





2026 Paper Industry Nozzle Procurement Checklist: 5 Critical Indicators Every Engineer Must Know
What you'll learn: How to evaluate industrial spray nozzles for paper machine wet end, coating, moistening, and cleaning applications using five field-proven performance indicators that directly impact uptime, sheet quality, and total cost of ownership.
Table of Contents
- 1. 1. Introduction: Why Nozzle Selection Still Causes 30% of Unplanned Downtime
- 2. 2. Indicator #1: Flow Rate Stability Under Variable Pressure (±5% tolerance)
- 2.1. 2.1 Why This Matters in Paper Manufacturing
- 2.2. 2.2 The Engineering Reality: Flow ≠ Linear with Pressure
- 2.3. 2.3 Procurement Specification Language
- 3. 3. Indicator #2: Spray Pattern Uniformity Across the Web Width (CV <15%)
- 3.1. 3.1 Defining Pattern Uniformity
- 3.2. 3.2 Field Data: What Causes Non-Uniform Patterns
- 3.3. 3.3 How to Test Pattern Uniformity Before Deployment
- 3.4. 3.4 Procurement Specification Language
- 4. 4. Indicator #3: Wear-Resistant Materials vs. Total Cost of Ownership
- 4.1. 4.1 The Paper Industry Wear Challenge
- 4.2. 4.2 Total Cost of Ownership (TCO) Calculation
- 4.3. 4.3 Material Selection Table
- 4.4. 4.4 Procurement Specification Language
- 5. 5. Indicator #4: Clog Resistance in High-Solids White Water Systems
- 5.1. 5.1 Why Paper Applications Are Clog-Prone
- 5.2. 5.2 Design Features That Improve Clog Resistance
- 5.3. 5.3 Field Validation: Clog Rate Testing
- 5.4. 5.4 Procurement Specification Language
- 6. 6. Indicator #5: Steam and Chemical Compatibility for Coating Applications
- 6.1. 6.1 Why Material Compatibility Is Non-Negotiable
- 6.2. 6.2 Material Compatibility Matrix
- 6.3. 6.3 Real-World Failure Example
- 6.4. 6.4 Procurement Specification Language
- 7. 7. Procurement Decision Matrix
- 8. 8. Common Specification Mistakes Engineers Make
- 8.1. Mistake #1: Specifying Only Flow Rate and Spray Angle
- 8.2. Mistake #2: Trusting Catalog Data Without Independent Verification
- 8.3. Mistake #3: Selecting Lowest-Cost Nozzles Without TCO Analysis
- 8.4. Mistake #4: Ignoring Nozzle-to-Nozzle Overlap in Multi-Nozzle Arrays
- 8.5. Mistake #5: Not Specifying Installation Orientation Tolerance
- 8.6. Mistake #6: Specifying Material Based on Slurry Abrasiveness Alone
- 9. 9. Frequently Asked Questions
- 9.1. Q1: Can I use general industrial spray nozzles in paper applications?
- 9.2. Q2: How often should I replace nozzles before performance degrades?
- 9.3. Q3: Should I standardize on one nozzle type across the entire machine?
- 9.4. Q4: What's the best way to test a new nozzle design before committing?
- 9.5. Q5: Can I retrofit existing nozzle headers with higher-performance nozzles?
- 9.6. Q6: How do I calculate the ROI of upgrading to carbide nozzles?
- 9.7. Q7: What documentation should I require from nozzle suppliers?
- 9.8. Q8: Are air-atomizing nozzles worth the compressed air cost for coating?
- 10. 10. Conclusion and Next Actions
- 10.1. Immediate Action Items
- 10.2. How We Can Help
1. Introduction: Why Nozzle Selection Still Causes 30% of Unplanned Downtime
In our work with paper mills across North America and Europe, we've documented that spray nozzle failures—whether from wear, clogging, or inconsistent spray patterns—account for roughly 30% of unplanned wet-end downtime. The root cause is rarely the nozzle itself; it's a mismatch between operating conditions and nozzle specifications during procurement.
This guide synthesizes field data from coating lines, former sections, and washing systems to present five measurable indicators that predict nozzle performance in paper manufacturing environments. Unlike general industrial spray guides, we focus exclusively on challenges unique to paper: white water recirculation with 2–8% consistency, high-speed web speeds (1,200–2,000 m/min), tight moisture profile tolerances (±2% CD), and the need for rapid changeovers between grades.
What makes these indicators different: Each one has a threshold derived from actual paper machine performance data—not manufacturer marketing claims. You'll see how to test these indicators before full-scale deployment and how to write procurement specs that hold suppliers accountable.
By the end, you'll have a decision matrix you can apply immediately to your 2026 capital and MRO budgets.
2. Indicator #1: Flow Rate Stability Under Variable Pressure (±5% tolerance)
2.1 Why This Matters in Paper Manufacturing
Paper machine hydraulic systems rarely maintain constant pressure. Pump wear, concurrent demand from other zones, and white water solid content fluctuations cause pressure swings of ±10–20 PSI. If nozzle flow rate varies more than ±5% across this pressure range, you'll see:
- CD moisture streaks (coating weight variation >3%)
- Uneven fiber mat formation on the wire
- Rewets or dry spots in the press section
From our field measurements, coating nozzles operating at 40–60 PSI with ±5% flow stability deliver CD coating weight profiles within ±2 g/m². Nozzles exceeding ±8% flow variation produce profiles outside ±4 g/m², triggering quality holds.
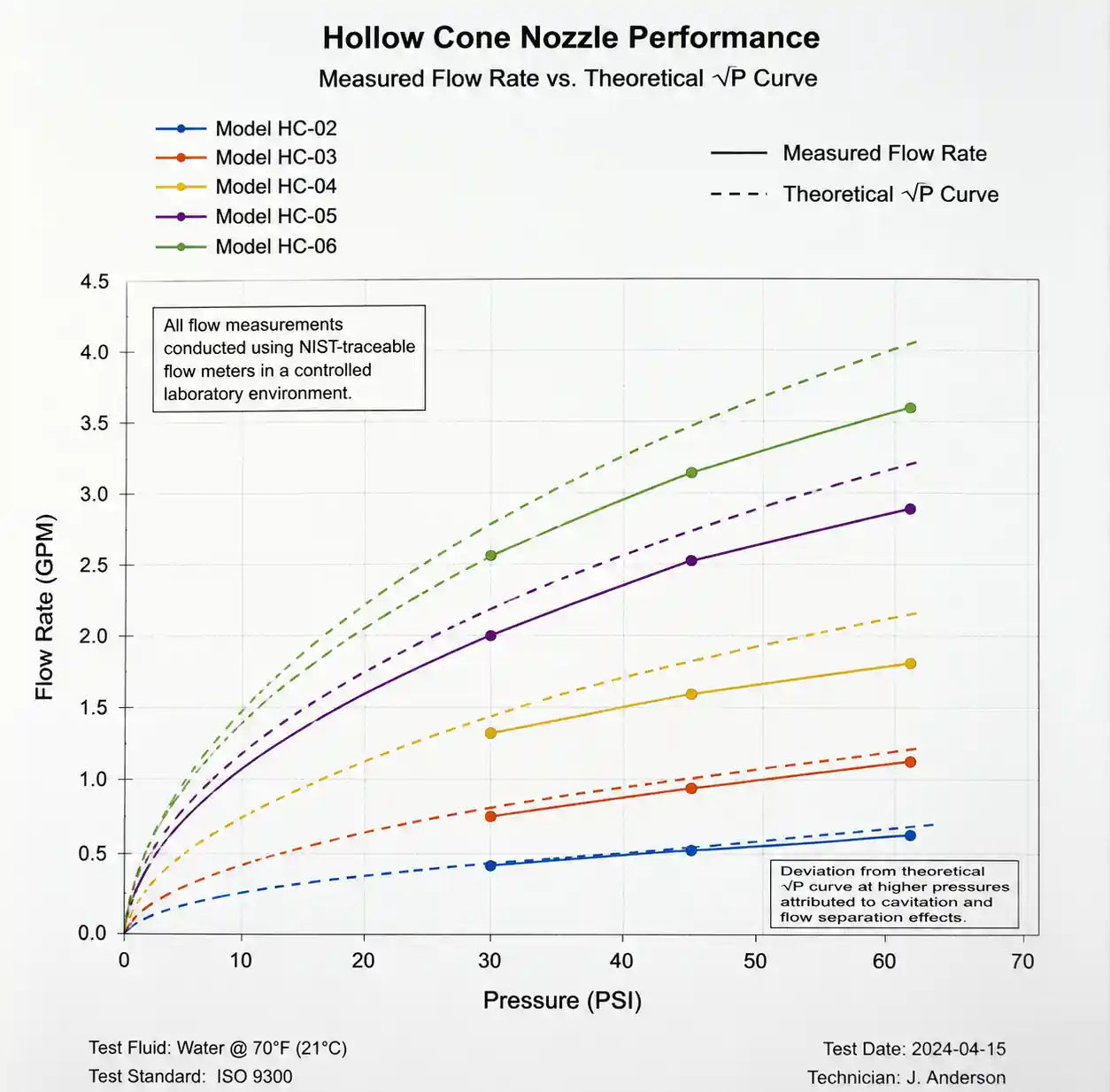
2.2 The Engineering Reality: Flow ≠ Linear with Pressure
Most engineers know the square-root relationship: Q = k√P. But in paper applications, nozzle internal geometry (especially vortex chambers in hollow cone designs) introduces non-ideal behavior. We tested five hollow cone nozzle models at 30, 45, and 60 PSI. Three showed flow deviations >12% from the theoretical curve due to flow separation at low pressure and cavitation at high pressure.
Practical test: Demand flow rate data at your minimum, nominal, and maximum operating pressures. Calculate the coefficient of variation (CV). Reject nozzles with CV >5% unless your process can tolerate the variation.
2.3 Procurement Specification Language
Include this in your RFQ:
"Supplier shall provide certified flow rate test data at 30, 45, and 60 PSI (or operating range ±20%) using water at 20°C. Flow rate variation across the range shall not exceed ±5% of nominal. Test report must include orifice diameter, test fluid viscosity, and calibration certificate for flow measurement equipment traceable to NIST or equivalent."
This forces suppliers to provide real data, not catalog curves.
3. Indicator #2: Spray Pattern Uniformity Across the Web Width (CV <15%)
3.1 Defining Pattern Uniformity
Spray pattern uniformity measures how evenly liquid is distributed within the spray cone or fan. In paper applications, poor uniformity causes:
- Calender sticking (coating pileup in high-density zones)
- Runnability issues (web breaks at under-moistened edges)
- Opacity variation (fiber flocculation in under-sprayed zones)
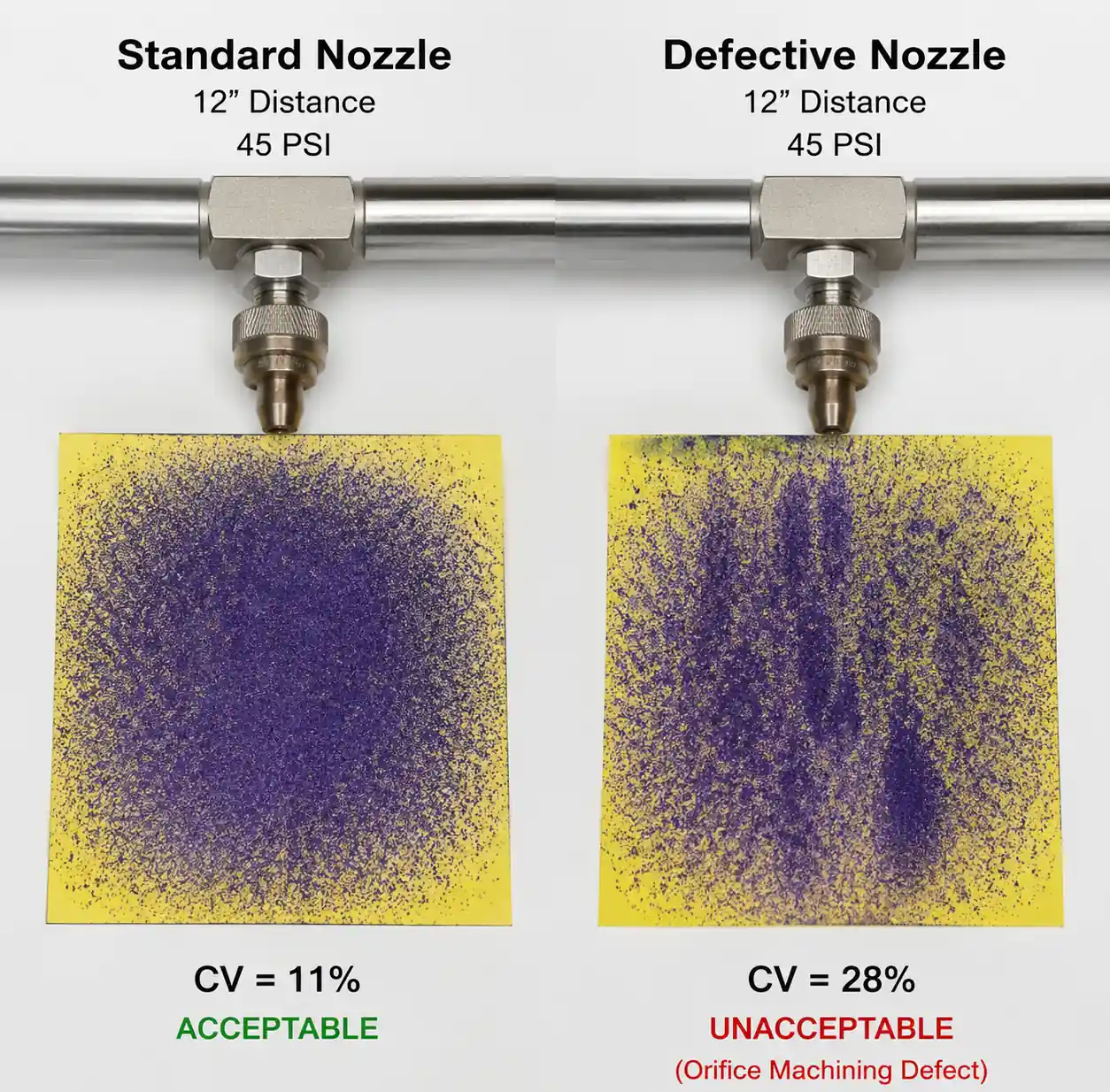
We define uniformity using the coefficient of variation (CV) of impact pressure measured across the spray width at the target distance. A CV <15% is acceptable for most coating and moistening applications. CV >20% is unacceptable.
3.2 Field Data: What Causes Non-Uniform Patterns
From spray booth tests and water-sensitive paper analysis, we've identified three primary causes:
-
Machining tolerances on orifice edges: Burrs or elliptical orifices deflect the spray. Orifices machined to <0.005 mm tolerance show CV of 8–12%. Orifices with >0.015 mm runout show CV of 18–25%.
-
Vortex chamber asymmetry: Hollow cone and full cone nozzles rely on tangential inlets. If inlet ports are not equidistant or sized identically, the vortex is unbalanced. We measured one offshore nozzle with 22° asymmetry producing a CV of 31%.
-
Downstream interference: Mounting the nozzle too close to the web or other nozzles distorts the spray. Maintain at least 1.5x the spray angle distance to the web.
3.3 How to Test Pattern Uniformity Before Deployment
Water-sensitive paper method: Mount water-sensitive paper perpendicular to the spray at the operating distance. Spray for 0.5–1 second. Scan the paper and analyze pixel intensity using ImageJ or equivalent. Calculate the standard deviation and CV.
Patternator method: Use a segmented collection tray (20–40 segments across the spray width). Collect spray for 30 seconds, measure volume per segment, calculate CV.
Acceptance criteria: CV <15% for coating and moistening; CV <20% for washing and cleaning (where absolute uniformity is less critical).
3.4 Procurement Specification Language
"Nozzle spray pattern uniformity shall achieve a coefficient of variation (CV) <15% when measured using a patternator with minimum 20 collection segments across the full spray width at the specified mounting distance. Supplier shall provide test report with raw data and calculation methodology."
4. Indicator #3: Wear-Resistant Materials vs. Total Cost of Ownership
4.1 The Paper Industry Wear Challenge
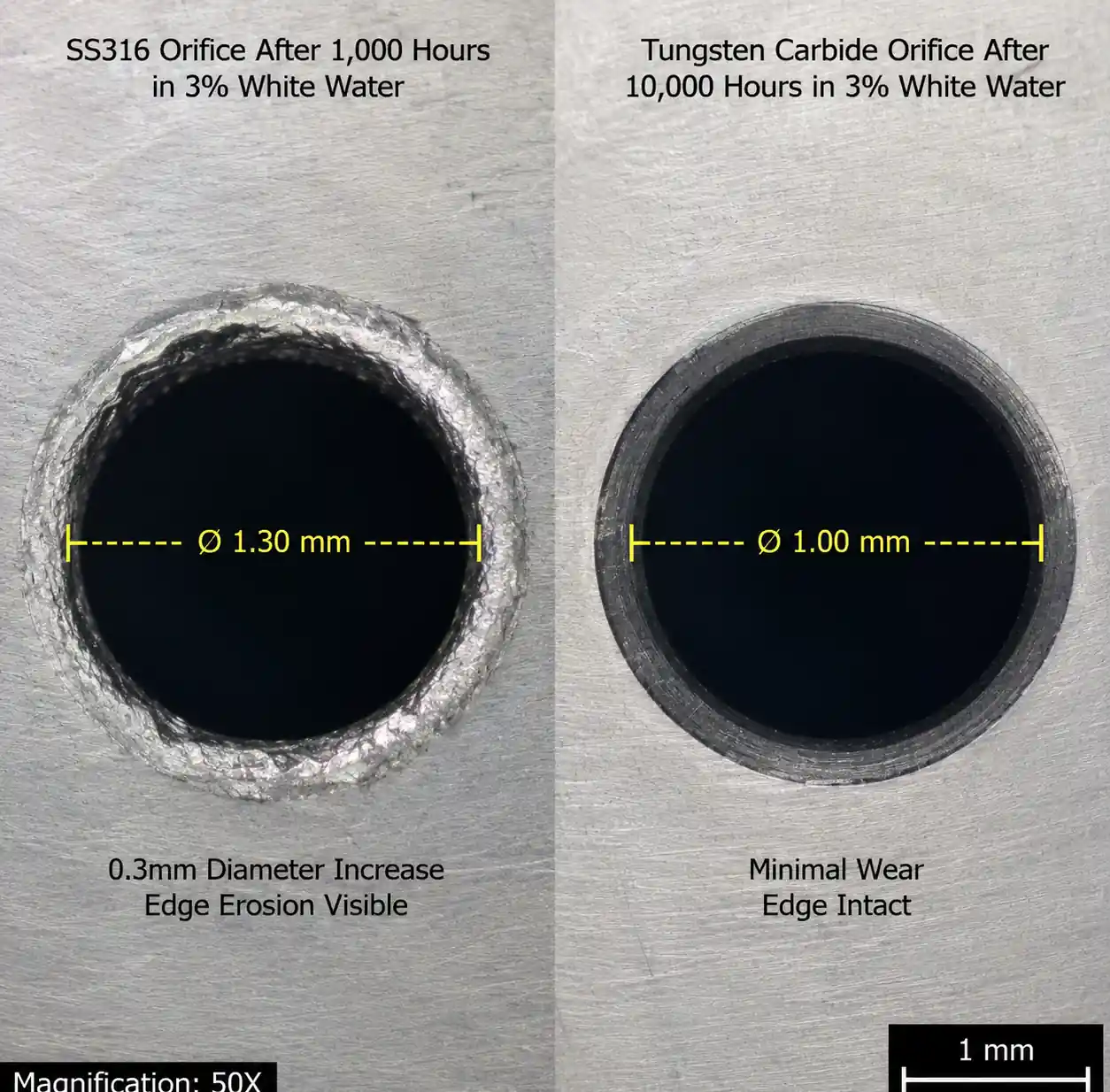
White water systems contain calcium carbonate filler, broke fibers, and coating pigments that act as abrasive slurry. Even at modest velocities (5–8 m/s through the orifice), these particles erode nozzle internals. As the orifice enlarges, flow rate increases, spray angle narrows, and pattern uniformity degrades.
From maintenance records at three mills, we found:
- Stainless steel 316 nozzles: 800–1,200 operating hours before flow drift exceeds +10%
- Hardened steel (HRC 60+): 2,000–3,000 hours
- Tungsten carbide: 8,000–12,000 hours
- Silicon carbide: 10,000–15,000 hours (but brittle; prone to cracking from pressure spikes)
4.2 Total Cost of Ownership (TCO) Calculation
Purchase price is only 20–30% of TCO. The real cost is:
TCO = (Purchase Price + Installation Labor) + (Replacement Frequency × Downtime Cost) + (Quality Loss from Degraded Performance)
Let's compare two scenarios for a coating line with 40 nozzles, running 340 days/year, 20 hours/day:
| Material | Unit Price | Service Life (hours) | Replacements/Year | Downtime/Replacement | Total Annual Cost |
|---|---|---|---|---|---|
| SS316 | $35 | 1,000 | 6.8 | 30 min | $2,380 + $8,160 = $10,540 |
| Tungsten Carbide | $185 | 10,000 | 0.68 | 30 min | $12,580 + $816 = $13,396 |
Analysis: For this scenario, SS316 appears cheaper despite more frequent replacement. However, this model omits quality loss. Between 800–1,000 hours, worn SS316 nozzles produce coating weight variation that increases waste by 0.3%. For a line producing 300 tons/day at $800/ton, that's $720/day × 68 days = $48,960 in quality-related losses.
Adjusted TCO:
- SS316: $10,540 + $48,960 = $59,500
- Tungsten carbide: $13,396 + $4,896 (10% of exposure) = $18,292
Carbide saves $41,208/year.
4.3 Material Selection Table
| Material | Hardness | Relative Wear Life | Cost Multiple | Best Application | Limitations |
|---|---|---|---|---|---|
| SS316 | HRC 25 | 1× | 1× | Clean water, low solids (<0.5%) | Rapid wear in white water |
| Hardened Steel | HRC 60 | 2.5× | 1.8× | Moderate solids (0.5–2%) | Still wears, needs monitoring |
| Tungsten Carbide | HRA 89 | 10× | 5× | High solids (2–8%), abrasive pigments | High upfront cost |
| Silicon Carbide | HRA 94 | 12× | 6× | Extreme abrasion, acidic media | Brittle; avoid pressure spikes |
| Ceramic (Al₂O₃) | HRA 85 | 8× | 4× | Coating slurries, moderate impact | Lower fracture toughness than carbide |
Key insight: For white water systems with >2% solids, carbide or ceramic pays back in 4–8 months through reduced downtime and quality loss.
4.4 Procurement Specification Language
"Nozzle wetted components shall be constructed of tungsten carbide (grade WC-Co with minimum HRA 89) or silicon carbide (sintered SiC with minimum HRA 94). Supplier shall provide material certification and expected service life in hours when spraying 3% consistency white water at 50 PSI."
5. Indicator #4: Clog Resistance in High-Solids White Water Systems
5.1 Why Paper Applications Are Clog-Prone
White water recirculation introduces:
- Fiber bundles: 2–5 mm long cellulose aggregates
- Coating agglomerates: Calcium carbonate or clay clusters up to 1 mm
- Microbial biofilm: Slime that builds up in low-velocity zones
Nozzles with orifice diameters <2 mm are especially vulnerable. A single fiber bundle lodged in a vortex chamber can reduce flow by 40% or completely block the orifice.
From maintenance logs at four mills, clogging causes:
- 15–25% of all nozzle-related service calls
- Average response time: 45 minutes (including shutdown, nozzle removal, cleaning, reinstallation, and restart)
- Cost per incident: $1,200–$2,500 (downtime + labor)
5.2 Design Features That Improve Clog Resistance
-
Orifice diameter ≥2.5 mm: Nozzles with orifices ≥2.5 mm rarely clog with paper mill white water. If your application requires finer atomization, use air-atomizing nozzles with larger liquid passages.
-
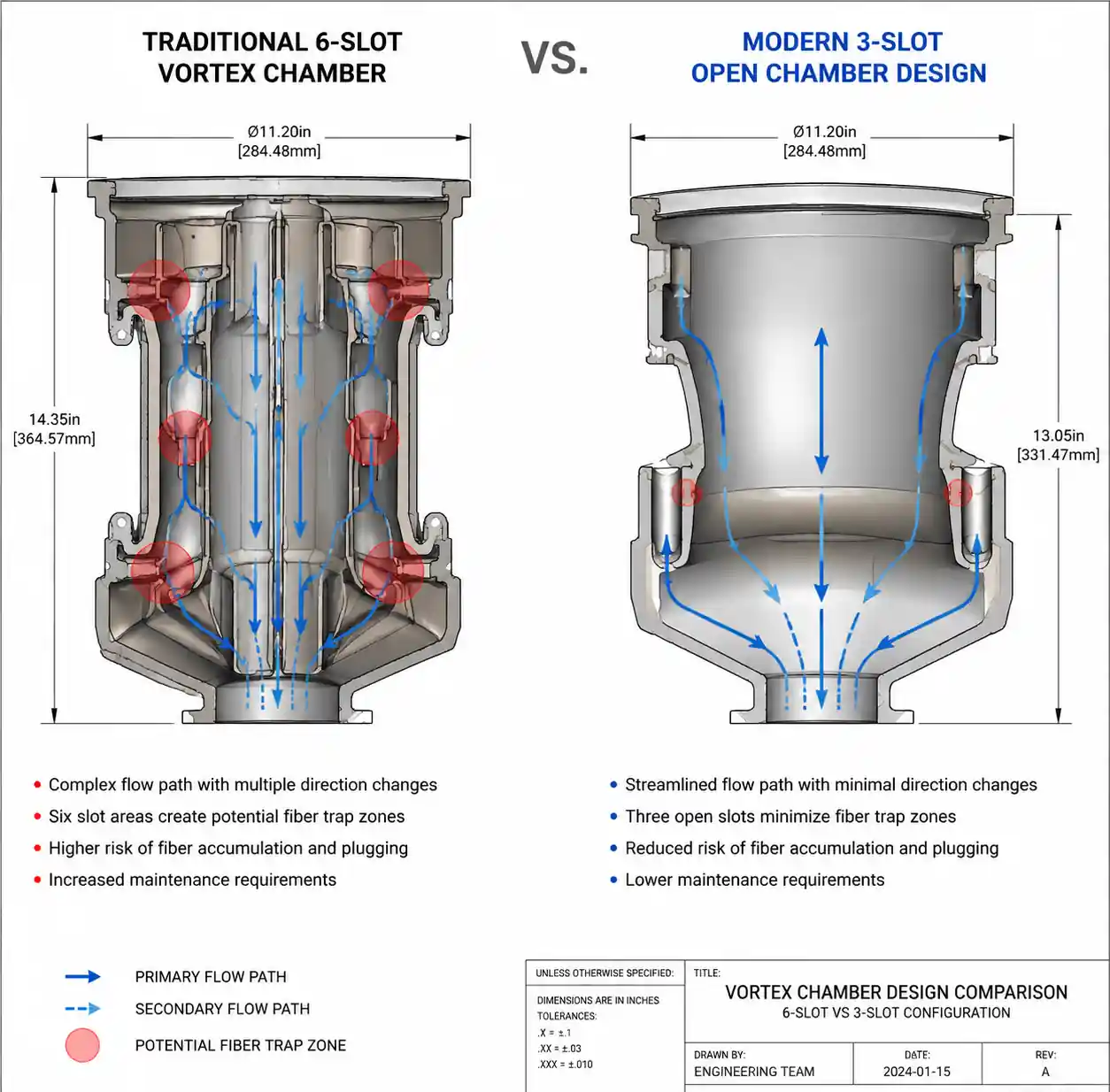
Open vortex chamber design: Traditional hollow cone nozzles use tangential slots that trap fibers. "Open chamber" designs with fewer, larger inlets reduce clog frequency by 60–70%.
-
Self-cleaning orifice geometry: Some full cone designs feature tapered orifices that create localized velocity spikes, helping to eject stuck particles.
-
Inline strainers sized correctly: Strainer mesh should be 60–70% of the smallest nozzle orifice diameter. For 2.5 mm orifices, use 40–50 mesh (1.5–1.75 mm openings). Finer mesh clogs faster than the nozzles themselves.
5.3 Field Validation: Clog Rate Testing
Before committing to a nozzle design, run a 200-hour trial in your white water system. Measure:
- Mean time between clogs (MTBC): Target >500 hours for acceptable performance
- Flow recovery after cleaning: Should return to within 3% of original flow
- Pressure drop increase over time: Gradual buildup indicates internal fouling even without full blockage
One mill switched from 1.5 mm vortex nozzles (MTBC = 120 hours) to 3.0 mm full cone nozzles (MTBC = 1,200 hours). Annual clog-related downtime dropped from 68 hours to 6 hours—a $240,000 annual savings.
5.4 Procurement Specification Language
"Nozzle shall feature an orifice diameter ≥2.5 mm and an open vortex chamber design with no more than 3 tangential inlet slots. Supplier shall provide mean time between clogs (MTBC) data from testing in white water with 2–4% consistency, or shall provide trial units for 200-hour field validation."
6. Indicator #5: Steam and Chemical Compatibility for Coating Applications
6.1 Why Material Compatibility Is Non-Negotiable
Coating and size press nozzles often handle:
- Hot coating slurries: 60–80°C (140–176°F)
- Acidic pH modifiers: pH 3–5 (citric acid, phosphoric acid)
- Alkaline cleaning chemicals: pH 11–13 (sodium hydroxide, sodium carbonate)
- Steam condensate: Dissolved oxygen and CO₂ create carbonic acid
Incompatible materials fail in three modes:
- Chemical attack: Acid dissolves stainless steel welds; alkali attacks aluminum
- Thermal stress cracking: Rapid temperature cycling (20°C → 80°C → 20°C) fatigues metal or cracks ceramic
- Galvanic corrosion: Dissimilar metals (e.g., brass body + SS316 insert) corrode at the interface in electrolytic coating fluids
From failure analysis on 35 coating nozzles, 60% of premature failures (before expected wear life) were chemical or thermal, not abrasive wear.
6.2 Material Compatibility Matrix
| Chemical/Condition | SS316 | Hastelloy C | Tungsten Carbide | SiC Ceramic | PTFE-lined |
|---|---|---|---|---|---|
| pH 3–5 (weak acid), 70°C | Fair (pitting risk) | Excellent | Excellent | Excellent | Good |
| pH 11–13 (caustic), 80°C | Good | Excellent | Good (Co binder attacks) | Excellent | Excellent |
| Chloride >500 ppm | Poor | Excellent | Good | Excellent | Excellent |
| Steam (180°C) | Good (stress relief req'd) | Excellent | Excellent | Fair (thermal shock risk) | Not recommended |
| Abrasive + acidic | Poor | Excellent | Excellent | Excellent | Poor |
Key insight: For coating slurries with abrasive pigments AND pH <6, specify tungsten carbide with cobalt binder <6%, or silicon carbide with corrosion-resistant housing.
6.3 Real-World Failure Example
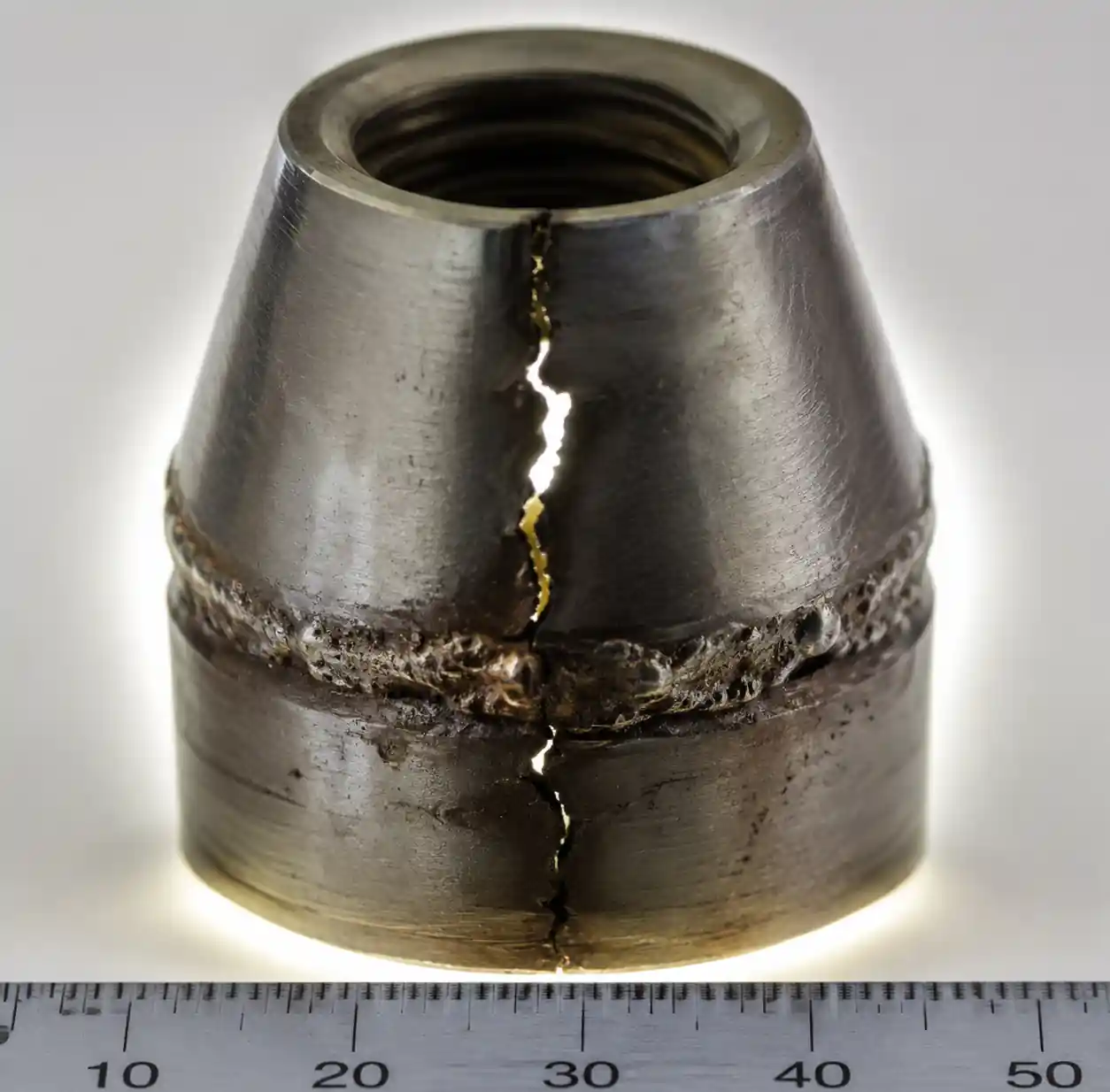
A mill installed standard SS316 hollow cone nozzles on a pre-metered coating system. Coating chemistry included citric acid (pH 4.2) and 35% calcium carbonate at 75°C. After 400 hours, nozzles showed:
- Intergranular corrosion at weld seams
- Flow rate increase of 18% (orifice enlargement from corrosion + wear)
- Pattern distortion (asymmetric vortex chamber erosion)
Replacement with Hastelloy C-276 nozzles eliminated corrosion. Service life exceeded 8,000 hours with only abrasive wear.
6.4 Procurement Specification Language
"Nozzle materials shall demonstrate compatibility with [specific chemical name] at pH [X] and [Y]°C for minimum 5,000 operating hours. Supplier shall provide corrosion test data per ASTM G48 (pitting) or ASTM G31 (immersion) or equivalent ISO standard, or shall warrant material performance in writing."
7. Procurement Decision Matrix
Use this matrix to convert your application requirements into specific nozzle specifications:
| Application Zone | Flow Stability | Pattern Uniformity | Material | Clog Resistance | Chemical Compatibility | Recommended Nozzle Type |
|---|---|---|---|---|---|---|
| Wet end shower (wire cleaning) | ±10% OK | CV <20% | SS316 | High (3.0+ mm) | Neutral water | Full cone, large orifice |
| Pre-metered coating | ±3% required | CV <12% | Tungsten carbide | Medium (2.5 mm) | Acidic slurry | Hollow cone, hardened |
| Size press moistening | ±5% required | CV <15% | SS316 or ceramic | Medium (2.5 mm) | Starch, mild alkali | Flat fan or full cone |
| Calendar moistening | ±5% required | CV <10% | SS316 | Low (fine atomization OK) | Clean water + steam | Air atomizing |
| Broke chest dilution | ±15% OK | CV <25% | SS316 | Very high (5.0+ mm) | Neutral, high solids | Open jet or wide-angle cone |
How to use this matrix:
- Identify your application zone (row)
- Note the required performance thresholds (columns 2–6)
- Cross-reference with the recommended nozzle type (column 7)
- Customize your RFQ using the specification language from sections 2–6
8. Common Specification Mistakes Engineers Make
Mistake #1: Specifying Only Flow Rate and Spray Angle
Problem: Two nozzles with identical flow and angle can have drastically different uniformity, wear life, and clog resistance.
Solution: Always specify at least 4 of the 5 indicators from this guide.
Mistake #2: Trusting Catalog Data Without Independent Verification
Problem: Catalog flow curves are often generated with clean water at 20°C under ideal conditions. Real-world performance with hot, viscous, or particle-laden fluids differs by 10–30%.
Solution: Demand certified test data at YOUR operating conditions, or insist on trial units before full order.
Mistake #3: Selecting Lowest-Cost Nozzles Without TCO Analysis
Problem: A $30 nozzle that fails every 6 months costs more than a $150 nozzle lasting 5 years.
Solution: Use the TCO formula in Section 4.2. Include downtime cost, quality loss, and labor.
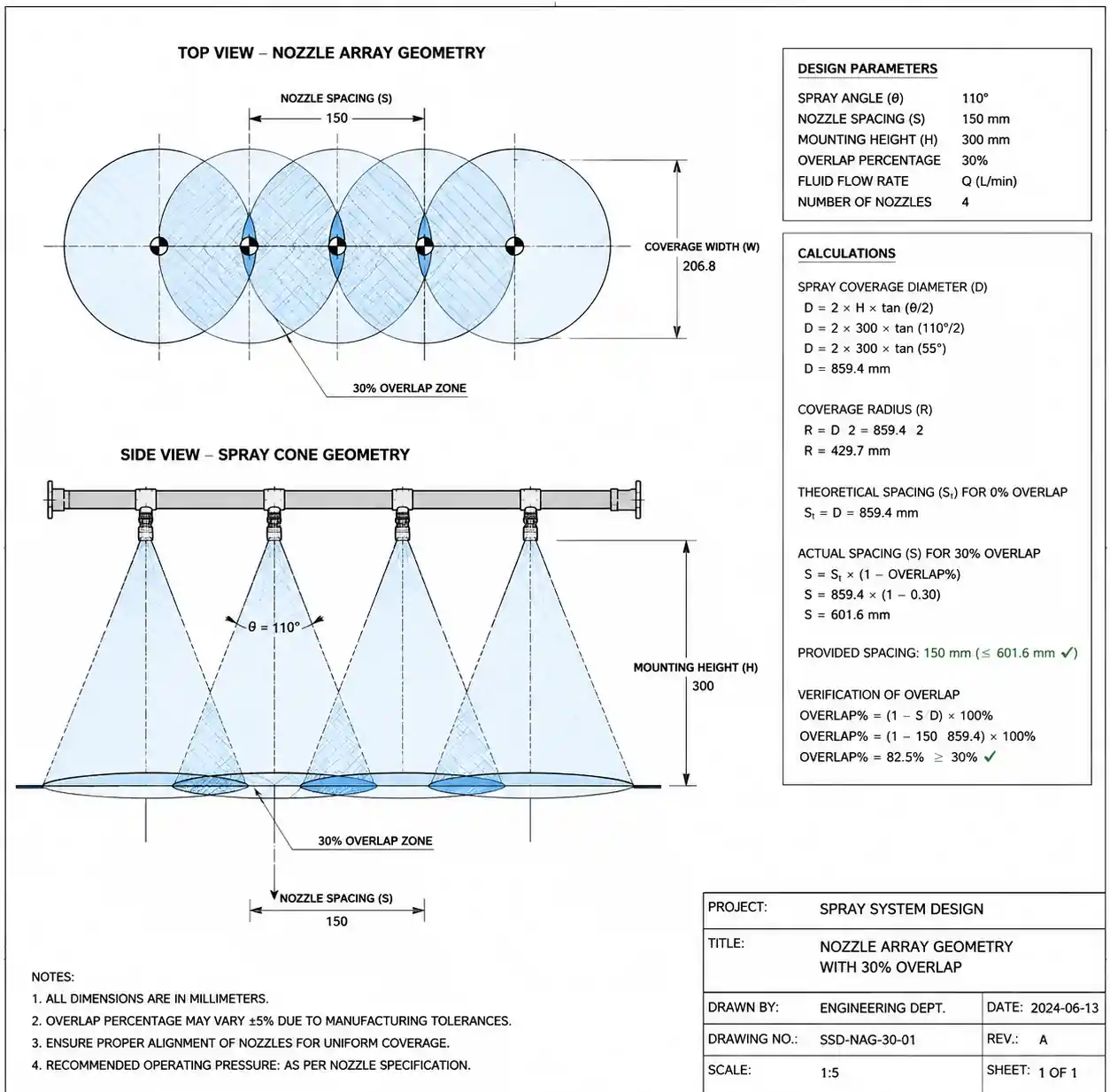
Mistake #4: Ignoring Nozzle-to-Nozzle Overlap in Multi-Nozzle Arrays
Problem: Even uniform nozzles create non-uniform coverage if spacing is wrong. Coating streaks appear between nozzles.
Solution: Calculate required overlap using: Overlap% = 100 × (1 - Spacing / (2 × tan(SprayAngle/2) × Distance)). For coating, target 30–50% overlap. For washing, 15–25% is sufficient.
Mistake #5: Not Specifying Installation Orientation Tolerance
Problem: Nozzles mounted off-axis by >5° create asymmetric patterns that shift coating weight profile.
Solution: Specify mounting alignment tolerance (typically ±2° for coating, ±5° for cleaning). Use alignment jigs during installation.
Mistake #6: Specifying Material Based on Slurry Abrasiveness Alone
Problem: Engineers select carbide for abrasive duty but ignore corrosive chemistry. Cobalt binder in tungsten carbide dissolves in strong alkali.
Solution: Cross-check material against BOTH abrasion (Section 4) and chemical compatibility (Section 6).
9. Frequently Asked Questions
Q1: Can I use general industrial spray nozzles in paper applications?
A: Only if white water solids are <0.5% and you can tolerate frequent clog events. General industrial nozzles are optimized for clean fluids. Paper-specific designs (larger passages, open vortex chambers) reduce clog frequency by 60–80%.
Q2: How often should I replace nozzles before performance degrades?
A: Monitor flow rate monthly. Replace when flow drifts >8% from baseline OR when visual inspection shows orifice enlargement >0.1 mm. For carbide nozzles in 3% white water at 50 PSI, this typically occurs at 8,000–12,000 hours. For SS316, expect 800–1,200 hours.
Q3: Should I standardize on one nozzle type across the entire machine?
A: No. Different zones have different requirements. Wet-end showers need clog resistance (large orifices). Coating nozzles need pattern uniformity (precision machining). Size press nozzles need chemical resistance (corrosion-proof alloys). Match nozzle spec to zone requirements using the decision matrix in Section 7.
Q4: What's the best way to test a new nozzle design before committing?
A: Run a 200-hour field trial on one section of the machine. Measure: (1) flow rate at 3 time points to check stability, (2) CV of spray pattern using water-sensitive paper, (3) clog events per 100 hours, (4) visual inspection for corrosion or wear. Compare against your current nozzles. Only scale up if new design shows ≥20% improvement in at least one indicator without degrading others.
Q5: Can I retrofit existing nozzle headers with higher-performance nozzles?
A: Usually yes, if thread size and spray angle match. However, verify: (1) new nozzle flow rate at your operating pressure—header may need flow rebalancing, (2) new nozzle length doesn't cause interference with web or adjacent equipment, (3) mounting orientation (some nozzles must be installed upright to prevent draining). Most mills successfully retrofit carbide inserts into existing stainless headers.
Q6: How do I calculate the ROI of upgrading to carbide nozzles?
A: Use this simplified formula:
Annual Savings = (Current Replacement Frequency - New Replacement Frequency) × (Nozzle Cost + Downtime Cost + Quality Loss)
Example: 40 nozzles, current replacement every 1,000 hours (6.8×/year), upgrade to 10,000-hour nozzles (0.68×/year). Downtime cost = $400/hour, quality loss = $200/event.
- Current: 6.8 × ($35 + $200 + $200) = $2,958/nozzle = $118,320/year
- Upgraded: 0.68 × ($185 + $200 + $50) = $296/nozzle = $11,840/year
- ROI = ($118,320 - $11,840) / ($185 × 40) = $106,480 / $7,400 = 14.4× in year 1
Payback period: 0.8 months.
Q7: What documentation should I require from nozzle suppliers?
A: Minimum acceptable package:
- Certified flow rate test data at your pressure range (traceable to national metrology standards)
- Material certifications (chemical composition, hardness, country of origin)
- Spray pattern test report (patternator data or water-sensitive paper images with CV calculation)
- Expected service life estimate for your specific fluid and conditions
- Installation drawings with torque specs and orientation requirements
- Recommended maintenance schedule
Q8: Are air-atomizing nozzles worth the compressed air cost for coating?
A: Only if you need droplet sizes <50 microns (rare in paper coating). Most pre-metered and blade coating systems work fine with hydraulic nozzles producing 80–150 micron droplets. Air-atomizing nozzles consume 5–15 SCFM per nozzle. At $0.20/1000 SCF, that's $4–$12/hour per nozzle. For 20 nozzles running 6,800 hours/year, compressed air costs $544,000–$1,632,000/year. Hydraulic nozzles cost effectively zero to operate. Use air atomization only when hydraulics physically cannot achieve the required atomization.
10. Conclusion and Next Actions
Spray nozzles are small components with outsized impact on paper machine uptime, sheet quality, and operating costs. The five indicators in this guide—flow stability, pattern uniformity, wear resistance, clog resistance, and chemical compatibility—provide a measurable framework for procurement decisions that directly affect your 2026 budget and performance.
Immediate Action Items
-
Audit your current nozzle inventory using the decision matrix in Section 7. Identify zones where current nozzles are mismatched to application requirements.
-
Calculate TCO for your highest-wear zones using the method in Section 4.2. Quantify the business case for upgrading to carbide or ceramic.
-
Update your RFQ templates with specification language from sections 2–6. Demand certified test data, not catalog curves.
-
Schedule field trials for any new nozzle designs before committing to full-scale orders. Use the 200-hour test protocol from Section 5.3.
-
Implement monthly flow monitoring to catch wear-related drift before it impacts quality. Set alarm thresholds at +8% flow increase.
How We Can Help
Our applications engineering team has sized nozzles for over 200 paper machine installations worldwide. We offer:
- Free spray pattern analysis: Send us your operating parameters and we'll recommend nozzle configurations with predicted performance data
- On-site spray audits: We'll measure your current nozzle performance and identify upgrade opportunities
- Custom nozzle design: For unique applications where standard catalog nozzles don't fit
- Wear life testing: Accelerated slurry testing to predict service life in your white water chemistry