





Material Selection for Acid-Resistant Cooling Nozzles in Stainless Steel Production
Table of Contents
- Introduction: Why Material Selection Determines Cooling System Uptime
- Understanding the Corrosive Environment in Stainless Steel Production
- Critical Material Properties for Acid-Resistant Nozzles
- Nozzle Material Comparison: Performance and Cost Analysis
- Material Selection Decision Matrix for Specific Acids
- Real-World Case Study: Material Upgrade ROI
- Installation and Maintenance Best Practices
- FAQ: Common Material Selection Questions
- Conclusion and Next Steps
1. Introduction: Why Material Selection Determines Cooling System Uptime
In stainless steel production facilities, cooling nozzles operate in one of the most demanding environments in industrial manufacturing. The combination of high temperatures, acidic pickling solutions, and abrasive scale particles creates a perfect storm for premature nozzle failure. From our field experience supporting steel mills across North America and Europe, we have seen cooling systems fail within weeks when the wrong nozzle material is specified, while properly selected materials can deliver 18–24 months of continuous operation in the same application.
This guide is written for process engineers, maintenance managers, and equipment specifiers who need to make evidence-based decisions about cooling nozzle materials in stainless steel production environments. We will focus specifically on nozzles exposed to acidic conditions during pickling line cooling, acid fume scrubbing, and post-pickling rinse operations. You will learn how to calculate total cost of ownership across different material options, match materials to specific acid concentrations and temperatures, and avoid the three most common specification mistakes that lead to unexpected downtime.
The financial impact of material selection is substantial. In a typical pickling line cooling application with 120 nozzles, upgrading from 316 stainless steel to a high-nickel alloy adds approximately $18,000 in initial cost but eliminates two unplanned shutdowns per year, each costing $45,000 in lost production. This guide provides the technical framework to make these decisions with confidence.
2. Understanding the Corrosive Environment in Stainless Steel Production
2.1 Acid Exposure Profiles
Stainless steel production involves multiple stages where cooling nozzles encounter acidic environments. In pickling operations, nozzles cool the steel strip after it exits the acid bath, exposing them to splashed or aerosolized pickling solution. Common pickling acids include sulfuric acid (H₂SO₄) at 10–20% concentration and 140–180°F, nitric-hydrofluoric acid mixtures (HNO₃/HF) at 8–15% / 2–5% respectively and 120–160°F, and mixed acid systems combining these for improved pickling rates. Acid fume scrubber nozzles operate in a saturated acidic vapor environment with pH as low as 1.5–2.5 and temperatures typically 100–140°F.
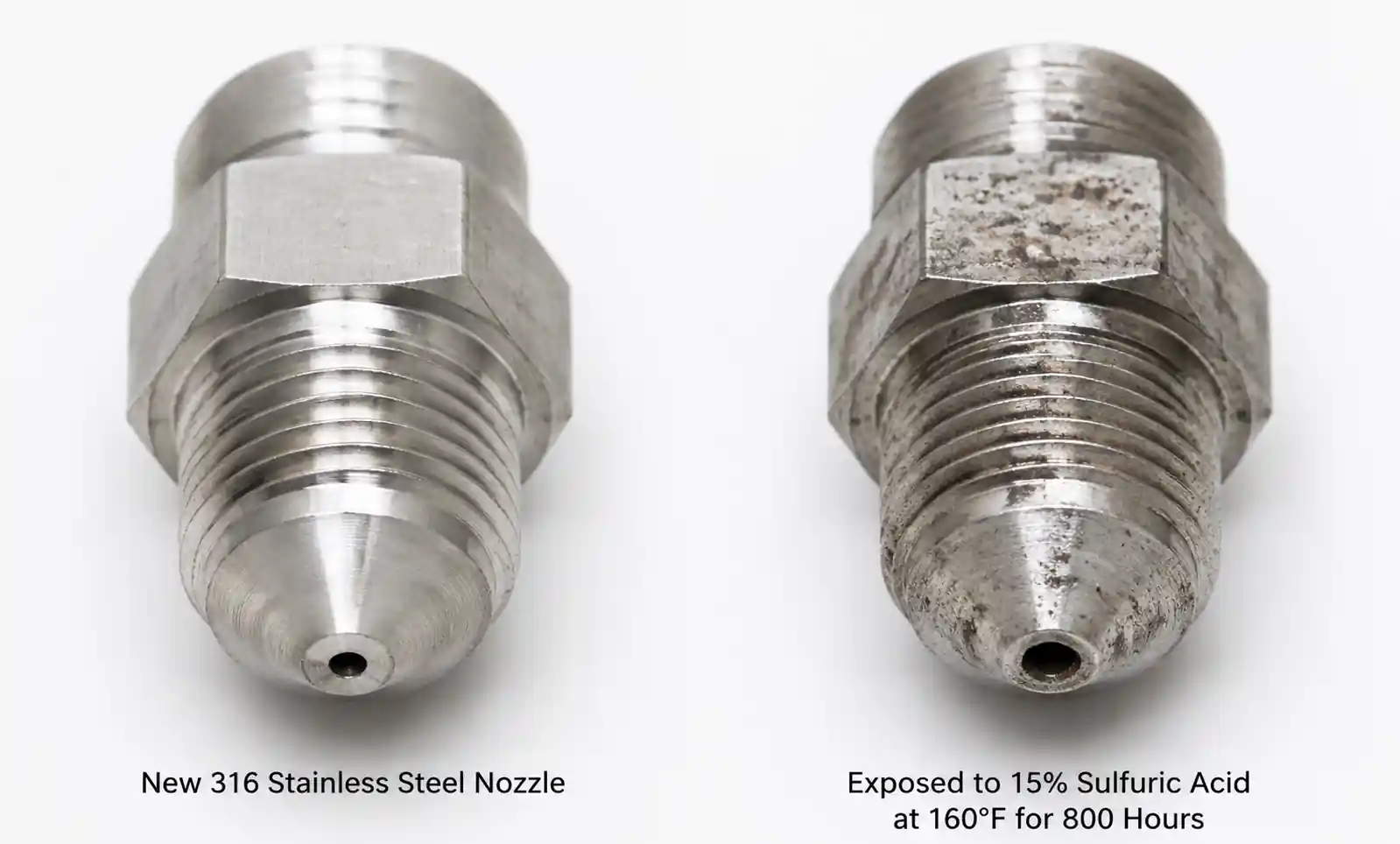
The challenge is not just acid concentration but the combination of factors. Nozzles simultaneously face chemical corrosion from acids, oxidation from elevated temperatures, erosion from entrained scale particles and abrasive media, and thermal cycling stress from intermittent operation or temperature fluctuations. In our lab testing, a 316 stainless steel nozzle that shows negligible corrosion in static 15% sulfuric acid at room temperature can fail within 800 hours when exposed to the same acid at 160°F with 50 ppm suspended iron oxide particles and pressure cycling between 20–60 PSI.
2.2 Failure Modes and Their Causes
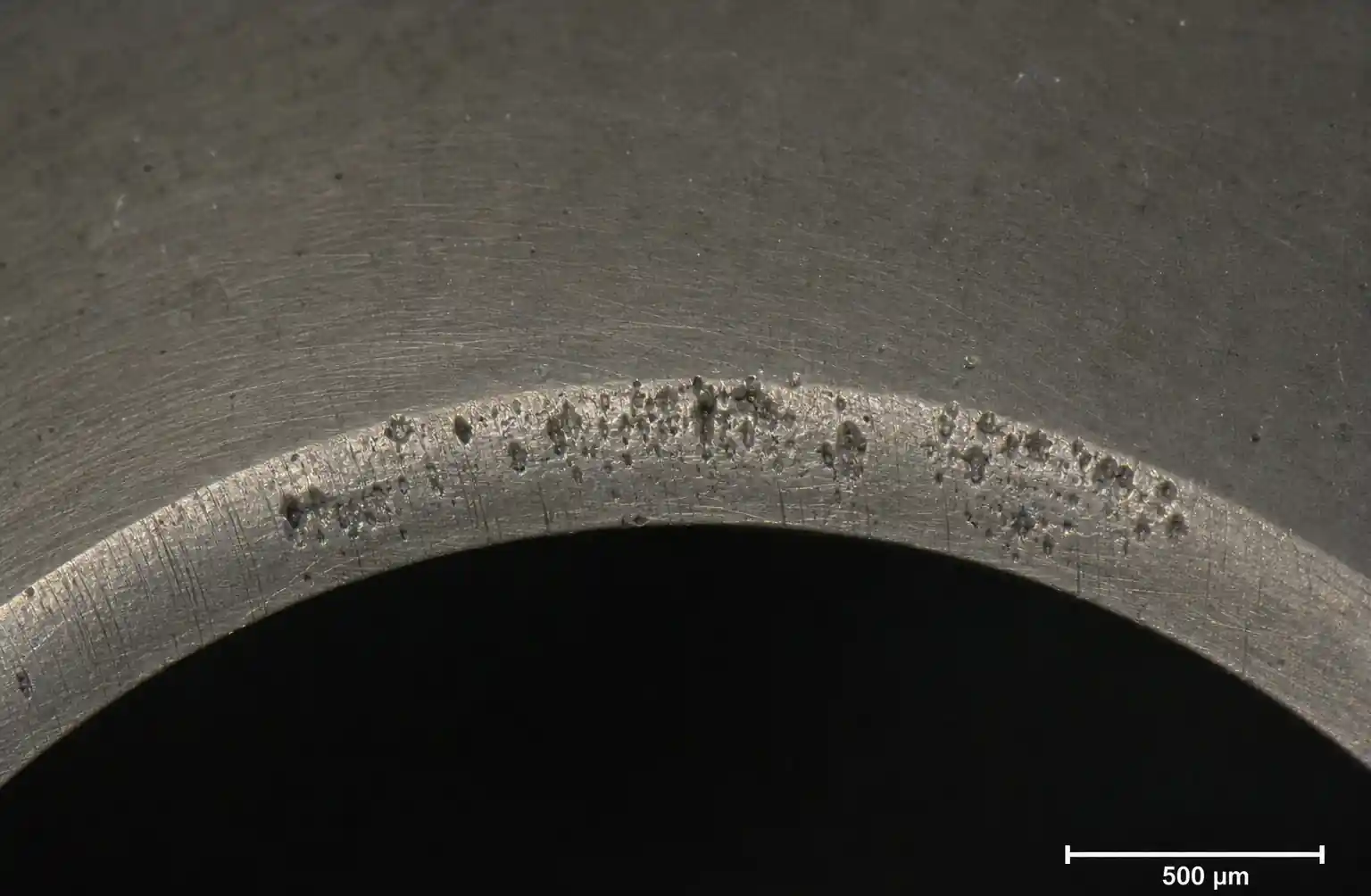
We have documented four primary failure modes in acidic cooling applications. Uniform corrosion occurs when acid attacks the entire wetted surface, gradually increasing orifice diameter and flow rate. This is most common with inadequate alloy selection for the acid type. Pitting corrosion manifests as localized attack creating deep cavities, particularly in chloride-containing environments or when protective oxide layers break down. Stress corrosion cracking appears as branching cracks originating from high-stress areas like thread roots or pressure boundaries, especially in chloride environments above 140°F. Erosion-corrosion combines mechanical wear with accelerated corrosion at high-velocity areas like the orifice exit, most severe in abrasive slurries or when cavitation occurs.
A common misconception is that stainless steel is "stainless" in all environments. In reality, standard 304 or 316 stainless steel provides good corrosion resistance in mild conditions but fails rapidly in concentrated acids or elevated temperatures. We recently investigated a pickling line where 316SS nozzles were replaced every 6 weeks due to excessive flow rate increase. Flow testing showed orifice diameter had grown from 2.0mm to 2.4mm, increasing flow by 44% and destroying spray pattern uniformity. After switching to a high-nickel alloy, the same installation ran 14 months before requiring replacement.
3. Critical Material Properties for Acid-Resistant Nozzles
3.1 Corrosion Resistance Fundamentals
The ability of a nozzle material to resist acid attack depends primarily on its passive oxide layer stability and composition. Chromium content is the foundation of stainless steel's corrosion resistance, forming a chromium oxide (Cr₂O₃) protective layer. While 304SS contains 18% chromium, high-performance alloys like AL-6XN contain 20.5%, providing superior passivation. Nickel content enhances acid resistance particularly in reducing acids like sulfuric acid, which is why nickel-based alloys outperform stainless steels in many applications. Molybdenum dramatically improves pitting resistance in chloride environments and mixed acids, with 6Mo superaustenitic stainless steels (6% Mo) showing 5–10x better pitting resistance than standard 316SS (2–3% Mo).
The PREN (Pitting Resistance Equivalent Number) provides a useful comparison metric, calculated as PREN = %Cr + 3.3×(%Mo) + 16×(%N). Higher PREN values indicate better pitting resistance. Standard 316SS has PREN ≈ 24–26, while superaustenitic alloys like AL-6XN have PREN ≈ 40–42, and high-nickel alloys like C-276 exceed 70. However, PREN is only a screening tool; actual performance must be validated for your specific acid, concentration, and temperature.
3.2 Mechanical Properties and Manufacturing Considerations
Beyond corrosion resistance, nozzle materials must meet mechanical requirements. Tensile strength determines pressure rating capability, with most cooling nozzles operating at 20–80 PSI but safety factors requiring material yield strength of 30,000+ PSI. Hardness affects erosion resistance when abrasive particles are present, though excessively hard materials become brittle. Thermal expansion coefficient matters in fixed-mount installations subjected to temperature cycling, as mismatch between nozzle and manifold materials can cause leaks. Machinability impacts manufacturing cost and precision, with free-machining grades offering tighter orifice tolerances but sometimes reduced corrosion resistance.
Material availability and lead time often drive practical decisions. Standard 316SS nozzles ship within 1–2 weeks, while exotic alloy nozzles may require 6–12 weeks for custom manufacturing. This becomes critical during emergency replacements. One steel mill we work with maintains a strategic inventory of high-nickel alloy nozzles specifically to avoid extended downtime when failures occur, even though the inventory carrying cost adds 8% to their annual nozzle budget.
4. Nozzle Material Comparison: Performance and Cost Analysis
4.1 Material Options Overview
| Material | Primary Composition | Relative Cost Factor | Typical Service Life in 15% H₂SO₄ at 160°F | Best Applications | Limitations |
|---|---|---|---|---|---|
| 304 Stainless Steel | 18% Cr, 8% Ni | 1.0× (baseline) | 200–400 hours | Mild acids, ambient temp, rinse water | Poor acid resistance, pitting in chlorides |
| 316 Stainless Steel | 16% Cr, 10% Ni, 2% Mo | 1.2× | 600–1,000 hours | Dilute acids <10%, moderate temps <120°F | Limited in concentrated acids, chloride pitting above 140°F |
| 316L Low Carbon | 16% Cr, 10% Ni, 2% Mo, <0.03% C | 1.3× | 700–1,200 hours | Welded installations, reduced sensitization | Similar limitations to 316SS |
| AL-6XN (6Mo Superaustenitic) | 20.5% Cr, 24% Ni, 6.3% Mo | 3.5× | 3,500–5,000 hours | Mixed acids, chloride environments, high temps | High cost, limited availability |
| 904L Superaustenitic | 21% Cr, 25% Ni, 4.5% Mo | 3.2× | 3,000–4,500 hours | Sulfuric acid, phosphoric acid, moderate chlorides | Lower pitting resistance than 6Mo alloys |
| Alloy 20 (Carpenter 20Cb3) | 29% Ni, 20% Cr, 2.5% Mo, 3.5% Cu | 4.0× | 4,000–6,000 hours | Hot concentrated sulfuric acid to 60% | Poor in oxidizing acids like nitric |
| Hastelloy C-276 | 57% Ni, 16% Cr, 16% Mo, 4% W | 8.5× | 8,000–12,000 hours | Severe mixed acids, HF, highest corrosion resistance | Very expensive, difficult to machine |
| Titanium Grade 2 | 99.2% Ti | 5.5× | 6,000–10,000 hours | Oxidizing acids (nitric, chromic), chloride environments | Poor in reducing acids, hydrogen embrittlement risk |
| Zirconium 702 | 99.2% Zr, 4.5% Hf | 12× | 10,000+ hours | Highly corrosive acids, HF, HCl | Extremely expensive, special machining required |
Table Interpretation: This comparison assumes continuous exposure to 15% sulfuric acid at 160°F with 2,000 operating hours per year and flow testing to define "end of life" as 15% flow rate increase. Your actual service life will vary based on acid type, concentration, temperature, contamination, and pressure cycling frequency. The cost factors represent typical material and machining cost relative to 304SS; total installed cost will also include labor and downtime.
The most common specification error is selecting 316SS for applications that actually require a higher-nickel alloy. While 316SS costs only 20% more than 304SS, it provides marginal improvement in acids above 10% concentration or temperatures above 140°F. The substantial performance jump occurs when moving to 6Mo superaustenitic or nickel-based alloys, despite their 3–8× higher cost.
4.2 Total Cost of Ownership Calculation
Initial material cost tells only part of the story. True economic comparison requires total cost of ownership analysis. Consider a pickling line cooling manifold with 80 nozzles, operating 16 hours/day, 6 days/week (approximately 5,000 hours/year). Unplanned downtime for nozzle failure costs $12,000 per hour in lost production, and scheduled replacement requires a 4-hour shutdown costing $48,000 plus $8,000 in labor.
Scenario A: 316 Stainless Steel Nozzles
- Material cost per nozzle: $35
- Initial installation: 80 nozzles × $35 = $2,800
- Service life: 800 hours (projected)
- Replacements per year: 5,000 hours ÷ 800 hours = 6.25 replacement cycles
- Annual material cost: 6.25 × $2,800 = $17,500
- Annual replacement labor: 6.25 × ($48,000 + $8,000) = $350,000
- Annual total: $367,500
Scenario B: AL-6XN Superaustenitic Nozzles
- Material cost per nozzle: $125
- Initial installation: 80 nozzles × $125 = $10,000
- Service life: 4,000 hours (projected)
- Replacements per year: 5,000 hours ÷ 4,000 hours = 1.25 replacement cycles
- Annual material cost: 1.25 × $10,000 = $12,500
- Annual replacement labor: 1.25 × ($48,000 + $8,000) = $70,000
- Annual total: $82,500
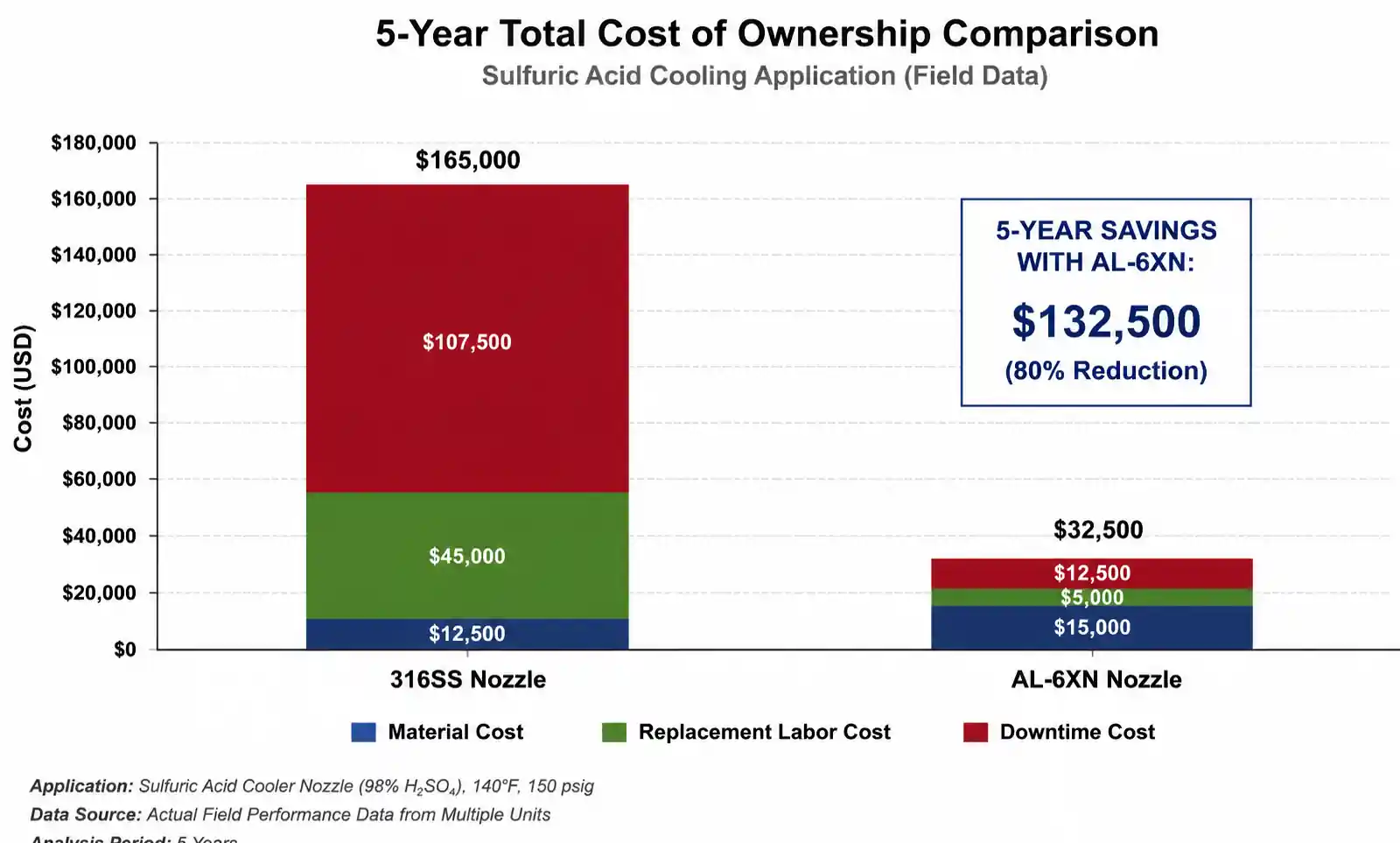
The AL-6XN option costs 3.5× more per nozzle but reduces total cost of ownership by 78% annually, saving $285,000 per year. The payback period on the higher initial investment is less than 2 weeks of operation. This calculation assumes both materials reach end of life based on flow rate testing rather than catastrophic failure; if unexpected failures occur more frequently, the TCO advantage of premium materials increases further.
5. Material Selection Decision Matrix for Specific Acids
5.1 Sulfuric Acid Environments
Sulfuric acid behavior depends critically on concentration and temperature. In dilute sulfuric acid (<10% concentration) at ambient temperature, 316SS performs adequately with service life of 2,000–3,000 hours. At 10–20% concentration and 140–180°F (typical pickling conditions), AL-6XN or 904L superaustenitic grades are recommended, providing 3,500–5,000 hours service life. For concentrated sulfuric acid (>60%) at elevated temperatures, Alloy 20 or Hastelloy C-276 is required due to the highly aggressive nature of concentrated acid.
An important consideration is sulfuric acid's transition from oxidizing to reducing behavior. Above 60% concentration and 160°F, sulfuric acid becomes strongly oxidizing, which changes the material ranking. We have seen instances where 316SS unexpectedly outperformed higher-nickel alloys in very concentrated (>80%) cold sulfuric acid, though this is a narrow application window.
5.2 Nitric-Hydrofluoric Mixed Acid Systems
The HNO₃/HF mixed acid systems used in stainless steel pickling present unique challenges. Hydrofluoric acid attacks the protective oxide layer that provides corrosion resistance in most alloys, while nitric acid provides oxidizing conditions. Standard stainless steels fail rapidly in HF, with 316SS showing severe attack within 100–200 hours in 2–5% HF mixtures at 140°F.
Titanium Grade 2 is the preferred material for nitric-hydrofluoric environments, offering 6,000–10,000 hours service life in typical pickling concentrations. Titanium forms a stable, self-healing titanium oxide layer even in the presence of HF, provided sufficient oxidizing species (HNO₃) are present. However, titanium must never be used in reducing acids or environments with insufficient oxidizer, as hydrogen embrittlement can cause sudden brittle failure.
For mixed acid systems where both reducing and oxidizing conditions may occur, Hastelloy C-276 or Zirconium 702 provide broader compatibility, though at significantly higher cost. Zirconium offers exceptional resistance to HF but costs 12× more than standard stainless steel, limiting its use to critical applications where no alternative exists.
5.3 Material Selection Table by Acid Type
| Acid System | Concentration | Temperature | Recommended Material | Alternative Material | Materials to Avoid |
|---|---|---|---|---|---|
| Sulfuric acid (H₂SO₄) | <10% | <120°F | 316SS, 316L | AL-6XN | 304SS |
| Sulfuric acid (H₂SO₄) | 10–20% | 140–180°F | AL-6XN, 904L | Alloy 20 | 316SS, 304SS |
| Sulfuric acid (H₂SO₄) | >60% | 160–200°F | Alloy 20, C-276 | — | All standard SS grades |
| Nitric acid (HNO₃) | 5–20% | <160°F | Titanium Grade 2, 316SS | AL-6XN | Carbon steel |
| Hydrofluoric acid (HF) | 2–10% | <140°F | Titanium Grade 2*, Zirconium 702 | Hastelloy C-276 | All stainless steels |
| Mixed HNO₃/HF | 8–15% / 2–5% | 120–160°F | Titanium Grade 2*, Zirconium 702 | Hastelloy C-276 | 316SS, AL-6XN |
| Phosphoric acid (H₃PO₄) | 30–50% | 140–180°F | 904L, AL-6XN | Hastelloy C-276 | 316SS |
| Hydrochloric acid (HCl) | <5% | <120°F | Hastelloy C-276, Zirconium 702 | Titanium Grade 2 | 316SS, AL-6XN |
| Acid fume scrubber mixed | Variable, pH 1.5–3 | 100–140°F | AL-6XN, 904L | Hastelloy C-276 | 316SS |
* Titanium requires oxidizing environment; do not use in pure HF or reducing conditions
** Titanium acceptable in dilute HCl with oxidizers present
Critical Decision Notes: This table provides general guidance based on our field experience and accelerated laboratory testing. Always conduct site-specific corrosion testing before committing to large nozzle orders, especially for mixed acid systems or when contamination levels are unknown. Temperature spikes, chloride contamination, or unexpected pH excursions can dramatically reduce service life even for properly selected materials. When in doubt, specify the next higher performance material or conduct a pilot installation of 10–20 nozzles to validate service life before full system conversion.

6. Real-World Case Study: Material Upgrade ROI
6.1 Background and Problem Statement
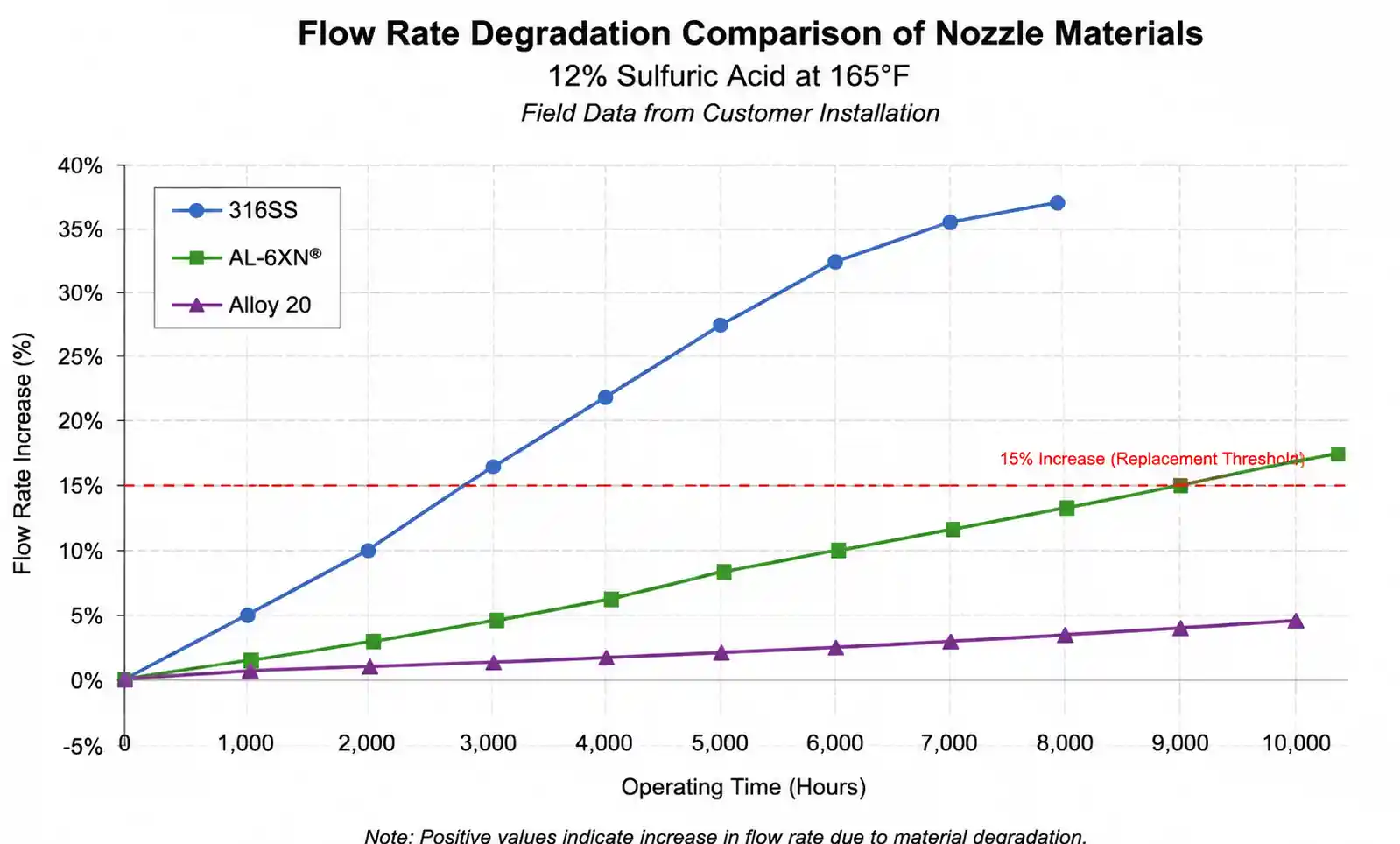
A European stainless steel producer operated a continuous pickling line processing 400 series stainless steel strip using a 12% sulfuric acid bath at 165°F. The cooling section immediately downstream of the acid bath used 120 full cone nozzles at 40 PSI to reduce strip temperature from 180°F to 95°F before the rinse section. Originally installed with 316SS nozzles, the system experienced frequent failures due to orifice enlargement and eventual spray pattern collapse.
Maintenance records showed nozzle replacement occurring every 6–8 weeks, requiring a complete 6-hour line shutdown. Each shutdown cost approximately €55,000 in lost production plus €6,000 in labor and materials. Annual nozzle-related downtime totaled 8–9 shutdowns, costing €488,000–€549,000 per year. Additionally, gradual flow rate increase between replacements caused cooling inconsistency, resulting in temperature control problems and occasional quality defects in the final product.
6.2 Solution and Implementation
After conducting on-site acid sampling and temperature mapping, we recommended upgrading to AL-6XN superaustenitic stainless steel nozzles. The material composition (20.5% Cr, 24% Ni, 6.3% Mo, PREN ≈ 42) provided substantially better resistance to sulfuric acid at the operating conditions. Initial cost for 120 AL-6XN nozzles was €15,600 compared to €4,200 for 316SS, representing a €11,400 premium.
The customer initially installed 20 AL-6XN nozzles in the highest-exposure section as a pilot test, while retaining 316SS in the lower-exposure zones. After 6 months, the 316SS nozzles required complete replacement while the AL-6XN test nozzles showed minimal wear. Flow testing indicated only 3% flow rate increase on the AL-6XN units versus 22% increase on 316SS units operating in similar conditions. Based on these results, the full system was converted to AL-6XN.
6.3 Results and ROI Analysis
After full AL-6XN implementation, nozzle-related shutdowns decreased from 8–9 per year to 1.5 per year, with service life extending to 14–16 months. Annual downtime cost dropped from €488,000 to €91,500, saving €396,500 per year. Material cost increased from approximately €33,600 (8 × €4,200) to €23,400 (1.5 × €15,600), providing an additional €10,200 annual savings. Total annual savings: €406,700. Payback period on the initial upgrade investment: 19 days of operation.
Beyond direct cost savings, the plant reported improved process stability due to more consistent spray patterns throughout the service cycle. Temperature control variability decreased from ±8°F to ±3°F, reducing temperature-related quality defects by an estimated 40%. While difficult to quantify precisely, the plant estimated this quality improvement added €75,000–€100,000 in annual value through reduced scrap and rework.
7. Installation and Maintenance Best Practices
7.1 Installation Guidelines for Acid Environments
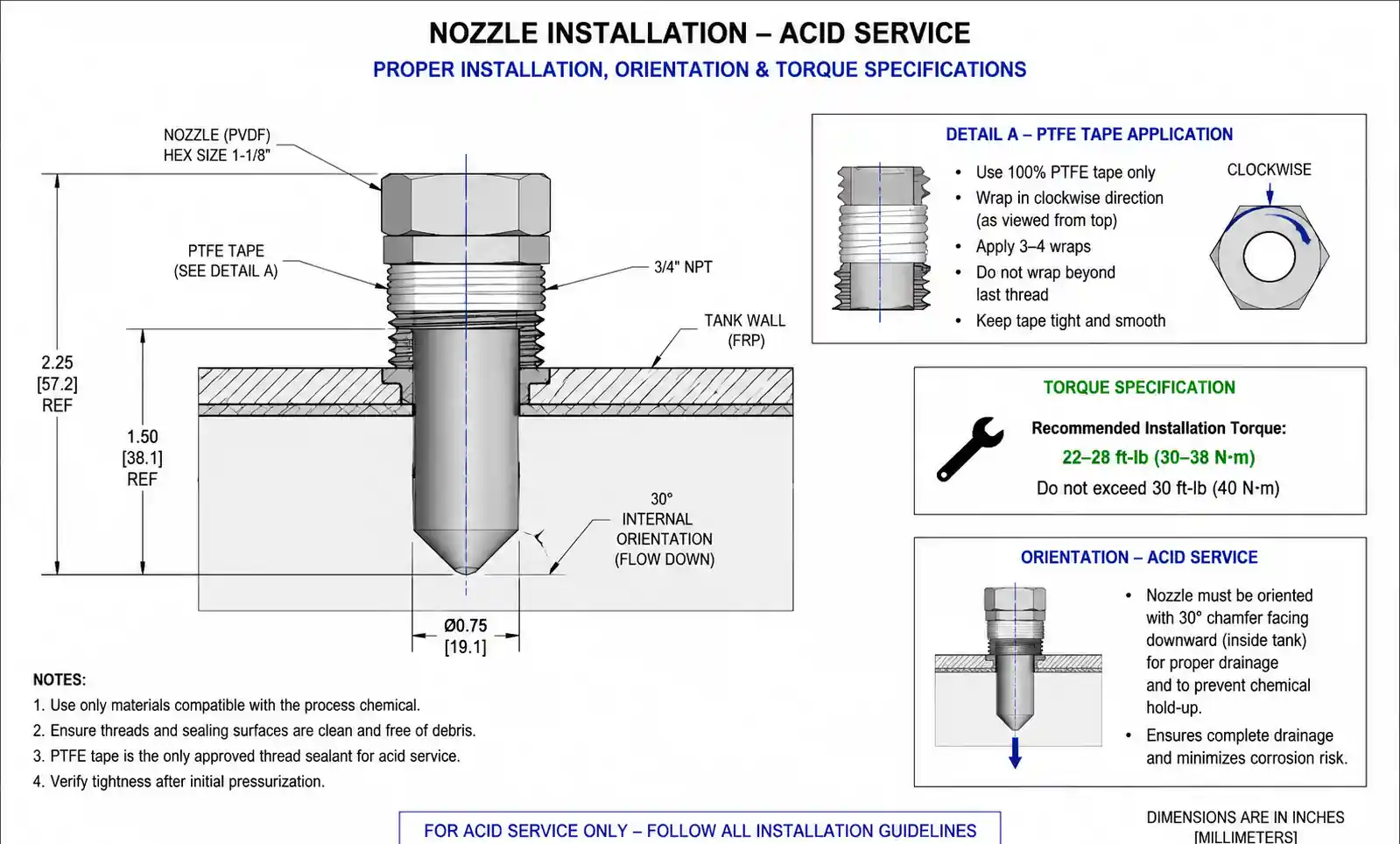
Proper installation significantly extends nozzle service life regardless of material. Thread sealant selection is critical; use only PTFE tape or paste rated for acid service, as standard sealants may degrade and cause leaks. Apply 3–4 wraps of PTFE tape in the direction of thread rotation. Never use silicone-based sealants in acid environments. Installation torque should follow manufacturer specifications, typically 15–25 ft-lbs for 1/4" NPT connections. Over-tightening can crack ceramic-lined nozzles or deform orifice-bearing surfaces; under-tightening allows acid penetration into threads.
Nozzle orientation matters in acid environments. Install nozzles with orifices pointed downward whenever possible to prevent acid accumulation in internal cavities during shutdown periods. Stagnant acid trapped in nozzle bodies during idle periods causes accelerated corrosion. If upward-pointing nozzles are unavoidable, implement a water flush procedure before each shutdown. Manifold material compatibility is essential; ensure the manifold material is equal to or better than the nozzle material, as galvanic corrosion can occur when dissimilar metals contact in acidic electrolyte. Isolate dissimilar metals with PTFE washers if necessary.
7.2 Preventive Maintenance and Monitoring
Establish a flow testing schedule to catch performance degradation before catastrophic failure. We recommend quarterly flow testing for 316SS nozzles in acid service and semi-annual testing for premium alloys. Use a calibrated flow meter at your operating pressure; record flow rate and calculate percent change from baseline. Replace nozzles when flow rate increases 12–15% above nominal, as spray pattern uniformity begins to deteriorate beyond this threshold. Visual inspection should check for external corrosion, especially at thread roots where stress corrosion cracking initiates, spray pattern uniformity using water-sensitive paper or direct observation, deposits or scale buildup on external surfaces, and signs of cavitation damage (pitted surfaces at orifice exit).
Implement a flush protocol for systems with intermittent operation. Acid left in contact with nozzles during extended idle periods causes more damage than continuous operation at the same concentration. Flush with deionized water for at least 5 minutes before shutdowns exceeding 4 hours. For mixed acid systems, a weak alkaline flush (1–2% sodium carbonate solution) followed by water rinse provides better protection, though this must be carefully controlled to avoid scale precipitation in the nozzle bodies.
7.3 Common Installation Mistakes to Avoid
From our field service experience, three installation errors account for 60% of premature nozzle failures. Installing nozzles at excessive pressure beyond design rating accelerates both erosion and corrosion, as higher velocity increases mass transfer rates at corroding surfaces. If you need higher flow, specify larger orifice nozzles rather than over-pressurizing smaller orifices. Using mixed materials in the same manifold without galvanic isolation creates electrochemical cells that accelerate corrosion of the less noble material. If you must mix 316SS and titanium nozzles, isolate them on separate manifolds or use PTFE isolating bushings. Finally, failing to verify acid concentration and temperature before specifying materials leads to rapid failure; do not rely on nominal process specifications. Measure actual exposure conditions with pH meter and temperature logger before final material selection.
One particularly costly mistake we encountered involved a plant that specified AL-6XN nozzles based on nominal 15% sulfuric acid concentration. Unknown to the specifier, the actual bath concentration drifted to 22–25% due to inconsistent acid addition control. Even the premium AL-6XN material degraded rapidly in the higher concentration, requiring replacement every 8 months instead of the expected 18 months. After implementing better concentration control and upgrading to Alloy 20 in the highest-exposure zones, service life improved to 20+ months.
8. FAQ: Common Material Selection Questions
Q: Can I upgrade just the most exposed nozzles and keep 316SS elsewhere to reduce cost?
Yes, and this is often the most cost-effective approach. Identify the 20–30% of nozzles with highest acid exposure (typically closest to the acid bath or in direct splash zones) and upgrade those to premium materials. The remaining nozzles in lower-exposure zones can use 316SS or 316L. This "tiered material" strategy reduces upgrade cost by 50–65% while capturing 75–85% of the reliability improvement. Document which nozzle positions use which materials for future maintenance.
Q: How do I know when to replace nozzles – should I wait for visible failure or use flow testing?
Always use flow testing rather than waiting for visible failure. Gradual orifice enlargement from corrosion increases flow rate and degrades spray pattern uniformity long before catastrophic failure occurs. We recommend replacement when flow rate increases 12–15% above baseline, as cooling or cleaning effectiveness begins to deteriorate beyond this point. Quarterly flow testing for standard stainless steel nozzles and semi-annual testing for premium alloys provides adequate monitoring without excessive labor cost.
Q: Is there a universal "best" material for all acids in stainless steel production?
No. Hastelloy C-276 offers the broadest acid compatibility but costs 8–10× more than 316SS, making it impractical for large installations. The optimal material depends on specific acid type, concentration, temperature, and economic factors. For sulfuric acid pickling (most common), AL-6XN or 904L provides the best performance-to-cost ratio. For mixed nitric-hydrofluoric systems, Titanium Grade 2 is preferred. Always match the material to your specific conditions rather than specifying "the best material."
Q: Can nozzle design (full cone vs. flat fan) affect corrosion rate?
Yes, though the effect is usually secondary to material selection. Designs with internal recirculation zones or stagnant pockets accumulate acid and corrode faster during shutdown periods. Full cone and hollow cone nozzles with simple internal geometry generally outperform complex air atomizing designs in corrosive service. Flat fan nozzles with elliptical orifices may experience preferential corrosion at the narrow ends where velocity is highest. When possible, choose simple internal geometry with no dead zones for acid service.
Q: Should I specify ceramic or carbide inserts for longer life?
Ceramic and carbide inserts excel in abrasive erosion applications but offer limited benefit in pure acid corrosion. Ceramics like silicon carbide and alumina are chemically inert to most acids, but the metal body surrounding the insert still corrodes, eventually causing insert loosening or complete nozzle failure. Carbide inserts (typically tungsten carbide) provide excellent wear resistance but the cobalt binder can corrode in acidic environments. Use ceramic/carbide inserts primarily when both acid and abrasive particles are present; for pure acid corrosion, select appropriate metal alloys instead.
Q: What about coatings – can I coat 316SS nozzles instead of upgrading materials?
Acid-resistant coatings like PTFE, ceramic, or electroless nickel plating have limited success in nozzle applications. The high-velocity flow through small orifices and pressure cycling cause coating delamination within weeks to months. Additionally, any coating defect or damage creates a localized corrosion cell that accelerates base metal attack. We do not recommend coatings as a substitute for proper material selection in acid service. The only exception is electroless nickel-PTFE composite coatings for specific non-wetting applications, but these still require compatible base material.
9. Conclusion and Next Steps
Picking the right material for cooling nozzles in acidic stainless steel production is a big deal for both cost and uptime. Sure, alloys like AL‑6XN, Alloy 20, or Hastelloy C‑276 can cost 3–10× more than plain 316SS, but when you look at total cost of ownership—fewer replacements, less downtime—you're often looking at 60‑80% savings. The trick isn't to default to what you know; it's to match the alloy to your actual acid type, concentration, and temperature.
Our go‑to approach is simple:
- Get real data on your environment—acid concentration, temp, contaminants, pressure.
- Pick candidates using the decision matrix (see Section 5), but prioritize lifetime cost, not purchase price.
- Run a pilot with 15‑25 nozzles, and check flow every quarter to confirm the expected life.For new builds or retrofits, ask your supplier for corrosion data that's specific to your conditions—generic tables are just a starting point. Also consider tiering: use the fancy alloys on the 20‑30% of nozzles that see the worst abuse, and standard material elsewhere. That balances cost and reliability nicely.
Have a specific application in mind? Send us your process details and we'll give you tailored material recommendations, backed by lab tests and real‑world field experience.