CIP (Clean-in-Place) Systems in the Food Industry: How to Select Rotating Spray Balls?
Table of Contents
- Table of Contents
- 1. Introduction: Why Spray Ball Selection Directly Impacts Cleaning Efficiency and Compliance
- 2. Key Cleaning Parameters in CIP Systems
- 2.1 Impact Force: The Core Indicator for Removing Stubborn Residues
- 2.2 Coverage: Avoiding Cleaning Blind Spots
- 2.3 Engineering Trade-offs Between Flow Rate and Cleaning Time
- 3. Spray Ball Type Comparison: Static Spray Ball vs Dynamic Rotating Head
- 3.1 Static Spray Ball
- 3.2 Dynamic Rotating Spray Head
- 3.3 Performance Comparison Table
- 4. Material Selection and Service Life Analysis
- 4.1 Ball Body Material: 316L Stainless Steel vs Polymer Materials
- 4.2 Bearing Material: Ceramic vs PEEK vs Silicon Carbide
- 4.3 Service Life Economic Calculation Example
- 5. Selection Decision Matrix for Different Tank Applications
- 5.1 Selection by Tank Size and Residue Type
- 5.2 Special Application Scenario Selection Recommendations
- 6. Common Errors in Installation and Maintenance
- 6.1 Installation Errors
- 6.2 Maintenance Errors
- 6.3 Field Testing to Verify Cleaning Effectiveness
- 7. Frequently Asked Questions
- Q1: Why doesn't the rotating spray head rotate at low flow?
- Q2: What temperature can 316L stainless steel spray balls withstand?
- Q3: How to determine when spray ball needs replacement?
- Q4: Can high-pressure water guns replace CIP spray balls?
- Q5: How to calculate how many spray balls are needed?
- 8. Conclusion and Action Recommendations
- Next Steps
Table of Contents
- Introduction: Why Spray Ball Selection Directly Impacts Cleaning Efficiency and Compliance
- Key Cleaning Parameters in CIP Systems
- Spray Ball Type Comparison: Static Spray Ball vs Dynamic Rotating Head
- Material Selection and Service Life Analysis
- Selection Decision Matrix for Different Tank Applications
- Common Errors in Installation and Maintenance
- Frequently Asked Questions
- Conclusion and Action Recommendations
1. Introduction: Why Spray Ball Selection Directly Impacts Cleaning Efficiency and Compliance
In the food and beverage, dairy, and pharmaceutical industries, the effectiveness of CIP (Clean-in-Place) systems directly relates to product safety, regulatory compliance, and production efficiency. Based on our field application experience, over 40% of CIP cleaning failures stem from incorrect spray ball selection—whether due to insufficient flow causing coverage blind spots, inadequate impact force unable to remove protein or fat residues, or bearing wear leading to rotation failure.
This guide will help process engineers and maintenance managers solve the following problems:
- How to select the appropriate spray ball based on tank size and residue type?
- Under what conditions do static spray balls and dynamic rotating heads each have advantages?
- Which is more economical: 316L stainless steel or PEEK bearings?
- How to verify cleaning coverage through flow testing?
2. Key Cleaning Parameters in CIP Systems
2.1 Impact Force: The Core Indicator for Removing Stubborn Residues
The physical essence of cleaning effectiveness is whether the liquid impact force can break the bond between residues and tank walls. Impact force is determined by both flow rate and spray velocity:
F = ρ × Q × V
Where:
- F = Impact force (N)
- ρ = Liquid density (kg/m³, water approximately 1000)
- Q = Flow rate (m³/s)
- V = Spray velocity (m/s)
For food industry CIP applications, we typically recommend:
- Light residues (e.g., syrup, fruit juice): Impact force ≥ 0.5 N/cm²
- Medium residues (e.g., dairy products, beer): Impact force ≥ 1.0 N/cm²
- Heavy residues (e.g., cheese, chocolate, meat protein): Impact force ≥ 2.0 N/cm²
A common misconception is that increasing pressure exponentially improves cleaning effectiveness. In reality, due to the square root relationship between flow and pressure (Q ∝ √P), increasing pressure from 2 bar to 8 bar only doubles the flow rate while quadrupling energy consumption.
2.2 Coverage: Avoiding Cleaning Blind Spots
For tank cleaning, coverage refers to the percentage of tank wall covered by the spray ball's spray trajectory. Static spray balls rely on multi-hole designs to achieve 360° coverage, but vertical "shadow zones" exist; dynamic rotating heads achieve theoretical coverage rates of 95%+ through mechanical rotation scanning of the entire tank wall.
Key coverage factors:
- Installation height: Spray ball too high above tank bottom results in insufficient bottom impact force
- Spray angle: 60°–80° spray angle suitable for most vertical tanks
- Rotation speed: Too fast leads to insufficient cleaning time per unit area, too slow extends cleaning cycle
2.3 Engineering Trade-offs Between Flow Rate and Cleaning Time
According to FDA and EHEDG (European Hygienic Engineering & Design Group) guidelines, CIP cleaning cycles typically include: pre-rinse (2–5 minutes), caustic wash (10–20 minutes), intermediate rinse (3–5 minutes), acid wash (optional, 5–10 minutes), final rinse (5–10 minutes).
From our field data, increasing flow from 50 L/min to 100 L/min can reduce cleaning time by approximately 30%, but water consumption and heating costs increase by 100%. For high-frequency applications with 3+ daily cleanings, prioritize high-flow rotating heads to reduce downtime; for low-frequency applications with 1 daily cleaning, moderate flow with extended cleaning time is more economical.
3. Spray Ball Type Comparison: Static Spray Ball vs Dynamic Rotating Head
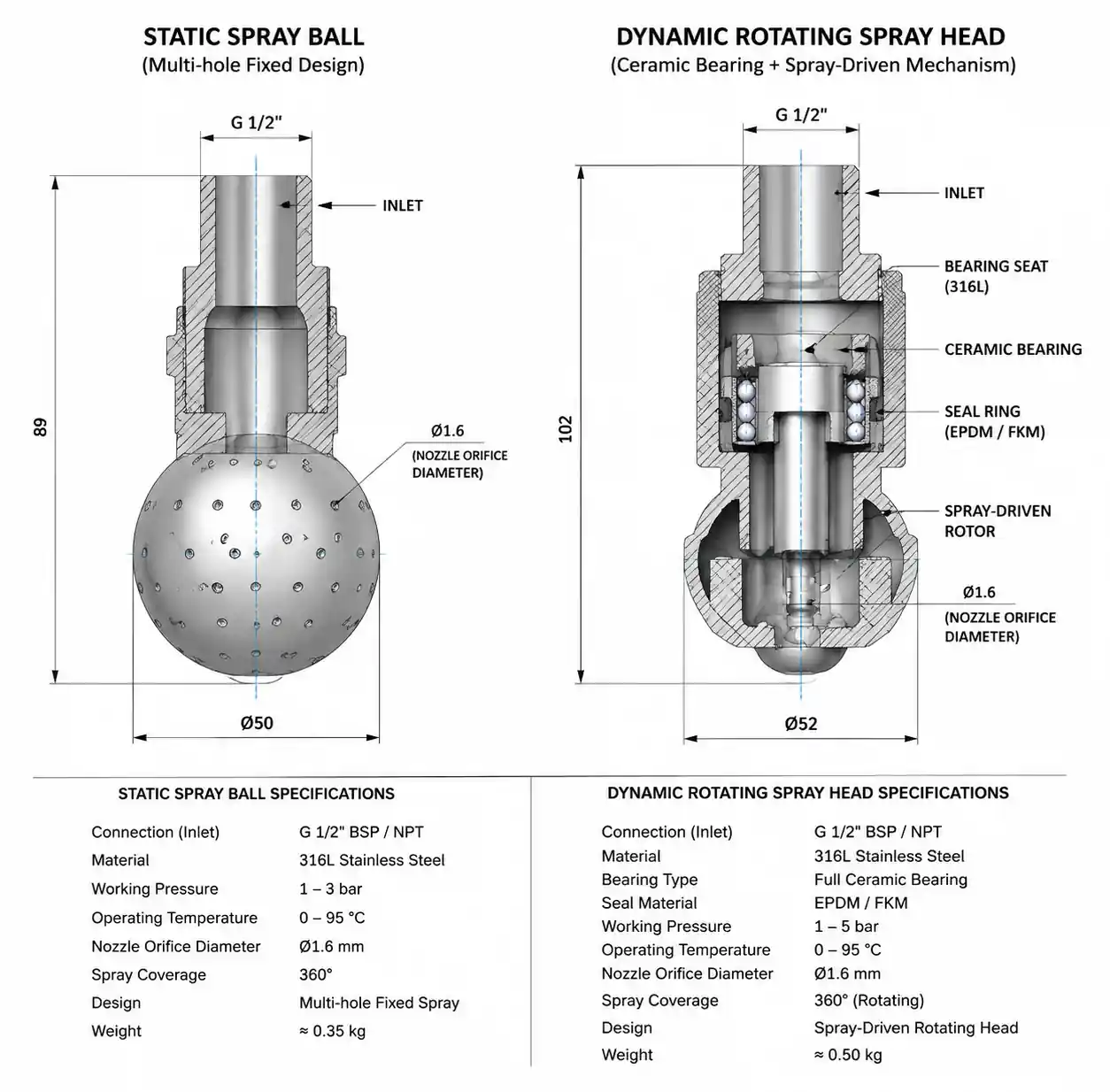
3.1 Static Spray Ball
Static spray balls achieve omnidirectional spraying through multiple fixed orifices with no moving parts and simple structure.
Advantages:
- No mechanical wear, extremely low maintenance costs
- Low clogging risk (large orifice design, typically ≥ 3 mm)
- Suitable for high temperature and pressure environments (can withstand 140°C and 10+ bar)
- Low initial investment cost (approximately 1/3–1/2 of dynamic rotating heads)
Disadvantages:
- Limited coverage (typically 70%–85%), blind spots exist in complex tank structures
- Dispersed impact force, poor effectiveness against stubborn residues
- Requires higher flow to achieve same cleaning effect (typically 30%–50% more)
Suitable Scenarios:
- Tanks with diameter < 2 meters
- Easily dissolved residues (e.g., syrup, brine, light beverages)
- Simple internal tank structure (no agitators, baffles, or other obstacles)
- High-frequency cleaning with minimal residue per cycle
3.2 Dynamic Rotating Spray Head
Dynamic rotating heads utilize spray reaction force or gear drives to achieve 360° rotation, with nozzles scanning tank walls in spiral trajectories.
Advantages:
- High coverage (can reach 95%+), effectively cleans agitators, baffles, and other complex structures
- Concentrated impact force, 2–3 times the unit area impact intensity of static spray balls
- Lower flow requirements (can save 20%–40% water for same cleaning effect)
- Suitable for large tanks (diameter > 3 meters)
Disadvantages:
- Bearing wear issues: particles or hard water accelerate bearing failure
- Higher maintenance costs (regular inspection of rotation mechanism required)
- High initial investment cost
- Minimum flow requirement: cannot start rotation below threshold flow (typically 15–25 L/min)
Suitable Scenarios:
- Large tanks or reactors with diameter > 3 meters
- Stubborn residues (dairy, meat, chocolate, starch)
- Internal tank obstacles such as agitators, jackets, baffles
- Need to comply with strict hygiene standards (e.g., 3-A, EHEDG certification)
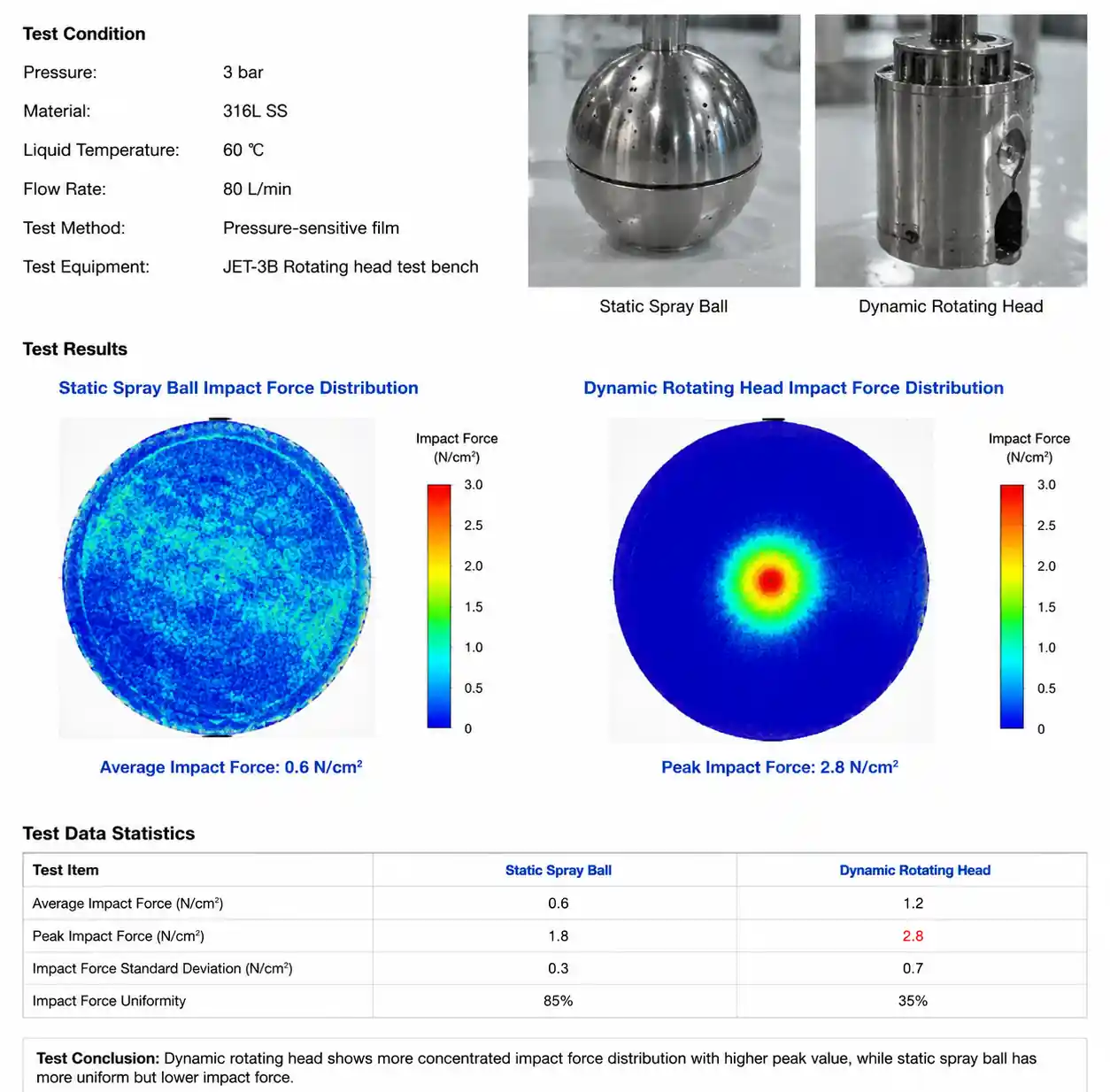
3.3 Performance Comparison Table
| Parameter | Static Spray Ball | Dynamic Rotating Head | Engineering Significance |
|---|---|---|---|
| Coverage | 70%–85% | 95%+ | Rotating heads better for complex internal structures |
| Impact Force (same flow) | 0.5–1.0 N/cm² | 1.5–3.0 N/cm² | Rotating heads significantly better for protein and fat residues |
| Recommended Flow | 60–150 L/min | 40–100 L/min | Rotating heads save 20%–40% water |
| Startup Pressure | 1.5 bar | 2.5–3.5 bar | Rotating heads need higher pressure to drive rotation |
| Maintenance Cycle | 6–12 months check orifice wear | 3–6 months check bearings | Rotating heads require more frequent maintenance |
| Service Life (food-grade water) | 5–8 years | 3–5 years (bearing material dependent) | Static balls have longer lifespan |
| Initial Cost (relative) | 1x | 2.5–3.5x | Rotating head ROI requires evaluation through water savings and reduced cleaning time |
Table Interpretation: This table helps engineers quickly screen spray ball types. For tanks <2 meters diameter with light residues, static spray balls offer clear advantages in low maintenance costs and long lifespan; for large fermentation or mixing tanks >3 meters diameter with 2+ daily cleanings, dynamic rotating heads, despite high initial investment, typically recover costs within 18–24 months through reduced cleaning cycles (saving downtime) and lower flow (saving water and heating costs).
4. Material Selection and Service Life Analysis
4.1 Ball Body Material: 316L Stainless Steel vs Polymer Materials
316L Stainless Steel (AISI 316L):
- Excellent corrosion resistance, can withstand pH 2–12 cleaning agents
- High temperature resistant (can withstand 140°C SIP sterilization)
- Surface roughness Ra ≤ 0.8 μm, complies with 3-A sanitary standards
- Suitable for all food and pharmaceutical applications
PEEK (Polyetheretherketone) or PPS (Polyphenylene Sulfide):
- Lightweight, reduces rotational inertia
- Chemical corrosion resistance superior to 316L (can withstand strong alkali and chlorides)
- Slightly lower temperature resistance (typically ≤ 120°C)
- Cost approximately 50%–80% higher than 316L
- Suitable for extreme corrosive environments (e.g., high-concentration chlorine-alkali cleaning)
From our field data, under standard CIP conditions (1%–2% NaOH, 55–65°C), 316L stainless steel ball body lifespan typically exceeds 5 years; in pharmaceutical applications with frequent high-temperature SIP (121°C steam sterilization), PEEK material is more suitable to avoid thermal stress cracking.
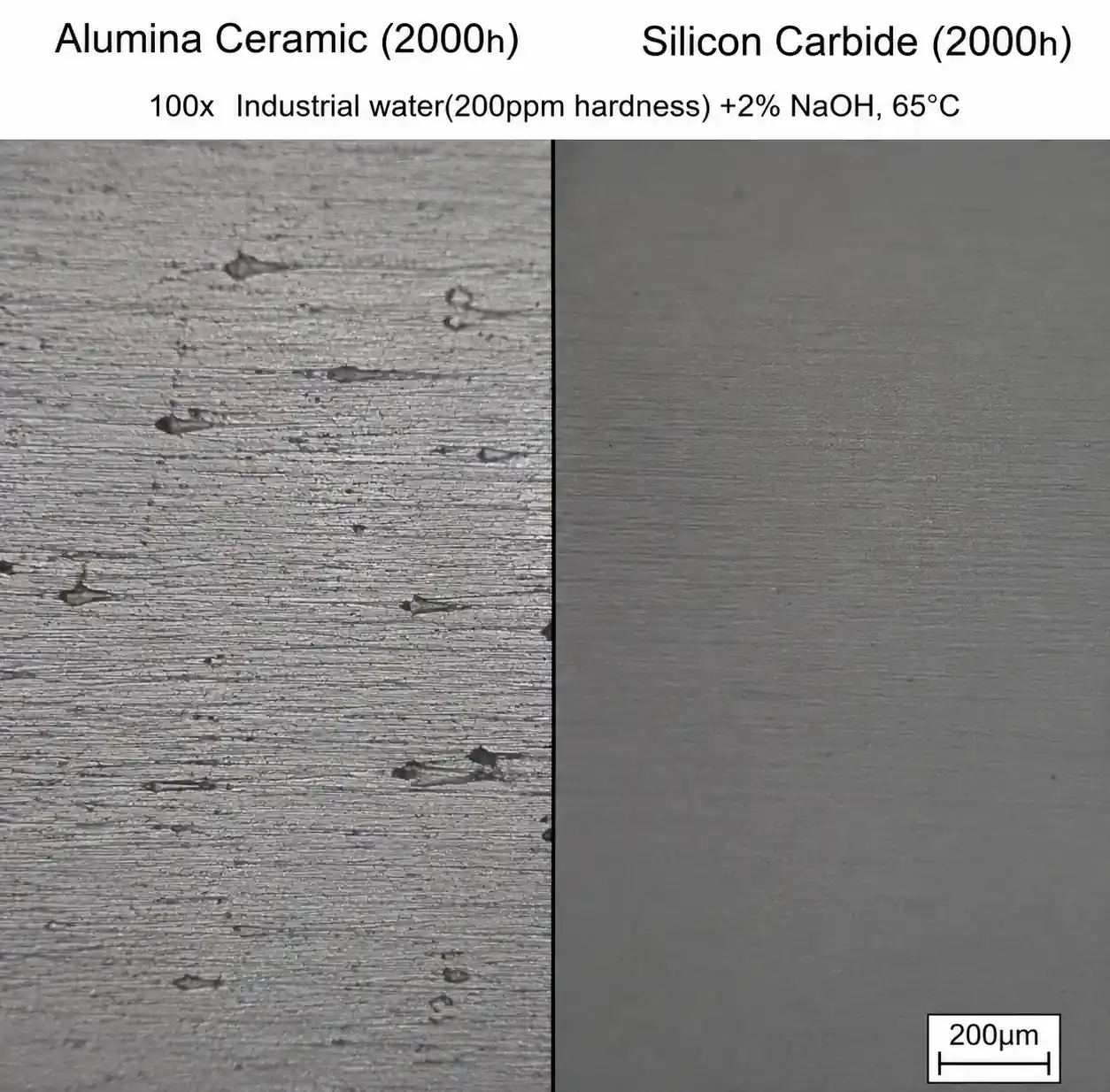
4.2 Bearing Material: Ceramic vs PEEK vs Silicon Carbide
The core lifespan bottleneck of rotating spray heads is the bearing. We compared the field performance of three mainstream bearing materials:
| Bearing Material | Hardness (HV) | Relative Lifespan | Cost Multiple | Suitable Water Quality | Typical Failure Mode |
|---|---|---|---|---|---|
| Alumina Ceramic (Al₂O₃) | 1200–1500 | 1x (baseline) | 1x | Softened water | Particle scratching, cracking |
| PEEK Plastic | 30–40 | 0.6–0.8x | 0.7x | Softened water | Wear, high-temperature deformation |
| Silicon Carbide (SiC) | 2400–2800 | 3–5x | 3–4x | Hard water, suspended solids | Brittle fracture (impact load) |
| 316L Stainless Steel | 150–200 | 0.3–0.5x | 0.5x | Not recommended (rapid wear) | Pitting, wear |
Table Interpretation: This table is the core decision tool for bearing material selection. The key is the ratio of "relative lifespan" to "cost multiple":
- Alumina ceramic is the cost-performance baseline, suitable for 90% of standard food CIP applications (softened water, TDS < 200 ppm)
- Silicon carbide, although 3–4 times more expensive than ceramic, has 3–5 times the lifespan in hard water or suspended solid environments, with equal or lower total cost of ownership (TCO) and reduced replacement downtime
- PEEK is low cost but short-lived, only suitable for low-frequency cleaning (< 2 times daily) with budget constraints
- 316L stainless steel bearings, although cheap, wear extremely fast in CIP chemical environments, typically requiring replacement in 6–12 months—not recommended
4.3 Service Life Economic Calculation Example
Assume a dairy plant's 5000-liter mixing tank, cleaned 3 times daily, using dynamic rotating heads:
Option A: Alumina Ceramic Bearing
- Initial cost: €800
- Expected lifespan: 18 months
- Labor cost per replacement: €150
- 3-year total cost: €800 + 2×(€800 + €150) = €2700
Option B: Silicon Carbide Bearing
- Initial cost: €2400
- Expected lifespan: 60 months
- Labor cost per replacement: €150
- 3-year total cost: €2400 (no replacement needed)
Conclusion: For high-frequency cleaning applications, silicon carbide bearings, despite 3x higher initial investment, have 11% lower 3-year TCO and reduce 2 planned shutdowns.
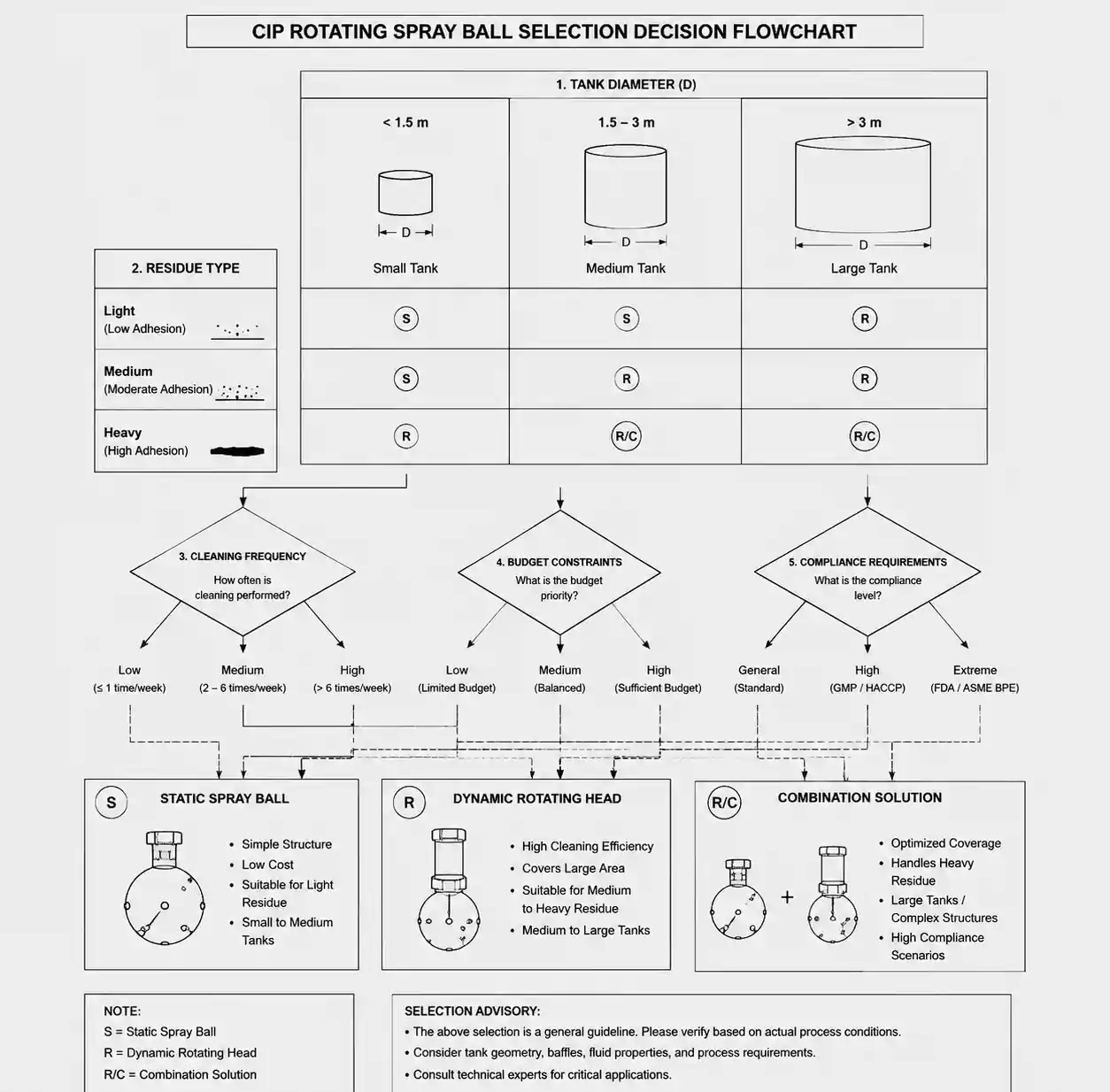
5. Selection Decision Matrix for Different Tank Applications
5.1 Selection by Tank Size and Residue Type
| Tank Diameter | Residue Type | Recommended Spray Ball Type | Recommended Flow | Recommended Pressure | Bearing Material (if applicable) |
|---|---|---|---|---|---|
| < 1.5m | Light (juice, syrup) | Static spray ball | 40–60 L/min | 2–3 bar | N/A |
| < 1.5m | Medium (beer, dairy beverages) | Static spray ball | 60–80 L/min | 3–4 bar | N/A |
| 1.5–3m | Light | Static spray ball or low-flow rotating head | 60–100 L/min | 2.5–3.5 bar | Alumina ceramic |
| 1.5–3m | Medium | Dynamic rotating head | 80–120 L/min | 3–4.5 bar | Alumina ceramic |
| 1.5–3m | Heavy (cheese, chocolate) | Dynamic rotating head | 100–150 L/min | 4–5 bar | Silicon carbide |
| > 3m | Any residue | Dynamic rotating head (multi-head configuration) | 150–250 L/min | 4–6 bar | Silicon carbide |
| Extra-large tank > 10m | Any residue | Fixed rotating spray gun + top rotating head combination | 300+ L/min | 5–8 bar | Silicon carbide |
Decision Logic:
- Diameter < 1.5m with light-medium residues: Static spray ball is most economical choice, unless tank has complex agitation structure
- Diameter 1.5–3m: This is the "gray zone," requiring comprehensive evaluation of cleaning frequency and residue stubbornness—if ≥3 daily cleanings with high protein/fat residue, rotating heads quickly pay back through reduced cleaning time
- Diameter > 3m: Static spray ball coverage and impact force insufficient, must use rotating heads; for tanks >8 meters diameter, single rotating head flow requirements too high (>300 L/min), should adopt 2–4 parallel rotating heads or combine with fixed rotating spray guns
5.2 Special Application Scenario Selection Recommendations
Fermentation Tanks (beer, wine, biopharmaceuticals):
- Prioritize dynamic rotating heads (conical bottom and cooling jackets create blind spots)
- Bearing material: Silicon carbide (frequent acid-alkali alternating cleaning)
- Combine with tank bottom fixed nozzles for conical area cleaning
Dairy Storage Tanks (milk, yogurt, cheese slurry):
- Dynamic rotating heads mandatory (proteins and fats require high impact force)
- Recommended dual-head configuration: top rotating head + sidewall static spray ball (strengthen jacket cleaning)
- Temperature control: Caustic wash temperature 65–75°C to avoid protein denaturation solidification
Chocolate or High-Viscosity Product Tanks:
- Dynamic rotating head + pre-dissolution procedure (first use 50–60°C hot water to soften)
- Flow requirement increases 30%–50%
- Consider manual brushing assistance (ultra-high viscosity residues)
Pharmaceutical Sterile Tanks (WFI cleaning):
- Must comply with 3-A/EHEDG certified rotating heads
- Prioritize PEEK or 316L electropolished ball body (surface roughness Ra ≤ 0.4 μm)
- Support SIP sterilization (121°C, 30 minutes)
6. Common Errors in Installation and Maintenance
6.1 Installation Errors
Error 1: Installation height too high causing insufficient bottom impact force
Phenomenon: Upper and middle tank walls clean, but residue remains at bottom and conical area.
Root cause: Spray ball too far from bottom, liquid velocity has decayed upon reaching bottom. According to Bernoulli equation, impact force decreases approximately 15%–25% for every 1 meter increase in spray distance.
Corrective measures:
- For vertical tanks, spray ball installation height should satisfy: H ≤ 0.7 × D (D is tank diameter)
- For conical bottom tanks, add auxiliary sidewall or bottom nozzles
- Verify actual coverage using flow and pressure testing (Section 6.3 below)
Error 2: Undersized piping causing pressure loss
Phenomenon: Pump outlet pressure 4 bar, but spray ball inlet pressure only 2.5 bar, rotating head insufficient speed or cannot start.
Root cause: Pipe inner diameter too small or pipe too long causing excessive friction resistance. Pressure loss calculation (Darcy-Weisbach formula):
ΔP = f × (L/D) × (ρV²/2)
Where f is friction coefficient, L is pipe length, D is pipe diameter.
Corrective measures:
- For flow 100 L/min, pipe inner diameter should be ≥ DN40 (1.5 inches)
- For flow 200 L/min, pipe inner diameter should be ≥ DN50 (2 inches)
- Pipeline design should minimize elbows and valves (each 90° elbow equivalent to approximately 30 pipe diameters of straight pipe)
Error 3: Improper thread sealing causing leakage or bearing water ingress
Phenomenon: Spray ball connection drips, or bearing fails within weeks.
Root cause: Food-grade sealant not used, or over-tightening causing thread damage.
Corrective measures:
- Use FDA-certified food-grade sealant (such as PTFE tape or silicone gaskets)
- Follow manufacturer recommended torque (typically 15–25 N·m)
- Regularly check gasket aging (rubber gaskets replaced every 12–18 months)
6.2 Maintenance Errors
Error 4: Not regularly monitoring rotation speed leading to cleaning failure
Phenomenon: Cleaning program runs normally, but cleaning effectiveness gradually declines.
Root cause: Bearing wear causes rotation speed to decrease 30%–50%, but flow and pressure gauges show normal.
Corrective measures:
- Establish rotation speed baseline data (record RPM at new ball installation)
- Quarterly visual inspection of rotation or use strobe to measure RPM
- When rotation speed drops below 70% of baseline, plan bearing replacement
Error 5: Using hard water or unfiltered water accelerating bearing failure
Phenomenon: Bearing lifespan only 1/3–1/2 of expected.
Root cause: Calcium and magnesium ions in hard water deposit on bearing surfaces, increasing friction; suspended particles form "three-body wear."
Corrective measures:
- CIP supply water total hardness should be < 100 ppm (as CaCO₃)
- Install 5–10 μm filter on CIP supply line
- Consider softened water or RO water (pharmaceutical-grade applications)
6.3 Field Testing to Verify Cleaning Effectiveness
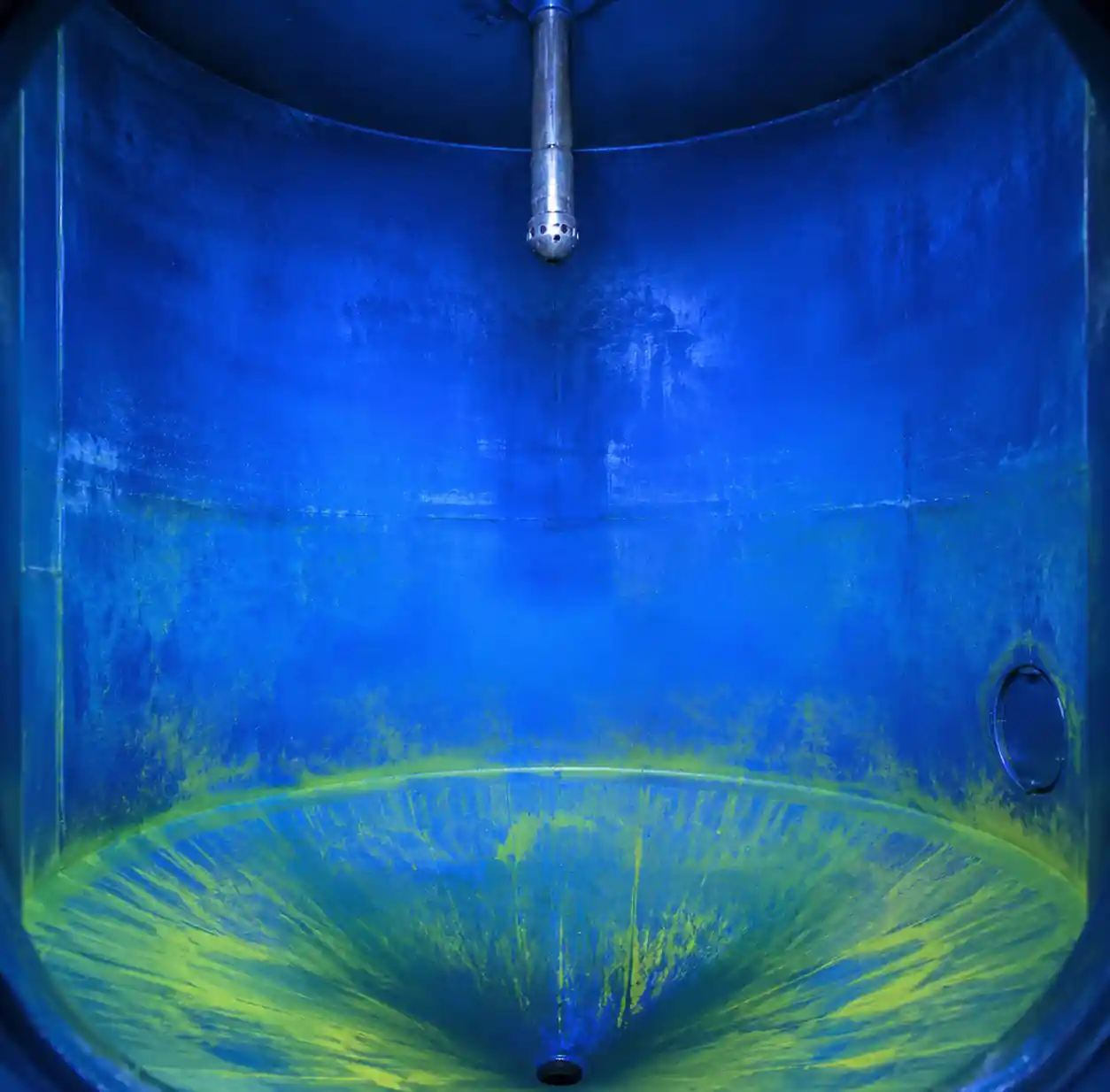
Method 1: Riboflavin (Vitamin B2) Tracer Test
Steps:
- Spray riboflavin solution (100 ppm) inside tank
- Run standard CIP program
- Use UV light (365 nm) to inspect tank walls—riboflavin residue emits yellow-green fluorescence
- Coverage = (non-fluorescent area / total area) × 100%
Target: Coverage ≥ 95% is acceptable.
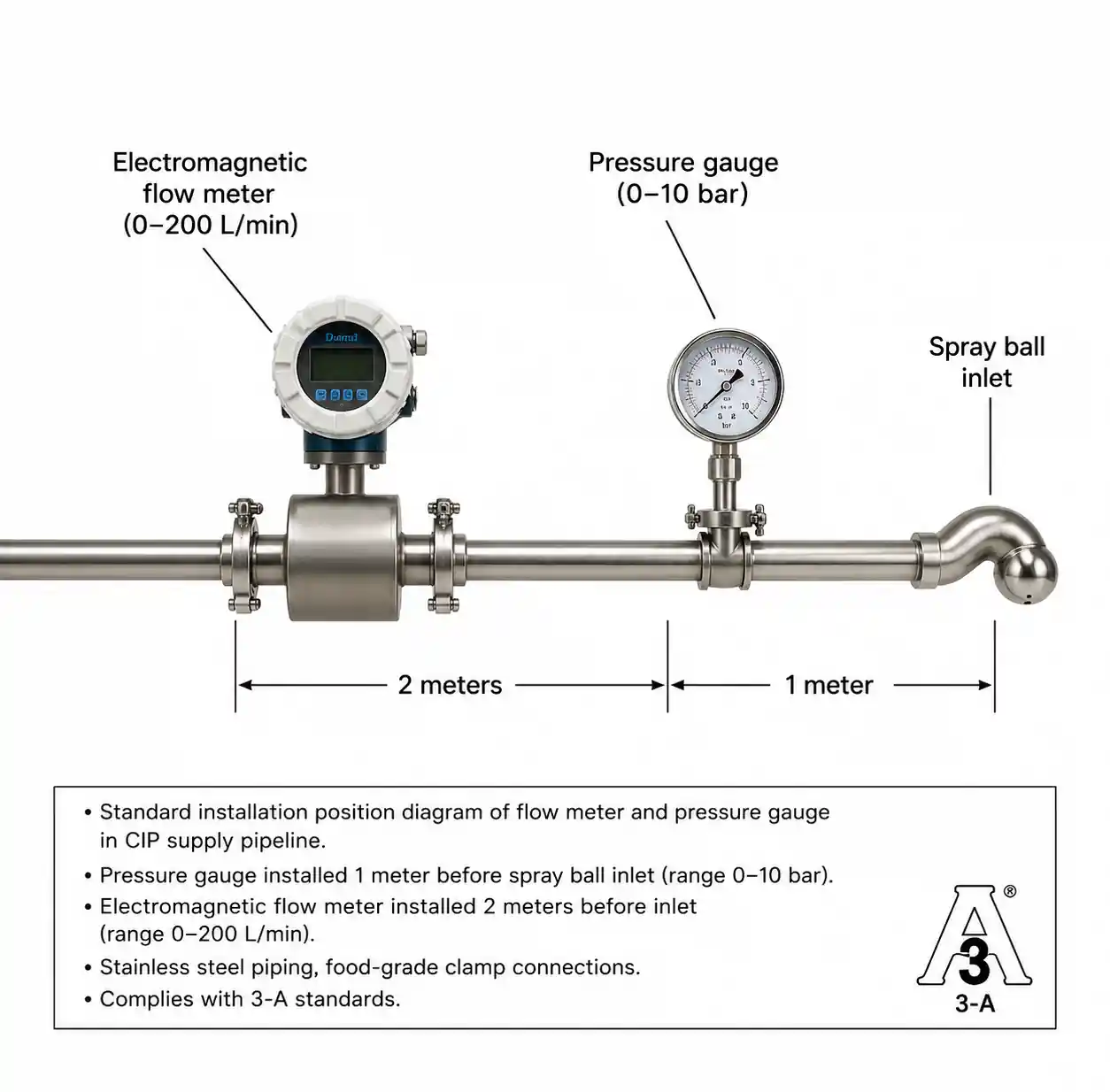
Method 2: Flow Rate and Rotation Speed Verification
Install flow meter and pressure gauge at spray ball inlet, record:
- Does actual flow meet design value ± 10%?
- Does actual pressure meet design value ± 15%?
- Is rotating head RPM ≥ 3 RPM (model dependent)?
If deviations exist, check for pipe blockage, pump wear, valve settings.
7. Frequently Asked Questions
Q1: Why doesn't the rotating spray head rotate at low flow?
Rotating heads rely on spray reaction force for drive, requiring minimum flow threshold (typically 15–25 L/min) to overcome bearing friction torque. If CIP system flow is adjustable, ensure:
- Startup phase rapidly increases pressure to minimum startup pressure (typically 2.5–3 bar)
- Avoid gradual slow pressure increase (causes bearing "false start" wear)
- Check for partial pipe blockage
Q2: What temperature can 316L stainless steel spray balls withstand?
316L material itself can withstand at least 300°C, but gasket and bearing materials are limiting factors:
- EPDM rubber gasket: Maximum 120°C (suitable for CIP)
- PTFE gasket: Maximum 200°C (suitable for SIP steam sterilization)
- PEEK bearing: Maximum 120°C continuous use
- Ceramic bearing: Can withstand 140°C+
For frequent SIP pharmaceutical applications, select all-metal or ceramic bearing + PTFE seal solution.
Q3: How to determine when spray ball needs replacement?
Key failure indicators:
- Rotating head no longer rotates or rotation speed significantly reduced (< 2 RPM)
- Orifice wear causing flow increase >20% (verify with flow meter)
- Leakage: Persistent dripping at connection or bearing seal
- Cleaning effectiveness decline: ATP testing or microbiological testing fails
Preventive replacement recommendations:
- Static spray ball: Check orifice wear every 3–5 years
- Rotating head ceramic bearing: Every 18–24 months
- Rotating head silicon carbide bearing: Every 4–5 years
Q4: Can high-pressure water guns replace CIP spray balls?
High-pressure water guns (>100 bar), although having strong impact force, have the following problems:
- Require manual operation, high labor intensity and does not meet automation requirements
- Cannot enter enclosed tanks or hazardous areas
- Poor cleaning consistency (depends on operator skill)
- Does not comply with FDA/EHEDG requirements for CIP automation
High-pressure water guns only suitable as CIP supplement for cleaning disassembled components like agitator blades, valves.
Q5: How to calculate how many spray balls are needed?
For large tanks with diameter >5 meters, single spray ball coverage is limited. Calculation formula:
N = (π × D × H) / A_effective
Where:
- N = Number of spray balls
- D = Tank diameter (m)
- H = Tank height (m)
- A_effective = Single spray ball effective coverage area (m², model dependent, typically 15–30 m²)
Example: Vertical tank with 8 meters diameter and 10 meters height, surface area ≈ 251 m², if single ball covers 20 m², approximately 13 spray balls needed. Actual applications typically use combination of top 2–3 rotating heads + sidewall multiple static spray balls.
8. Conclusion and Action Recommendations
Rotating spray ball selection is a critical component of CIP system optimization, directly impacting cleaning efficiency, compliance, and operating costs. From this guide, process engineers and maintenance managers should master the following core points:
-
Selection Decision Tree: Tank diameter <2m with light residues → static spray ball; diameter >3m or heavy residues → dynamic rotating head; diameter 1.5–3m "gray zone" requires comprehensive evaluation of cleaning frequency and TCO.
-
Bearing material is lifespan key: Standard applications select alumina ceramic (optimal cost-performance), hard water or high-frequency cleaning select silicon carbide (lower TCO), avoid using 316L stainless steel bearings.
-
Installation and maintenance cannot be overlooked: Installation height H ≤ 0.7D, pipe inner diameter matches flow requirements (100 L/min use DN40, 200 L/min use DN50), quarterly monitoring of rotation speed and flow.
-
Verify cleaning effectiveness: Use riboflavin UV testing to verify coverage ≥95%, ATP testing to verify microbial residue <10 RLU.
Next Steps
If you are evaluating or upgrading CIP systems, recommend:
- Audit existing spray ball configuration: Measure whether actual flow, pressure and rotation speed meet design values
- Evaluate TCO: For high-frequency cleaning applications, calculate ROI from rotating head water savings and reduced downtime
- Request application engineering support: Provide tank size, residue type, cleaning frequency for customized selection and flow calculation
- Apply for cleaning effectiveness testing: Conduct riboflavin tracing or ATP verification on critical tanks