





Cutting Overspray Waste by 20%: The Engineering Case for Nozzle Angle Optimization
Overspray is expensive. I've seen coating lines where 30-50% of material never hits the target. That's wasted consumables, constant booth cleaning, and regulatory headaches. Most of this waste comes from one fixable problem: spray angles that don't match the part geometry. Through better nozzle positioning and angle selection, we routinely see 15-25% material savings without touching cycle times or coverage quality. For a broader look at industrial humidification and mist cooling solutions, our application overview covers how precision atomization technology drives operational efficiency across multiple industries.
Table of Contents
- Why Overspray Happens: It's Not Just the Nozzle
- Spray Angle Physics and Coverage Geometry
- Selecting the Right Spray Angle
- Standoff Distance and Multi-Nozzle Overlap
- Field Testing: Water-Sensitive Paper and Flow Measurement
- Installation Mistakes That Kill Your Savings
- Real Case: 22% Savings in Automotive Primer
- FAQ
- Conclusion
1. Why Overspray Happens: It's Not Just the Nozzle
Overspray is a system problem. I've audited over 200 spray systems and the patterns are clear.
The biggest culprit is spray angle mismatch. Someone installs a 110° flat fan nozzle 18 inches from a 12-inch target. That creates a 33-inch spray footprint – two-thirds of your material misses the part. This alone accounts for 40-60% of overspray.
Excessive standoff distance multiplies the problem. Double the distance and you quadruple the spray area, but liquid volume stays the same. Coverage density drops and edge waste goes up.
Over-overlapping is another hidden cost. I've measured systems running 90% overlap when 65% would work fine – that's 15-20% more material for marginal uniformity gains.
Air currents deflect fine droplets – anything under 150 microns gets pushed around. And wrong spray pattern for the geometry: flat spray on cylindrical parts wastes material. Full cone or hollow cone transfers better on complex shapes. Our spiral vs full cone nozzles guide breaks down when each pattern type makes sense for your application.
The fix starts with matching spray angle to your actual target width. That's where the biggest savings are.
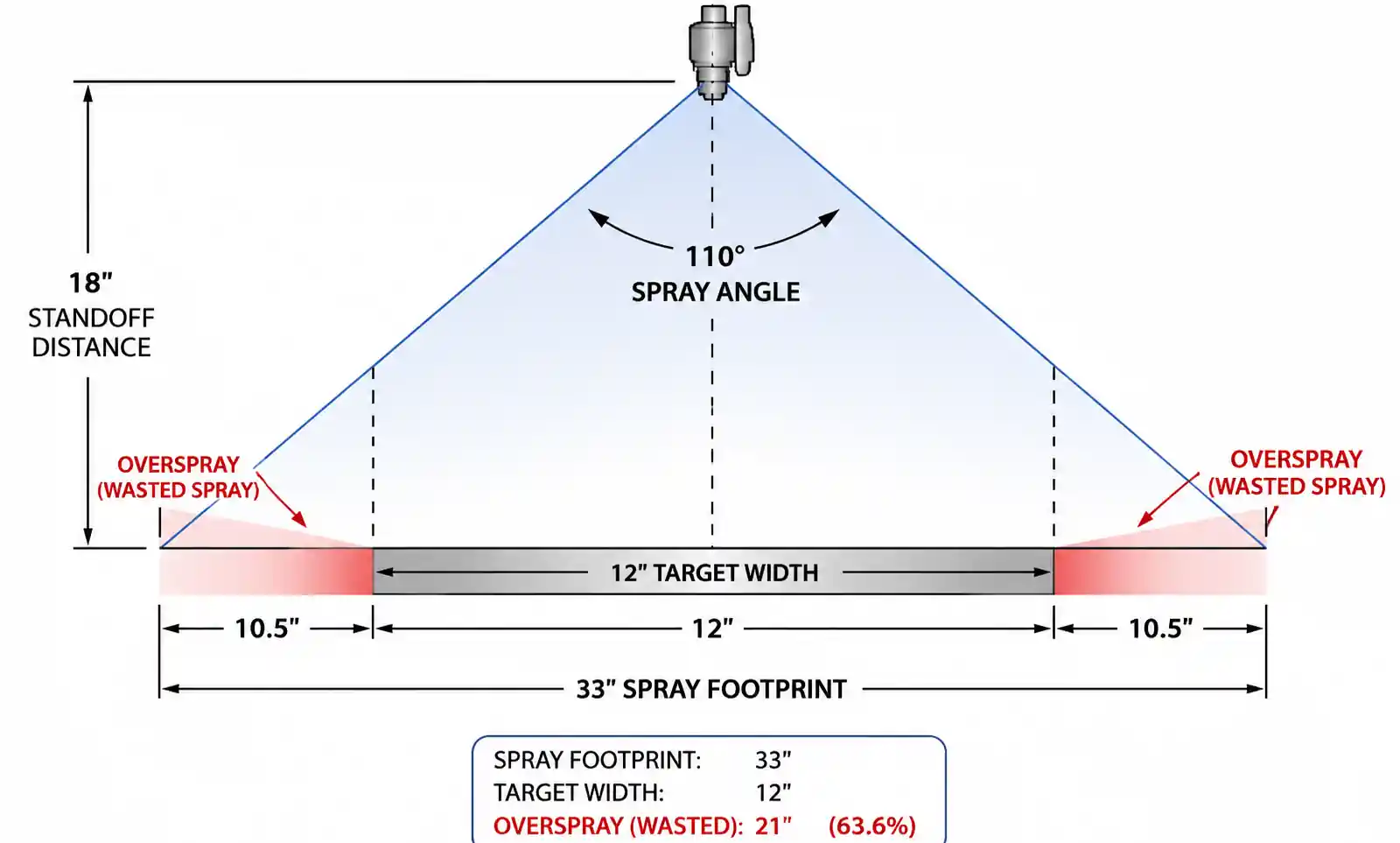 Diagram showing spray angle mismatch causing overspray waste on narrow target
Diagram showing spray angle mismatch causing overspray waste on narrow target
2. Spray Angle Physics and Coverage Geometry
Spray angle defines how fast the pattern expands. An 80° full cone spreads at 40° from centerline. A 110° flat fan spreads at 55° in the fan plane.
W = 2 × D × tan(θ/2) where W = spray width, D = standoff distance, θ = spray angle.
Example: 80° nozzle at 12 inches standoff gives W = 20.1 inches. If your target is 10 inches wide, you're wasting half your spray.
Narrow angles (15-40°) concentrate flow for high-impact cleaning. Wide angles (80-120°) spread the same flow over more area – better for gentle coating.
Fine droplets (under 200 microns) lose momentum fast and gravity deflects them. Spray angle changes with pressure – hydraulic nozzles vary 5-10° across their range, air atomizing can shift 20°. Always test at actual operating pressure.
3. Selecting the Right Spray Angle
Start with target geometry. Choose the narrowest spray angle that gives complete coverage at a workable standoff distance.
Single nozzle example: 16-inch flat panel. You want 10% edge margin (1.6 inches each side) for positioning tolerance – need 19.2 inches spray width. Standoff limited to 14 inches.
Required angle: θ = 2 × arctan(19.2 / 28) = 68.8°
Catalog options: 65° gives 18.7 inches (tight but workable). 80° gives 23.5 inches – comfortable but 18% overspray. If you can reduce standoff to 10 inches, the 65° nozzle is perfect.
This simple calculation reveals 20-30% savings opportunities in systems where installers just grabbed "whatever we always use."
Multi-nozzle arrays need controlled overlap. Key parameter:
Overlap ratio = (W - S) / W × 100% where W = spray width, S = nozzle spacing
| Overlap Ratio | Coverage Quality | Material Efficiency | Use Case |
|---|---|---|---|
| 40-60% | Acceptable for non-critical | Good | General cleaning, pre-treatment |
| 60-80% | Good, minimal variation | Moderate | Coating, precision cleaning |
| 80-100% | Excellent uniformity | Poor, high waste | Critical cosmetic coating only |
For most coating work, 60-70% overlap balances quality and cost. Higher overlap wastes material without meaningful improvement unless you're doing high-gloss automotive topcoats. The 5 critical parameters for nozzle selection guide covers how flow rate, pressure, spray angle, material wear, and droplet size interact to determine real-world performance.
Calculating spacing: For 65% overlap with 80° nozzles at 12-inch standoff (20.1-inch spray width): S = 20.1 × 0.35 = 7.0 inches.
Common mistake: specifying 50% overlap but mounting nozzles too close, ending up with 85% actual overlap and 15-20% excess usage. Always verify installed spacing against actual spray width at operating pressure.
4. Standoff Distance and Multi-Nozzle Overlap
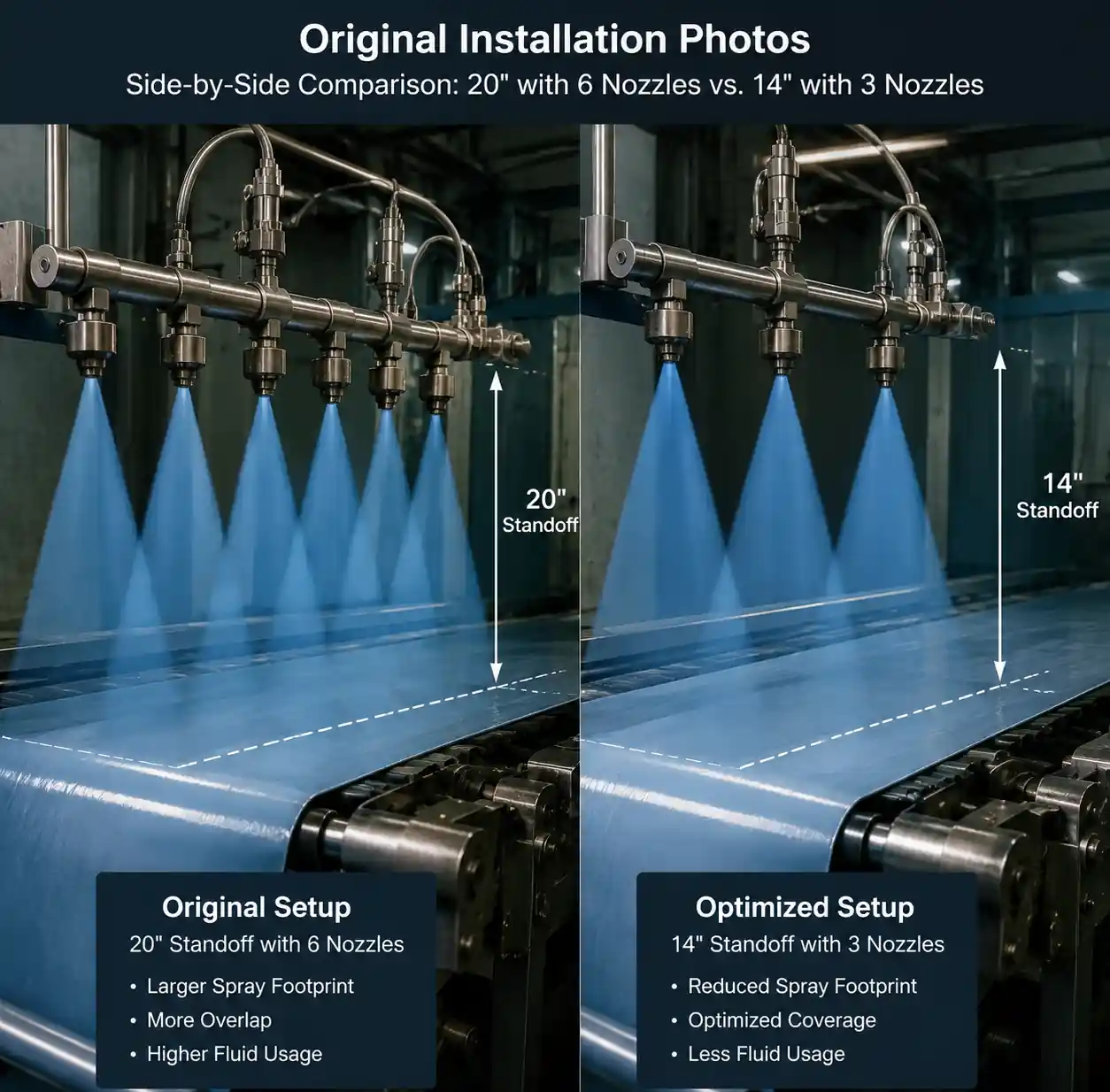 Before and after comparison of nozzle standoff distance and spray coverage
Before and after comparison of nozzle standoff distance and spray coverage
Standoff distance is your second biggest lever. Hydraulic nozzles don't spray uniformly – most have a bell curve with peak at center. Adjacent patterns must overlap so edges fill each other.
For flat fan nozzles, standoff should be 0.6-0.8× the spray width for 60-70% overlap. For full cone, use 0.8-1.0×.
Conveyor example: Six 110° flat fans at 20-inch standoff on a 24-inch conveyor. Spray width = 57 inches, spacing = 4.8 inches, overlap = 91.6%. Way too much.
Optimized: 14-inch standoff, 95° nozzles (31.5" width), 11-inch spacing for 65% overlap. That's 3 nozzles instead of 6. Material dropped 38%.
5. Field Testing: Water-Sensitive Paper and Flow Measurement
Calculations need validation. I use two methods.
Water-sensitive paper turns yellow to blue on water contact. Mount sheets on target surfaces, run spray for 0.5-1 second, photograph immediately. Measure coverage area and calculate overspray = spray footprint / target area. Great for visual feedback but doesn't quantify material use.
Flow measurement gives real numbers. Record baseline consumption over 1 hour or 100 parts. Implement changes. Run identical production and record new consumption. Calculate savings. Change one thing at a time or you won't know what worked. Run 3-5 cycles before declaring success.
For tank cleaning applications specifically, coverage validation becomes even more critical – our guide on how to eliminate dead zones in tank cleaning covers proven field methods for identifying coverage gaps.
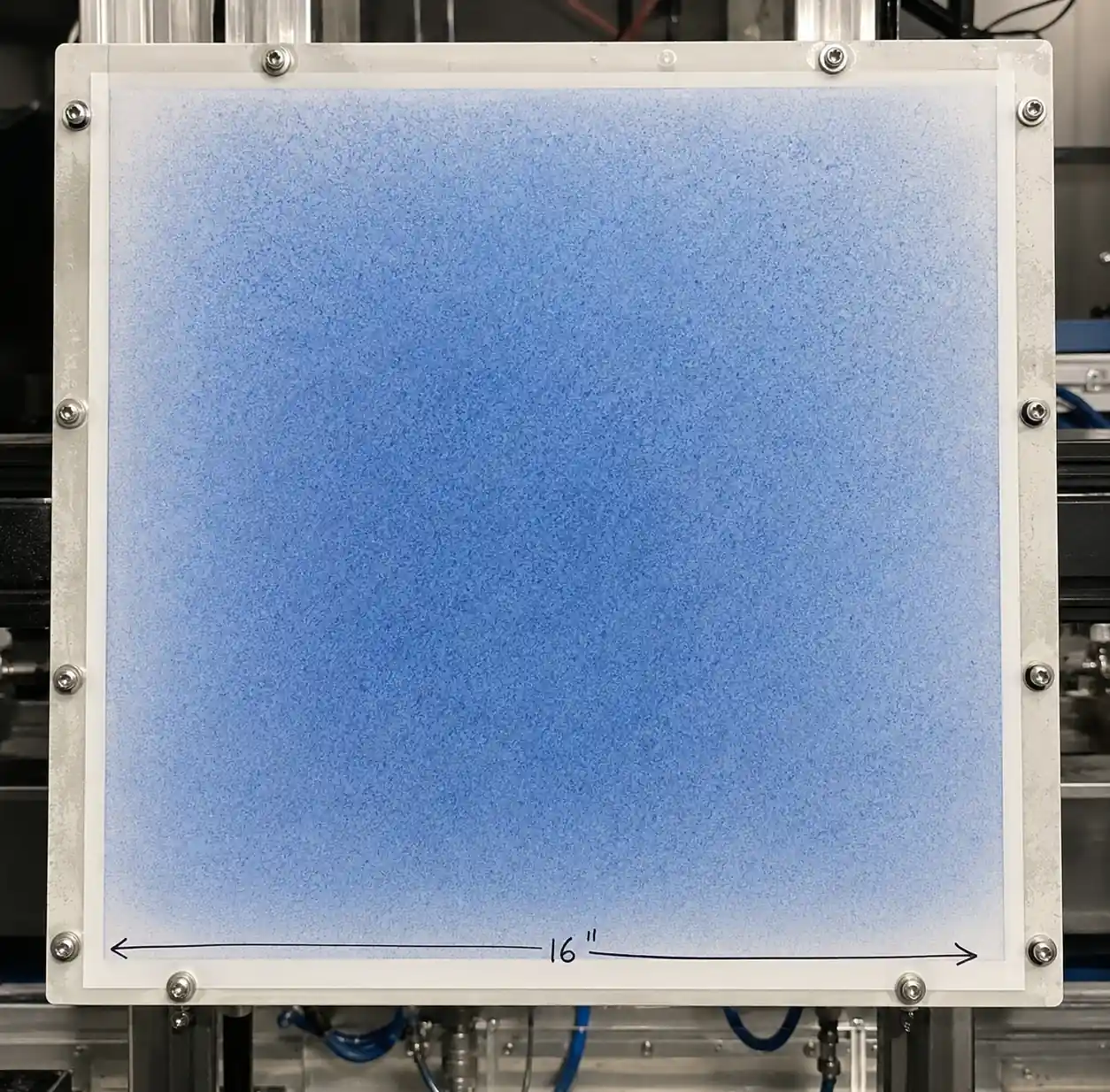 Water-sensitive paper spray coverage test results showing uniform blue coverage pattern
Water-sensitive paper spray coverage test results showing uniform blue coverage pattern
6. Installation Mistakes That Kill Your Savings
Ignoring nozzle wear: Worn nozzles have larger orifices and narrower angles. Establish flow monitoring and replacement schedules.
Inconsistent mounting angles: Manual installation varies ±5-10° from design, creating uneven overlap. Use alignment fixtures.
Pressure variation in manifolds: Undersized manifolds create 10-20% pressure drop. Size for under 5% variation.
Air currents: Droplets under 200 microns deflect easily. Angle nozzles 5-10° into prevailing airflow.
Over-reliance on fine atomization: Droplets under 100 microns drift badly. If you don't need ultra-fine finish, use 150-250 microns for better transfer.
7. Real Case: 22% Savings in Automotive Primer
Automotive supplier came to us with primer overspray issues. Stamped steel brackets, 12 parts/minute on conveyor.
Original: eight 95° air atomizing nozzles, 18-inch standoff, 55 PSI atomizing air. Spray width was 34 inches but parts were only 14 inches wide – 59% geometric waste. Measured overlap was 76% (installers had spaced nozzles closer than the 50% design spec).
Optimized: 10-inch standoff, 65° nozzles, reset air to 40 PSI, 5-inch spacing for 60% overlap. Six nozzles instead of eight.
After 30 days: primer dropped from 1.85 to 1.44 gal/hr (22.2% reduction). Film thickness stayed within spec (under 8 microns variation). Booth cleaning went from weekly to biweekly. Annual savings around $43,000.
 Automotive component coating line showing optimized nozzle array configuration
Automotive component coating line showing optimized nozzle array configuration
8. FAQ
Q: Will reducing overspray hurt coverage quality?
Not if you do it right. The goal is matching spray footprint to target while keeping enough overlap for uniformity. Water-sensitive paper and film thickness measurement during validation ensure quality holds. In my experience, 90% of overspray projects maintain or improve uniformity because they eliminate excessive overlap that was compensating for bad system design.
Q: How often should I recheck spray angles as nozzles wear?
Depends on material and fluid. Ceramic or hardened stainless in clean liquids: check flow quarterly. Brass or plastic in abrasive slurry: monthly. When measured flow exceeds nameplate by 10%, expect spray angle changed 5-8° and recalculate. Replace at 15% over nominal.
Q: Can I optimize without changing nozzle types?
Sometimes. If you're using wide angles with excessive standoff, reducing standoff can tighten the footprint without new nozzles. If overlap is super high, increase spacing and remove some nozzles. But biggest gains usually require selecting angles matched to actual target geometry, which means different nozzles.
Q: What spray angle works best for cylindrical parts?
Full cone nozzles beat flat fan on cylindrical geometry. For external pipe coating: narrow full cone (30-45°) at close standoff (4-8 inches) with part rotation or helical nozzle movement. For internal tank cleaning: narrow high-impact full cone (15-25°) or rotating nozzles. Flat fan wastes material on curves because the edges miss.
Q: How do I handle part positioning variation on conveyors?
Add edge margin to target width. General industrial: 10-15% margin. High-speed lines with part wander: 20-25%. This cuts maximum savings but ensures coverage despite positioning errors. Better solution: improve positioning with guides, fixtures, or vision feedback.
 Microscope comparison of new versus worn nozzle orifices showing spray angle degradation
Microscope comparison of new versus worn nozzle orifices showing spray angle degradation
9. Conclusion
Overspray reduction through nozzle angle optimization is low-risk, high-reward. New nozzles and minor mounting changes cost little, don't affect chemistry or cure, and show measurable savings within days. Most facilities have at least one system running 30%+ geometric overspray – fixable with simple selection and positioning adjustments. The math is straightforward. The savings are immediate and sustained. Start with your highest-volume process, run the numbers, and validate with water-sensitive paper and flow measurement. For a detailed deep dive on spray angle fundamentals and their impact on cleaning efficiency, see our guide on cleaning radius explained – how to size your nozzle. Twenty percent isn't aspirational – it's what we see on most jobs when someone finally matches the angle to the part.