





High Pressure Tank Cleaning Nozzle Selection Guide 2026: Rotary vs Static vs Orbital
Key Takeaways (Quick Summary)
- High-pressure nozzles (1,500–10,000 PSI) deliver 5–25 lbf impact force — necessary for baked-on polymers, scale, and viscous residues that resist chemical cleaning alone.
- Three primary types: Rotary jet heads (best for vertical tanks), static high-impact (horizontal tanks, high debris), and 3D orbital (complex geometries with internal obstructions).
- Material economics: Tungsten carbide costs 5–7× more than 316 SS but lasts 15–25× longer — in high-use applications, carbide pays for itself within months.
- ROI threshold: When production downtime exceeds $5,000/hour with monthly cleaning frequency, automated high-pressure systems typically pay back within 12 months.
- Critical rule: 100‑mesh (149 micron) filtration minimum — inadequate filtration causes 80%+ of premature nozzle failures.
Table of Contents
- What Makes High-Pressure Tank Cleaning Different
- Critical Performance Parameters
- Nozzle Type Comparison: Rotary vs Static vs Orbital
- When to Use High-Pressure Tank Cleaning Nozzles
- Material Selection and Wear Life Economics
- Installation and Common Failure Modes
- ROI: Automated Nozzles vs Manual Cleaning
- FAQ
- Conclusion
1. What Makes High-Pressure Tank Cleaning Different

High-pressure tank cleaning operates in the 1,500–10,000 PSI range — fundamentally different from low‑pressure spray balls (20–150 PSI). Higher kinetic energy enables mechanical removal of baked‑on residues, polymers, scale, and viscous materials that resist chemical cleaning alone.
Impact force equation: F = (ρ × Q × V) / g
At 3,000 PSI through a 0.25‑inch orifice, jet velocity reaches ~280 ft/s, creating impact forces around 12 lbf — enough to remove most industrial residues but below the threshold that damages epoxy‑coated steel (typically 30+ lbf concentrated impact).
Key advantage: Cleaning‑in‑place (CIP) capability without confined space entry. In one crude oil tank project, switching from manual entry to a 3,000 PSI rotary jet head reduced cleaning time from 48 hours to 6 hours and eliminated breathing apparatus and rescue standby personnel.
2. Critical Performance Parameters
| Parameter | Impact on Cleaning | Typical Range | Measurement |
|---|---|---|---|
| Impact Force | Must exceed residue adhesion | 5–25 lbf | F = (ρ × Q × V) / g |
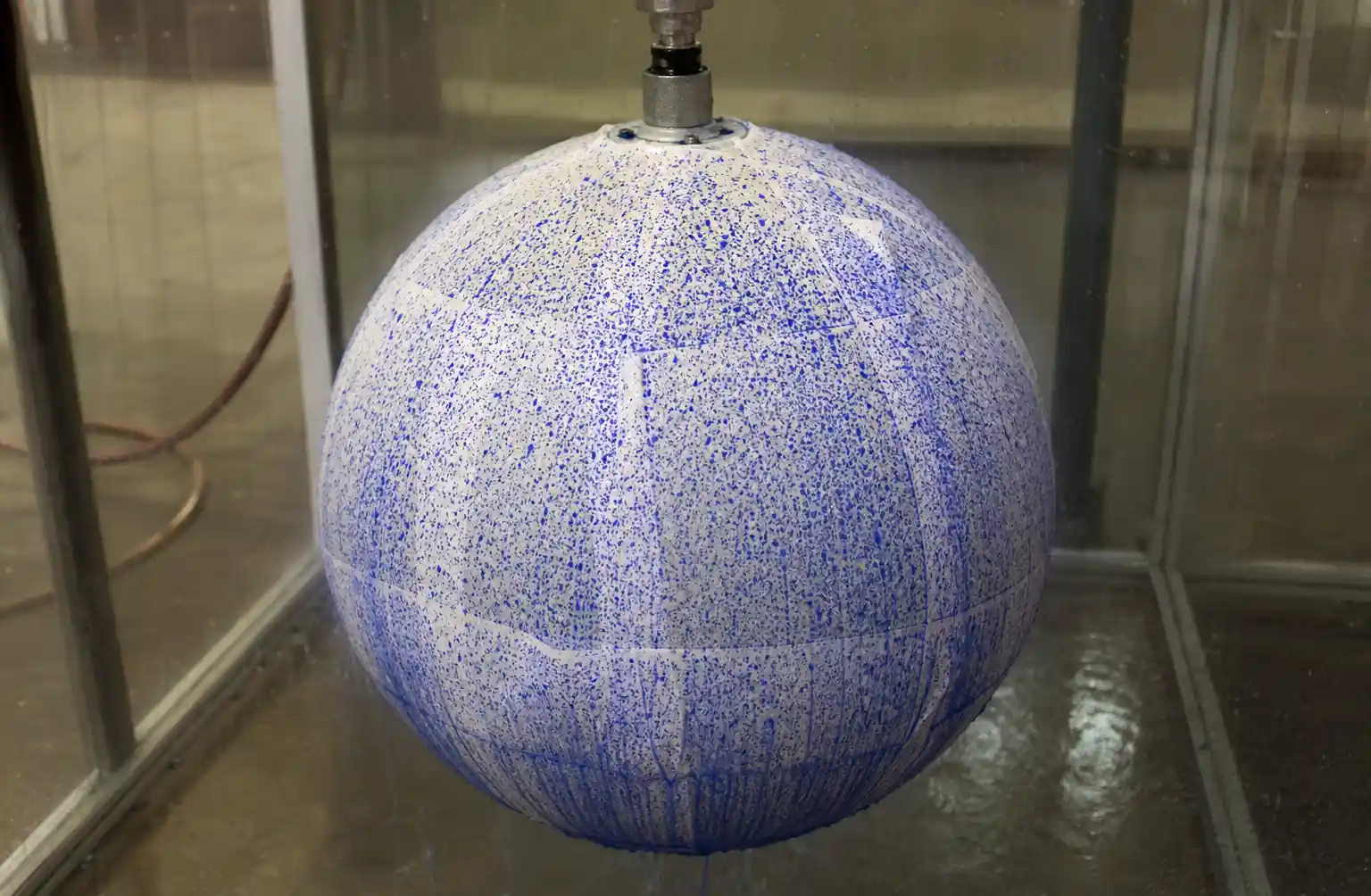
| Coverage Pattern | Determines shadow zones | 360° / fixed / spherical | Coverage mapping |
| Cycle Time | Directly affects downtime cost | 5–30 min | Timed trials |
| Fluid Consumption | Affects water/wastewater costs | 850–2,500 gal/cycle | Flow meter |
Impact Force Guidelines by Residue Type:
| Residue Type | Required Impact Force | Minimum Pressure |
|---|---|---|
| Light oils, dust | 3–6 lbf | 1,000–1,500 PSI |
| Food residues, sugars | 8–12 lbf | 2,000–2,500 PSI |
| Polymerized organics | 12–18 lbf | 2,500–4,000 PSI |
| Mineral scale, baked‑on inorganics | 18–25+ lbf | 4,000–6,000+ PSI |
Coverage and Cycle Time: Vertical cylindrical tanks with L/D > 2:1 require rotary jet heads. Horizontal tanks benefit from multiple static nozzles. A 40‑foot tall tank typically needs 12–20 minutes at 3,000 PSI with a dual‑jet rotary head.
📘 For a deeper understanding of how cleaning radius and impact force determine effective coverage, see our Cleaning Radius Explained: How to Size Your Nozzle guide.
3. Nozzle Type Comparison: Rotary vs Static vs Orbital
| Nozzle Type | Pressure Range | Rotation | Best For | Coverage | Cycle Time | Relative Cost |
|---|---|---|---|---|---|---|
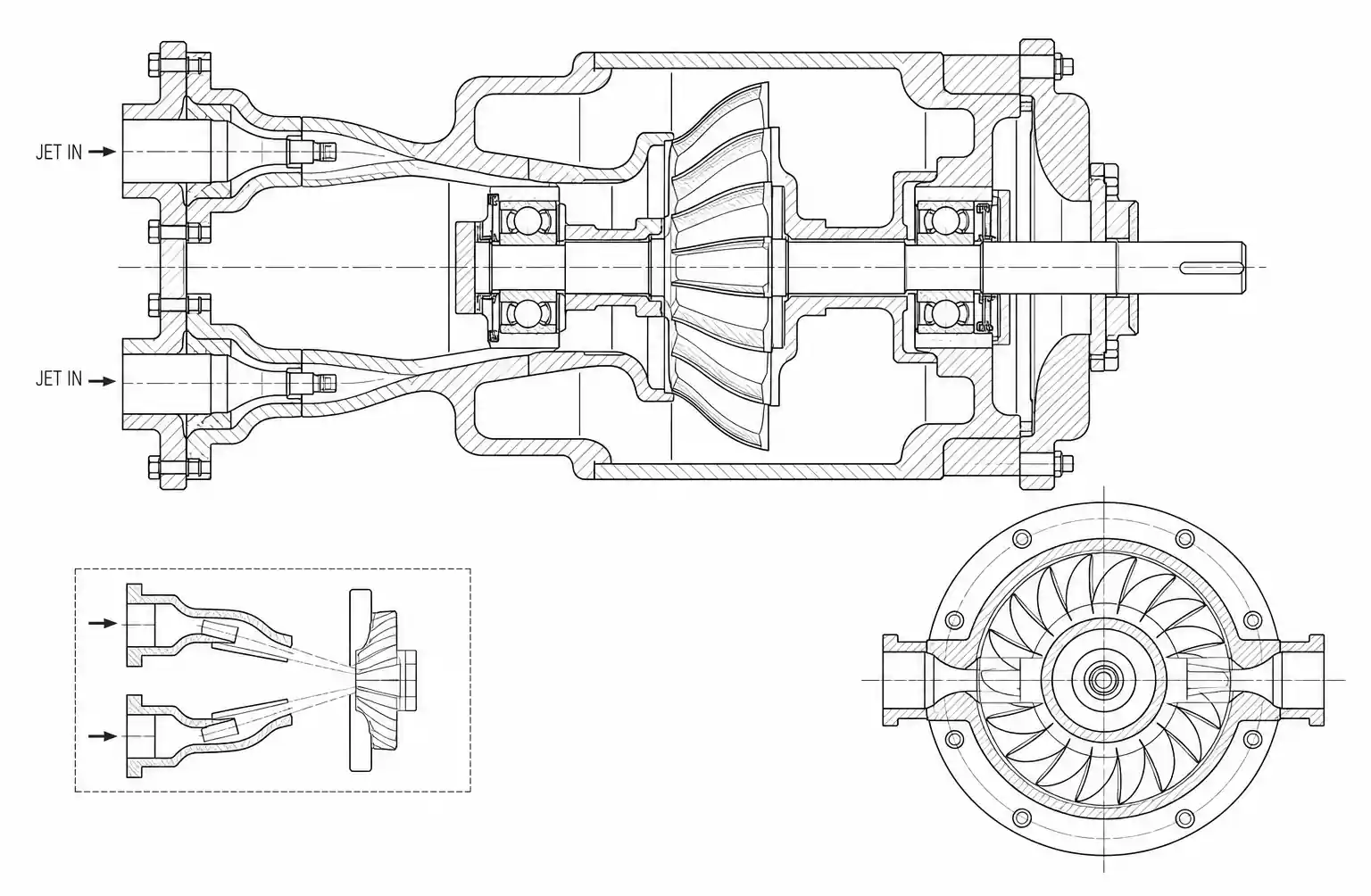
| Rotary Jet Head | 1,500–7,500 PSI | Fluid‑driven turbine | Vertical tanks, silos, reactors | 360° indexed | 12–25 min | 1.0x |
| Static High‑Impact | 3,000–10,000 PSI | None (fixed) | Horizontal tanks, targeted zones | Fixed cones | 5–15 min | 0.4x |
| 3D Orbital | 2,000–5,000 PSI | Orbital motion | Complex geometries, internals | Full 3D sphere | 15–30 min | 1.8x |
| Spray Ball (ref) | 20–150 PSI | None | Light soils, rinsing only | 360° static | 20–60 min | 0.2x |
Selection Quick Guide:
- Rotary Jet Head: Single entry point, full automation, clean fluids — filtration critical.
- Static High‑Impact: High debris tolerance, horizontal tanks, multiple nozzle positions.
- 3D Orbital: Complex internals, coils, agitators — slow but reaches everything.
4. When to Use High‑Pressure Tank Cleaning Nozzles
Scenario 1: Baked‑On or Polymerized Residues
If overnight soaking with heated solution doesn't remove residues, you need impact forces above 10 lbf — achievable only at 2,500+ PSI.
Example: Pharmaceutical manufacturer spent $12,000/month on manual scrubbing. 3,000 PSI rotary jet achieved equivalent cleanliness in 18 minutes vs 4 hours manual. Payback: 6.5 weeks.
Scenario 2: Eliminating Confined Space Entry
OSHA data shows confined space incidents account for ~60% of tank cleaning fatalities. Automated high‑pressure cleaning eliminates this risk.
Example: Crude oil terminal calculated $8,500 per manual tank entry. $18,000 rotary jet system broke even after the third cleaning cycle.
Scenario 3: Tight Cleaning Validation Requirements
Pharmaceutical/food applications requiring <10 ppm residue limits. High‑pressure systems consistently achieve <1 ppm in validation testing.
Scenario 4: High‑Value Production Time
When every hour of downtime costs $5,000–$50,000, reducing cleaning from 6 hours to 45 minutes generates substantial value.
When NOT to Use High‑Pressure:
- Residues rinse easily below 200 PSI (use spray balls — 70–80% lower cost)
- Internal structures shadow >30% of surfaces
- Cleaning frequency < quarterly and tanks <5,000 gallons
5. Material Selection and Wear Life Economics
| Material | Hardness (HRC) | Relative Wear Life | Cost Multiple | Best For |
|---|---|---|---|---|
| 316 Stainless Steel | 20–25 | 1.0x | 1.0x | Clean water, non‑abrasive |
| Hardened 17‑4 PH | 38–42 | 3–4x | 1.3x | Moderate abrasion |
| Tungsten Carbide | 70–75 | 15–25x | 5–7x | High abrasion, slurries |
| Silicon Carbide | 68–72 | 20–30x | 4–6x | Extreme abrasion, chemicals |
| Sapphire Inserts | 80+ | 40–60x | 8–12x | Ultra‑high wear, pharma |
Wear Life Economics Example:
In clean water at 3,000 PSI (2 cleanings/day, 20 min/cycle):
| Material | Hours to 10% Wear | Cleaning Cycles | Replacement Cost | Cost/Cycle |
|---|---|---|---|---|
| 316 SS | 600–800 | 900–1,200 | $180 + $8,600 downtime | $9.76 |
| Hardened 17‑4 | 2,000–2,500 | 3,000–3,600 | $230 + $8,600 downtime | $2.45 |
| Tungsten Carbide | 8,000–12,000 | 12,000–18,000 | $1,200 + $8,600 downtime | $0.82 |
Tungsten carbide saves $5,243/year despite 6.7× higher initial cost.
Abrasive Service: In 5% silica slurry, 316 SS life drops to 100–200 hours (3–4 months). Carbide or ceramic becomes mandatory.
🔧 For a systematic approach to diagnosing nozzle wear and preventing premature failure, refer to our Nozzle Failure Analysis in Desulfurization Systems guide.

6. Installation and Common Failure Modes
Three failure modes account for 80%+ of premature failures.
Failure #1: Inadequate Filtration
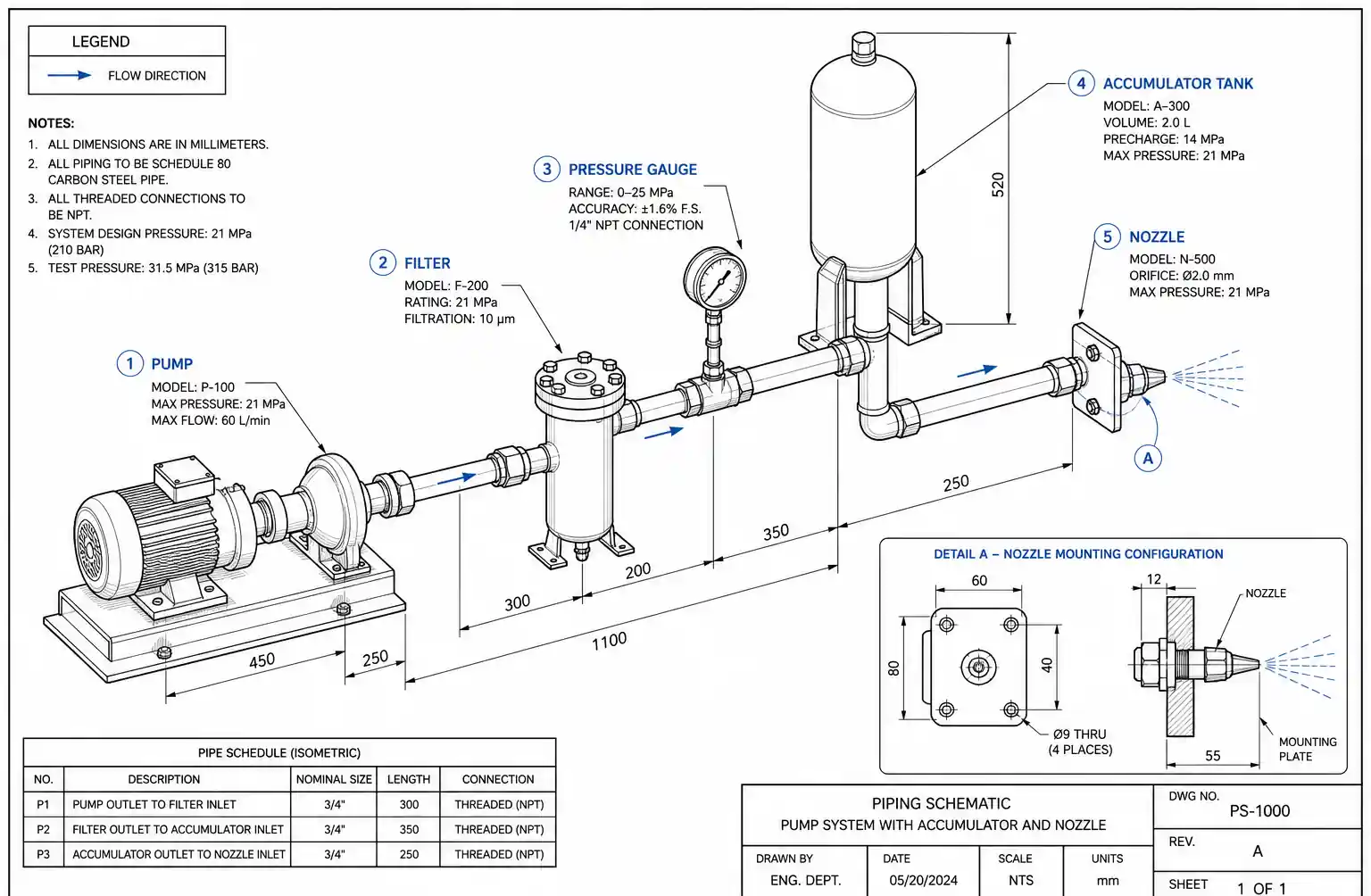
- High‑pressure nozzles with 0.125–0.375" orifices require 100 mesh (149 micron) minimum filtration
- Rotary jet heads with turbine drives are especially sensitive
- Solution: Automatic self‑cleaning filters with 0.5 GPM backflush per 50 GPM flow
Failure #2: Cavitation Damage
- Caused by pressure drop below fluid vapor pressure — from undersized piping or quick‑closing valves
- Solution: Maintain minimum inlet pressure, slow‑closing valves (5–10 sec ramp), gauges at nozzle manifold
Failure #3: Thermal Shock
- Introducing 175°F solution into cold nozzles cracks ceramic materials
- Solution: Temperature ramp ≤40°F/min for carbide/ceramic, ≤80°F/min for metals
Failure #4: Pressure Spikes
- Rapid pump starts or valve actuation create 2–3× pressure spikes
- Solution: Accumulator tanks (5–10 gal) + soft‑start pump controllers ($800–1,200)
⚠️ Understanding the root causes of nozzle failure—from erosion to clogging—can help you avoid these costly mistakes. See our guide on nozzle failure modes and fixes for detailed diagnostics.
7. ROI: Automated Nozzles vs Manual Cleaning
Example: 15,000‑gallon vertical tank, quarterly cleaning (4×/year)
| Cost Component | Manual Cleaning | Automated System |
|---|---|---|
| Confined space entry (2 pers × 4h × $75) | $600 | $0 |
| Cleaning labor (2 pers × 8h × $65) | $1,040 | $0 |
| Chemicals & disposal | $350 | $350 |
| Production downtime (10h × $12,000/h) | $120,000 | $0 |
| Safety/compliance training | $200/year | $200/year |
| Capital amortization | $0 | $7,600/year |
| Power & maintenance | $0 | $2,604/year |
| Annual Cost | $488,000 | $10,404 |
Annual Savings: $477,596 | Payback: <1 month
ROI Threshold: When production downtime >$5,000/hour and cleaning frequency is monthly or more frequent, automated systems almost always generate positive ROI within 12 months.
8. FAQ
Q: Can high‑pressure nozzles damage tank coatings?
A: Yes, if impact force exceeds coating adhesion strength. Epoxy coatings withstand 20–25 lbf. Limit impact force to 15 lbf for epoxy‑lined tanks. Glass‑lined reactors require reduced pressures (1,500–2,000 PSI) with larger orifices.
Q: How do I determine minimum pressure for effective cleaning?
A: Start at 2,500 PSI for initial trials, then reduce pressure until cleaning degrades. Food residues: 1,500–2,000 PSI. Polymerized organics: 2,500–4,000 PSI. Mineral scale: 4,000–6,000+ PSI.
Q: What flow rate do I need?
A: 15–25 GPM for tanks up to 20,000 gal; 30–50 GPM for 20,000–50,000 gal. Rotary heads require minimum 10 GPM for reliable rotation.
Q: How often should I replace nozzles?
A: Monitor flow rate at constant pressure — when flow increases 10% above baseline, replace. 316 SS: 600–800 hours; carbide: 8,000–12,000 hours.
Q: Can I use city water pressure?
A: No. City water (40–80 PSI) provides insufficient impact force. High‑pressure systems require dedicated pump packages capable of 1,500+ PSI.
Q: Do high‑pressure nozzles work with viscous cleaning solutions?
A: Yes, but specify larger orifices (0.312–0.437" vs standard 0.187–0.250") when viscosity exceeds 50 cP. Heated solutions (120–160°F) reduce viscosity.
9. Conclusion
High‑pressure tank cleaning nozzles are the right solution when:
- Residue adhesion requires mechanical impact force (10+ lbf)
- Confined space entry must be eliminated for safety or cost
- Production downtime value justifies capital investment
- Validation requires documented, repeatable cleaning
Selection Decision Flow:
| Condition | Recommended Type |
|---|---|
| Vertical tank, clean fluid, automated | Rotary Jet Head |
| Horizontal tank, high debris, multiple nozzles | Static High‑Impact |
| Complex internals, coils, agitators | 3D Orbital |
| Light soils, low pressure | Spray Ball (not high‑pressure) |
Material Decision Flow:
| Operating Condition | Material |
|---|---|
| Clean water, <500 cycles/year | 316 SS |
| Moderate abrasion, 500–2,000 cycles/year | Hardened 17‑4 PH |
| High abrasion, >2,000 cycles/year | Tungsten Carbide or SiC |
| Extreme wear, critical uptime | Sapphire inserts |
📚 Further Reading:
Master the fundamentals of impact force, coverage, and nozzle sizing for optimal tank cleaning performance — check out our detailed guide: Cleaning Radius Explained: How to Size Your Nozzle.
All internal links are provided as additional resources to support your selection process. For specific application advice, consult your nozzle manufacturer or process engineering team.