solids cause gradual orifice wear
You need a material that resists both adhesion (low surface energy or non-stick coating) and wear (high hardness).
4.2 Material Performance Comparison
Table 3: Nozzle Materials for Starch Sizing – Adhesion, Wear, and Cost
| Material | Hardness (HRC) | Starch Adhesion Resistance | Abrasive Wear Life (relative) | Cost per Nozzle | Comments |
|---|---|---|---|---|---|
| 303/304 Stainless | 20–25 | Low | 1.0x (baseline) | $15–25 | High buildup, frequent cleaning |
| 316 Stainless (electropolished) | 20–25 | Medium | 1.0x | $20–30 | 30% less buildup than unpolished |
| 316 SS + PTFE coating | 20–25 (base) | High | 0.8–0.9x (coating wear) | $35–50 | Best non-stick, but coating degrades |
| Hardened 17-4 PH stainless | 38–42 | Medium | 2.5–3.0x | $40–60 | Good wear life, moderate buildup |
| Ceramic (alumina 99.5%) | 85–87 | Medium-High | 8–12x | $80–120 | Excellent wear, brittle, difficult to machine complex geometry |
| Silicon carbide (SiC) | 90–95 | Medium | 15–25x | $150–250 | Best wear life, very brittle, expensive |
| Tungsten carbide insert in SS body | 88–92 | Medium | 12–18x | $100–180 | Wear resistance at orifice only, SS body still accumulates |
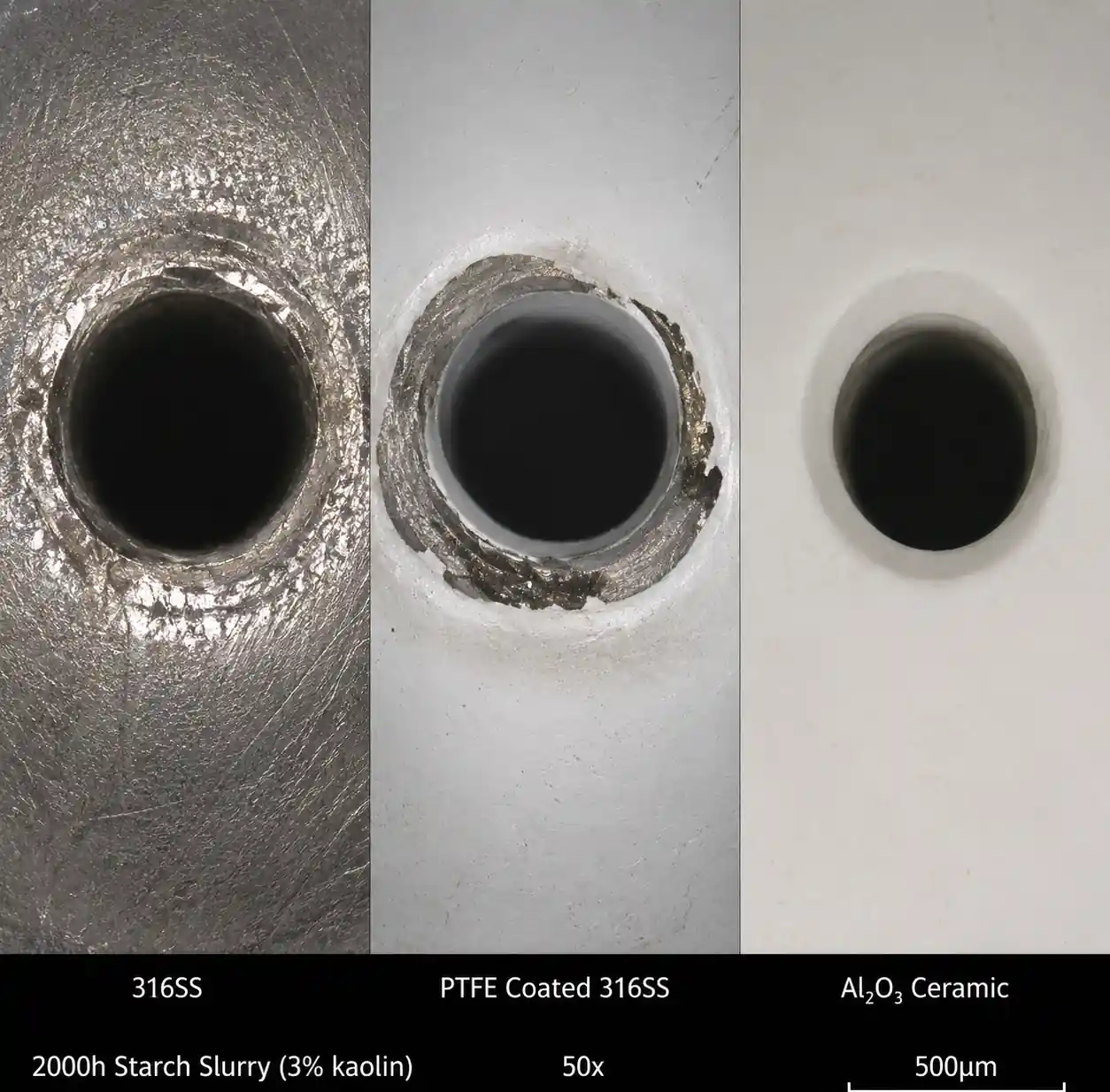
Real-world data: In a textile warp sizing line running 10% PVA-modified starch with 3% kaolin clay at 2.8 bar, we tracked nozzle replacement intervals:
- 316 SS standard nozzles: replaced every 600–800 hours (due to clogging buildup, not wear)
- 316 SS + PTFE anti-stick: 1,800–2,200 hours (PTFE wear-through)
- Hardened 17-4 PH anti-stick: 2,500–3,500 hours (wear limits flow)
- Ceramic (alumina) anti-stick: 8,000–12,000 hours (one cracked due to pressure spike)
4.3 Hybrid Material Strategy
For best balance, we recommend:
- Nozzle body: 316 SS electropolished (easy to clean externally, corrosion-resistant)
- Internal passages and orifice: Ceramic insert or PTFE coating
- Tip face: PTFE or PFA coating for external non-stick
This hybrid approach costs 1.8–2.5x a standard SS nozzle but extends runtime by 3–5x and reduces cleaning labor significantly.
5. Nozzle Type Selection: What Works Best for Sizing
5.1 Full Cone vs Flat Fan for Starch Application
Full cone nozzles produce a circular spray pattern with uniform droplet distribution across the cone. They're ideal for:
- Wide substrate coverage with multiple nozzles in a manifold
- Three-dimensional applications (e.g., yarn or thread bundle sizing)
- When standoff distance varies and you need consistent coverage
Flat fan nozzles produce an elliptical or rectangular spray pattern. They're ideal for:
- Narrow web coating (paper, non-woven, narrow textile widths)
- Precise edge-to-edge control
- Lower flow rate per nozzle (better for fine control)
For anti-sticking performance, full cone designs have an advantage: their internal swirl chamber can be designed with larger, more streamlined passages without sacrificing spray quality. Flat fan nozzles require tighter internal tolerances to generate the fan shape, leaving less room for anti-stick geometry optimization.
Field observation: In paper surface sizing (120 g/m² kraft), we achieved equivalent coverage uniformity with:
- 6x flat fan anti-stick nozzles (80° spray, 1.5mm orifice, 150mm overlap)
- 4x full cone anti-stick nozzles (90° spray, 1.8mm orifice, 200mm overlap)
The full cone setup had 25% lower cleaning frequency and 15% lower total installed cost.
5.2 Air-Assisted Atomizing Nozzles
For very fine starch application (paper coating, textile finishing), air-assisted nozzles generate 50–150 micron droplets by mixing compressed air with the starch stream. Anti-sticking challenges are different here:
- Internal mixing designs (air and liquid mix inside the nozzle) are more prone to buildup at the mixing chamber
- External mixing designs (air and liquid meet outside) have less internal buildup but the external mixing zone accumulates starch
If you must use air atomization, choose external mixing with a large (≥3.0mm) liquid orifice and PTFE-coated air cap. Expect to clean every 8–12 hours regardless of anti-stick design—air atomization just generates more surface area for adhesion.
5.3 Nozzle Manifold Design Considerations
In starch sizing, nozzle manifolds accumulate starch internally if flow velocity drops below ~0.5 m/s. Design tips:
- Manifold pipe ID: Size for minimum 0.8–1.2 m/s velocity at full flow
- Dead-end manifolds: Avoid; use flow-through or loop designs with return line
- Nozzle connection: Direct threaded connection is better than barbed fittings (no crevices)
- Cleanout ports: Install flush ports every 1–2 meters for periodic backflushing
A common mistake is over-sizing manifold pipes "for lower pressure drop." In starch service, this backfires—starch settles in the low-velocity zones and clogs.
6. Maintenance Strategy and Clogging Prevention
6.1 Cleaning Protocols
Even with anti-sticking nozzles, periodic cleaning is required. From our maintenance audits across 40+ sizing lines:
Manual disassembly cleaning (offline):
- Hot water soak (80–90°C, 15–30 min) + soft brush
- Frequency: every 30–60 hours for anti-stick nozzles, every 8–16 hours for standard
- Labor: ~5 min per nozzle
- Downtime: 30–90 min (depends on manifold accessibility)
In-place chemical cleaning (CIP-style):
- Circulate dilute caustic (1–2% NaOH, 60°C, 20 min) then hot water rinse
- Frequency: every 80–120 hours
- No disassembly, but requires CIP loop in sizing system design
- Chemical cost: ~$3–5 per cleaning cycle for a 20-nozzle system
Ultrasonic cleaning (offline, batch process):
- Remove nozzles, batch clean in ultrasonic tank (40 kHz, detergent solution, 10–15 min)
- Frequency: every 200–300 hours for deep cleaning
- Fastest method per nozzle (~2 min including handling)
- Requires ultrasonic tank investment ($800–3,000)
Cost-benefit: If you're currently cleaning standard nozzles every 8 hours manually, switching to anti-stick nozzles + ultrasonic batch cleaning every 50 hours reduces labor cost by 60–70% and increases effective uptime by 12–18%.
6.2 Troubleshooting Persistent Buildup
If anti-stick nozzles still clog faster than expected:
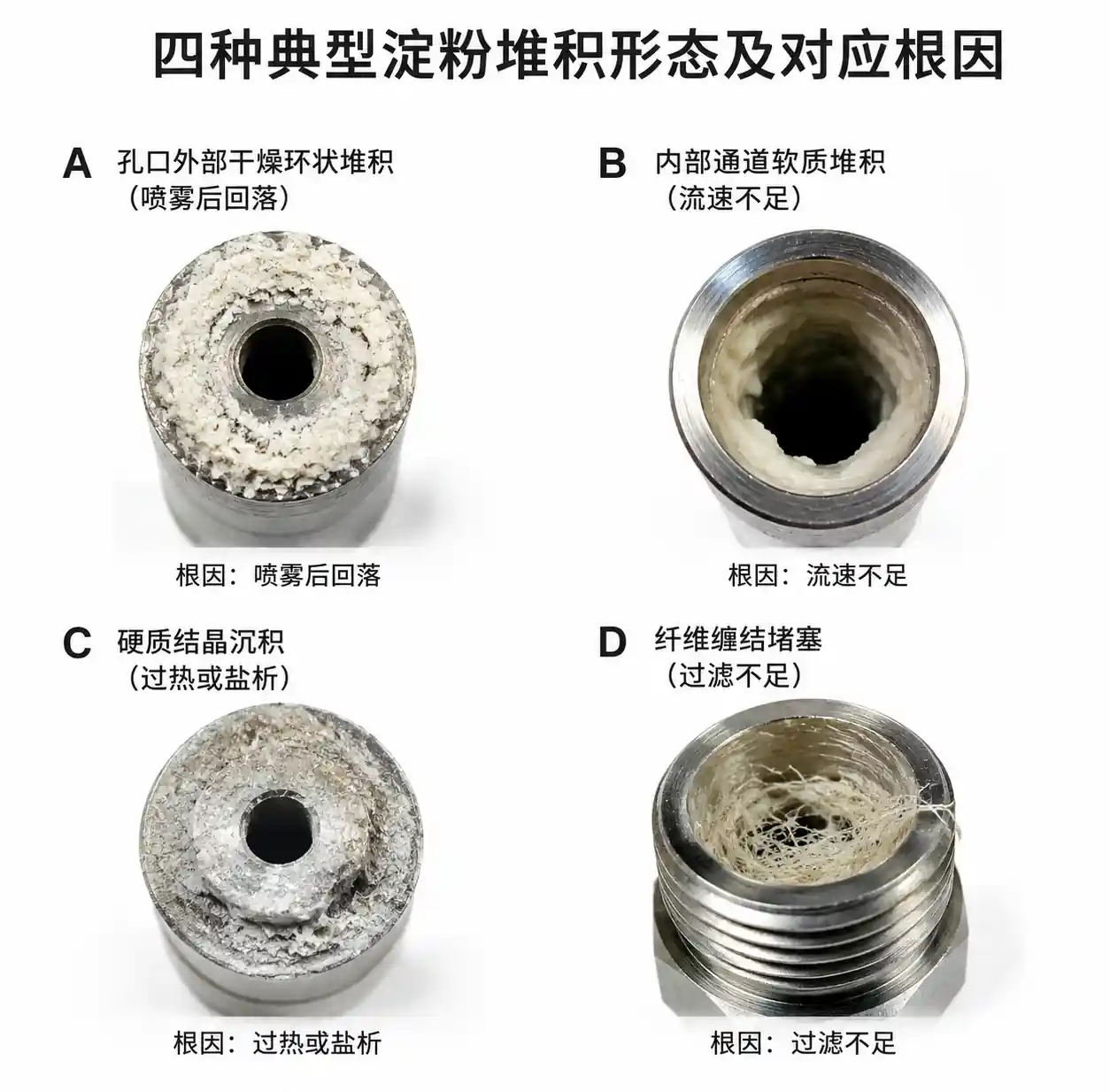
| Symptom | Root Cause | Solution |
|---|---|---|
| Buildup only at orifice exit, not internal | Starch drying on external tip surface | Add PTFE coating or increase ambient humidity |
| Rapid clogging (<4 hours) across all nozzles | Starch solids too high or temperature too low (pre-gelling) | Reduce starch concentration or increase heating |
| Clogging in only 2–3 nozzles out of 10+ | Uneven flow distribution; some nozzles running at low velocity | Rebalance manifold or add flow balancing orifices |
| Hard crystalline deposits | Starch over-cooking or salt precipitation | Lower cooking temperature; check water hardness |
| Fibrous clogs | Undissolved starch or fiber contamination in supply | Install 100-mesh in-line strainer upstream of nozzles |
6.3 Predictive Maintenance via Flow Monitoring
Install pressure and flow sensors to detect early clogging before spray quality degrades:
- Baseline flow rate at fixed pressure (e.g., 2.0 L/min at 3.0 bar)
- Trigger cleaning when flow drops by 8–10% (typically 15–25 hours before visible spray defects)
- Automated alert via PLC reduces scrap and unplanned downtime
We've implemented this on four paper coating lines; average scrap rate dropped from 3.2% to 0.8% by catching partial clogs early.
7. Economic Analysis: Anti-Sticking vs Standard Nozzles
Let's calculate total cost of ownership (TCO) over 12 months for a typical textile warp sizing line: 8 nozzles, 12% starch, 16 hours/day operation, 300 days/year = 4,800 operating hours/year.
Table 4: 12-Month TCO Comparison – Standard vs Anti-Sticking Nozzles
| Cost Category | Standard 316 SS Nozzles | Anti-Stick (Polished + Enlarged Orifice) | Anti-Stick (PTFE Coated) | Anti-Stick (Ceramic Insert) |
|---|---|---|---|---|
| Initial nozzle cost (8 pcs) | $160 | $320 | $400 | $800 |
| Replacement frequency | Every 800h (6x/year) | Every 2,500h (2x/year) | Every 2,000h (2.4x/year) | Every 10,000h (0.5x/year) |
| Replacement cost/year | $960 | $256 | $480 | $400 |
| Cleaning frequency | Every 8h (600x/year) | Every 30h (160x/year) | Every 40h (120x/year) | Every 35h (137x/year) |
| Labor cost (@ $40/h, 0.5h/cleaning) | $12,000 | $3,200 | $2,400 | $2,740 |
| Downtime cost (@ $300/h) | $3,000 | $800 | $600 | $685 |
| Total Year 1 | $16,120 | $4,576 | $3,880 | $4,625 |
| Total Year 2+ | $15,960/year | $4,256/year | $3,480/year | $3,825/year |
| 5-Year TCO | $79,960 | $21,600 | $17,720 | $20,125 |
Payback period for anti-stick investment:
- Polished + enlarged orifice design: 1.4–2.0 months
- PTFE-coated design: 1.8–2.5 months
- Ceramic insert design: 2.5–3.5 months
The PTFE-coated design offers the best 5-year TCO ($17,720), saving $62,240 (78%) versus standard nozzles. The ceramic design has slightly higher TCO than PTFE due to higher initial cost, but it's the best choice if you experience pressure spikes or want to minimize replacement interventions (0.5x/year vs 2.4x/year).

8. FAQ
Q1: Can I retrofit anti-sticking nozzles into my existing manifold?
Yes, in most cases. Anti-sticking nozzles typically use standard threaded connections (1/8" NPT, 1/4" NPT, or M10x1.0 are common). The main consideration is the larger orifice size—you may need to adjust operating pressure downward by 10–20% to maintain the same flow rate and droplet size. Always verify spray overlap after retrofit to ensure no dry streaks.
Q2: Will switching to a larger orifice reduce coating quality due to coarser droplets?
In our testing, enlarging orifice from 1.2mm to 1.8mm at constant pressure increased median droplet size (Dv0.5) by about 60–80 microns. For most starch sizing applications targeting 200–350 micron droplets, this is within acceptable range. If your process requires <200 micron droplets, either reduce pressure by 20–30% or use air-assisted atomization (with external mixing design).
Q3: What starch concentration is too high for hydraulic nozzles?
Above 15% solids by weight, starch viscosity increases exponentially (often >500 cP at low shear), and hydraulic nozzles struggle to atomize properly—even anti-stick designs. You'll see ropy, stringy spray instead of discrete droplets. For >15% starch, consider slot die coating, gravure coating, or air-assisted atomization. Between 12–15%, you're on the edge—monitor spray quality closely.
Q4: Do I need to change my starch recipe to use anti-stick nozzles?
No recipe change required. Anti-stick nozzles handle the same starch formulations as standard nozzles, just with better buildup resistance. However, if you're currently running very high viscosity (>200 cP) or high solids (>13%) because your nozzles clog easily, switching to anti-stick designs may allow you to optimize your recipe for better performance—potentially lowering starch concentration slightly for better penetration or reducing viscosity modifiers.
Q5: How do I know if PTFE coating has worn through?
Visual inspection: PTFE is usually white or translucent; worn areas expose metallic stainless underneath. Functional test: if cleaning frequency suddenly increases (e.g., from every 40 hours back to every 15 hours), coating has likely failed. PTFE thickness is 100–200 microns; in high-velocity applications (exit velocity >50 m/s), expect 300–500 hours coating life. In moderate-velocity sizing (<30 m/s), PTFE lasts 1,500–2,500 hours.
Q6: Can I clean PTFE-coated nozzles with caustic solution?
Yes, PTFE is chemically inert and resists caustic, acids, and solvents. However, avoid abrasive brushes or ultrasonic cleaning at high power (>60W/L), which can delaminate the coating. For PTFE-coated nozzles, we recommend hot water soak (85°C, 20 min) + soft nylon brush, or mild ultrasonic (40 kHz, 30W/L).
Q7: What's the best way to store starch nozzles between production runs?
Never let starch dry inside nozzles. After shutdown, immediately flush nozzles with hot water (70–80°C) for 2–3 minutes, then blow dry with compressed air. Store nozzles in sealed plastic bags with desiccant. If starch dries inside, it can harden into cement-like deposits requiring hours of soaking or replacement. For shutdowns >1 week, disassemble and soak nozzles in 1% caustic solution for 30 min, rinse, dry, and store.
Q8: Are ceramic nozzles really worth the 5–10x cost premium?
Depends on your operation. For continuous 24/7 operations or when labor cost for nozzle replacement is high (e.g., difficult manifold access, cleanroom environment), ceramic nozzles pay back in 6–12 months via reduced replacement frequency. For batch operations or when you're already doing frequent cleaning anyway, the payback extends to 18–36 months—harder to justify. Run the TCO calculation in Section 7 with your actual labor rates and downtime costs.
9. Conclusion and Next Steps
Choosing the right anti-sticking nozzle for starch sizing comes down to three levers: internal geometry, material selection, and maintenance strategy. Based on our field data across textile, paper, and corrugated sizing applications:
For most operations (8–12% starch, moderate solids, 2–4 bar pressure):
- Start with polished 316 SS with enlarged orifice (1.5–1.8mm) + PTFE tip coating
- Expect 3–5x longer runtime between cleanings vs standard nozzles
- Payback period: 2–3 months
For high-abrasion environments (>3% mineral fillers, high-velocity spray):
- Upgrade to ceramic or tungsten carbide insert designs
- Accept 3–4x higher initial cost for 8–15x longer wear life
- Payback period: 6–12 months in continuous operations
For air-assisted fine atomization:
- Use external mixing design with large liquid orifice (≥3.0mm) and PTFE-coated air cap
- Plan for cleaning every 8–12 hours regardless of anti-stick features
- Consider automated CIP system if running 24/7
Recommended Action Plan
- Audit current performance: Track your actual cleaning frequency, replacement intervals, and associated labor/downtime costs over 4 weeks
- Run the TCO calculation in Section 7 with your real numbers
- Start with a pilot: Retrofit 2–3 nozzles with anti-stick design in your most problematic zone; measure buildup reduction and spray stability
- Scale up if validated: Full manifold retrofit typically pays back in 2–4 months
- Implement flow monitoring: Automated alerts catch early clogging, reducing scrap by 60–75%
If your starch sizing operation is struggling with frequent clogging, uneven coverage, or high maintenance labor, anti-sticking nozzles deliver measurable ROI—not through marketing promises, but through engineering design that addresses the root cause: starch adhesion at flow transition points and on external surfaces.
Need Help Sizing Your System?
If you'd like application-specific nozzle selection based on your starch viscosity, substrate width, coating weight targets, and production schedule, contact a spray application engineer with your process parameters:
- Starch type and concentration (% solids)
- Operating temperature
- Substrate material and width
- Target coating weight (g/m²)
- Current nozzle configuration and pressure
Most nozzle manufacturers offer free flow modeling and can provide sample nozzles for on-site testing before full commitment.