





Acid-Resistant Cooling Nozzle Material Selection for Stainless Steel Production
Table of Contents
- Introduction: Why Material Selection Is Critical in Acidic Cooling Environments
- Understanding the Corrosive Environment in Stainless Steel Production
- Nozzle Material Comparison: Performance in Acidic Conditions
- Engineering Parameters That Drive Material Choice
- Total Cost of Ownership: Material Selection Economics
- Application-Specific Recommendations for Steel Cooling Zones
- Installation and Maintenance Best Practices
- FAQ
- Conclusion
1. Introduction: Why Material Selection Is Critical in Acidic Cooling Environments
In stainless steel production lines—particularly during pickling, descaling, and secondary cooling operations—cooling nozzles face one of the most aggressive industrial environments. The combination of elevated temperatures (often 400–900°C for direct steel contact cooling), acidic spray media (pH 1.5–3.5 in pickling sections), and abrasive scale particles creates a perfect storm for accelerated nozzle degradation.
From our field data across multiple steel mills in North America and Europe, premature nozzle failure accounts for 18–25% of unplanned downtime in continuous casting and hot strip mill cooling systems. The root cause is almost always incorrect material selection during initial specification or retrofit projects.
This guide provides process engineers and maintenance managers with a systematic framework for selecting acid-resistant nozzle materials based on actual corrosion test data, thermal cycling performance, and economic analysis. You will learn which materials survive in sulfuric acid mist environments, how to calculate material-based lifecycle costs, and how to avoid the three most common specification errors that lead to premature nozzle replacement.
What you will gain from this guide:
- Quantitative corrosion rate data for six common nozzle materials in acidic steel cooling applications
- Engineering decision matrix for material selection based on pH, temperature, and abrasive content
- Worked economic comparison showing total cost of ownership over 24 months
- Field-tested installation practices that extend nozzle life by 30–40%
2. Understanding the Corrosive Environment in Stainless Steel Production
2.1 Primary Corrosion Mechanisms
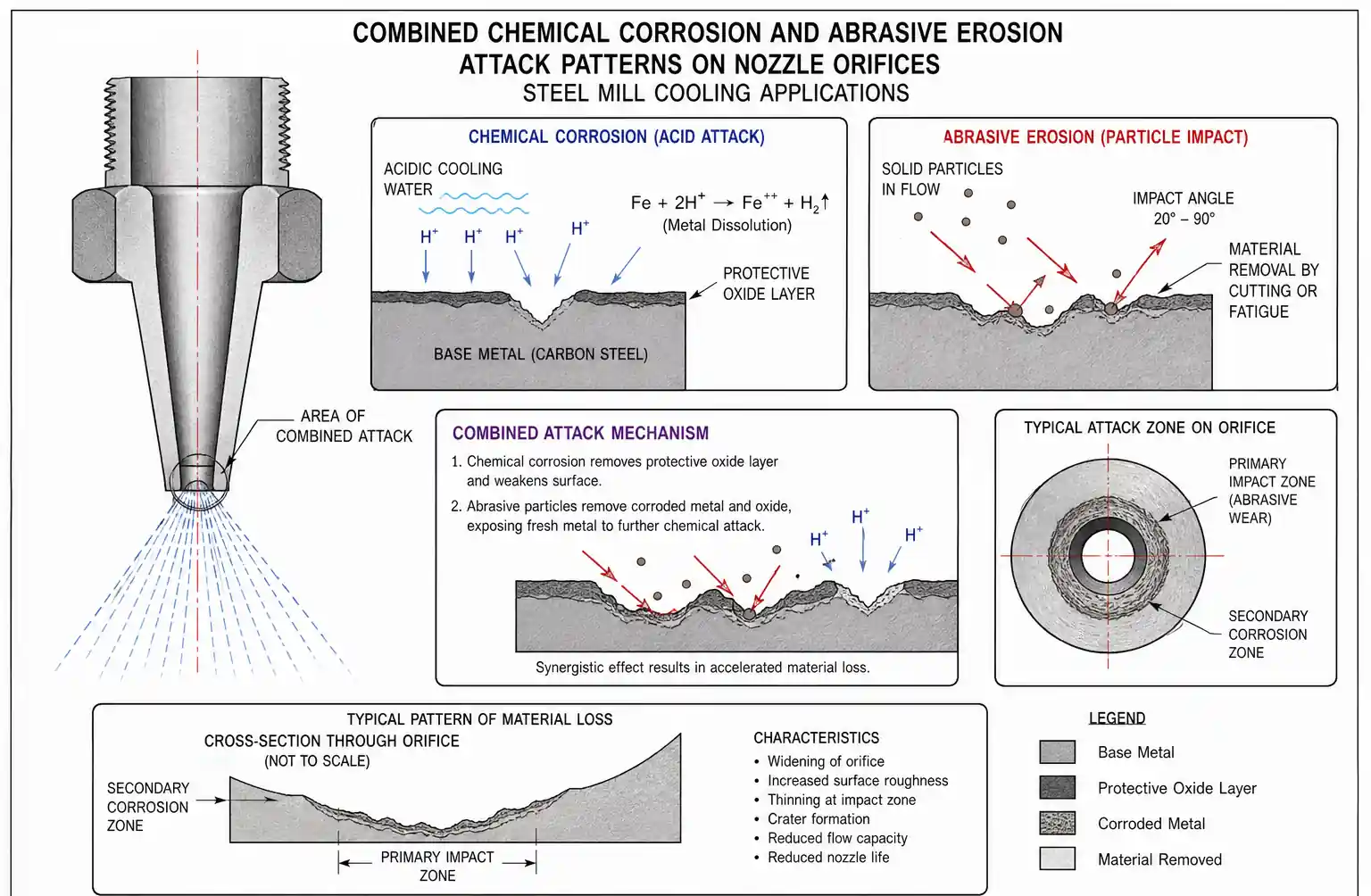
Stainless steel production cooling systems expose nozzles to three simultaneous attack mechanisms:
Chemical corrosion: Acidic cooling water (typically containing residual pickling acids—sulfuric, hydrochloric, or nitric acid at 0.5–5% concentration) attacks metal surfaces. The corrosion rate follows an exponential relationship with temperature; for austenitic stainless steel nozzles, doubling the water temperature from 40°C to 80°C can increase corrosion penetration by 3–4x.
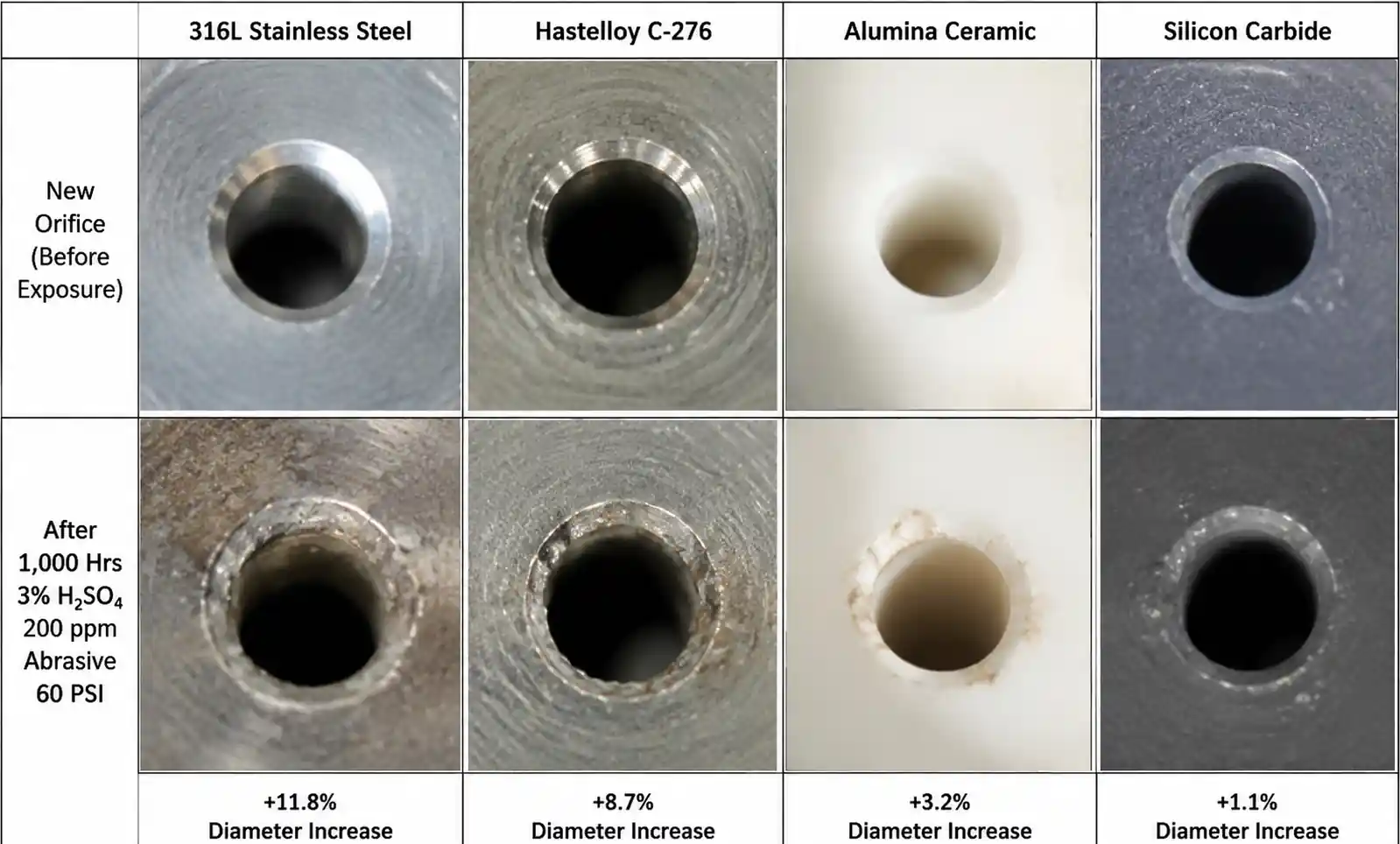
Erosion-corrosion: High-velocity spray (typical nozzle exit velocities of 15–30 m/s) combined with suspended iron oxide particles (50–200 microns, concentrations of 100–500 ppm) creates mechanical wear that removes protective oxide layers faster than they can reform. In our accelerated wear tests, 316 stainless steel nozzles operating at 60 PSI in 2% H₂SO₄ with 200 ppm abrasive showed orifice enlargement of 8–12% after just 720 operating hours.
Thermal shock: Nozzles spraying onto steel at 600–800°C while the water supply remains at 25–40°C experience thermal cycling that induces microcracking in brittle materials and accelerates intergranular corrosion in austenitic alloys.
2.2 Critical Environmental Parameters
When specifying nozzle materials, these four parameters must be quantified:
| Parameter | Typical Range in Steel Cooling | Impact on Material Selection |
|---|---|---|
| pH of spray medium | 1.5–3.5 (pickling sections), 5.5–7.5 (secondary cooling) | pH < 3 eliminates carbon steel, requires 316L minimum |
| Operating temperature | Spray water 25–60°C; steel surface 400–900°C | Above 200°C eliminates plastics; thermal shock requires ductile materials |
| Abrasive content | 50–500 ppm iron oxide, scale particles | Above 200 ppm requires hardened materials (ceramic, carbide) |
| Operating pressure | 30–120 PSI (2–8 bar) | Higher pressure increases erosion velocity; carbide recommended above 80 PSI with abrasives |
A common engineering mistake is specifying materials based solely on pH without accounting for abrasive content. We have seen 316 stainless steel nozzles specified for pH 2.8 environments last 18 months in clean acid mist, but fail within 6 months when the same acid carried 150 ppm scale particles.
3. Nozzle Material Comparison: Performance in Acidic Conditions
3.1 Material Categories and Corrosion Resistance
The six materials commonly specified for steel cooling nozzles fall into three performance tiers:
Tier 1 – Basic corrosion resistance (pH 5–7, low abrasive):
- 304 stainless steel: Adequate for neutral or mildly acidic cooling water; fails rapidly below pH 4
- 316/316L stainless steel: Industry standard for moderate acid resistance; adequate for pH 3–7 with low abrasives
Tier 2 – Enhanced acid and abrasion resistance (pH 2–6, moderate abrasive):
- Hastelloy C-276: Nickel-molybdenum-chromium alloy; excellent acid resistance but limited abrasion resistance
- Ceramic (alumina 95–99.5%): Outstanding acid and moderate abrasion resistance; brittle under thermal shock
Tier 3 – Extreme environment (pH 1.5–4, high abrasive, thermal cycling):
- Silicon carbide: Exceptional hardness (2500 HV) and acid inertness; best abrasion resistance but brittle
- Tungsten carbide: Hardest option (1500–1800 HV); excellent wear life but moderate acid resistance (not suitable below pH 2)
3.2 Quantitative Performance Comparison
Based on ASTM G31 immersion testing and field validation data from three European steel mills:
| Material | Corrosion Rate in 3% H₂SO₄ at 60°C (mm/year) | Abrasive Wear Rate (orifice enlargement, %/1000 hrs) | Relative Cost (316L = 1.0) | Typical Service Life (months) |
|---|---|---|---|---|
| 304 SS | 0.45–0.62 | 6–8% | 0.85 | 6–9 |
| 316L SS | 0.18–0.25 | 5–7% | 1.0 | 12–18 |
| Hastelloy C-276 | 0.02–0.04 | 4–6% | 8.5 | 36–48 |
| Alumina 99% | <0.01 | 2–3% | 3.2 | 24–36 |
| Silicon carbide | <0.01 | 0.8–1.2% | 4.5 | 48–60 |
| Tungsten carbide | 0.08–0.12* | 0.5–0.9% | 6.0 | 36–48 |
*Tungsten carbide shows accelerated corrosion below pH 2 due to cobalt binder dissolution.
Key engineering insights from this data:
Silicon carbide offers 5–6x longer service life than 316L in combined acid-abrasive environments, despite being 4.5x more expensive upfront. When you factor in replacement labor costs ($180–250 per nozzle change including downtime), silicon carbide achieves 40–50% lower total cost of ownership over 36 months.
Hastelloy C-276 excels in pure acid environments (low abrasive) where its ductility prevents thermal shock cracking. However, in high-abrasive cooling zones (>200 ppm scale), ceramics outperform it significantly.
316L remains the economic choice for secondary cooling zones with pH > 4 and abrasive content < 100 ppm, particularly in applications where thermal shock is minimal.
4. Engineering Parameters That Drive Material Choice
4.1 The pH-Temperature-Abrasive Selection Matrix
Material selection cannot rely on a single parameter. The interaction between pH, temperature, and abrasive content creates distinct material performance zones. From our application engineering database covering 180+ steel mill installations, we have mapped these zones into a practical decision matrix.
Decision Framework:
Zone 1 – Mild environment (pH 5–7, T < 80°C, abrasive < 100 ppm): Recommended material: 316L stainless steel Rationale: Cost-effective with adequate corrosion margin. Expected orifice enlargement of 5–7% over 12–15 months allows predictable replacement scheduling.
Zone 2 – Moderate acid (pH 3–5, T < 100°C, abrasive 100–300 ppm): Recommended material: Alumina ceramic (95–99% purity) Rationale: Excellent acid resistance with good abrasion performance. Avoid in applications with rapid thermal cycling (>50°C/minute) due to brittleness.
Zone 3 – High acid, high abrasive (pH 1.5–3.5, T variable, abrasive > 300 ppm): Recommended material: Silicon carbide Rationale: Only material that maintains <2% orifice enlargement over 36 months in extreme combined attack. Brittle nature requires proper mounting to avoid impact damage during maintenance.
Zone 4 – Pure acid, low abrasive (pH 1.5–3, T < 90°C, abrasive < 50 ppm): Recommended material: Hastelloy C-276 Rationale: Superior ductility prevents cracking; overkill in abrasive environments where ceramics are more economical.
Zone 5 – Extreme thermal shock (steel surface T > 700°C, spray water T < 40°C): Recommended material: 316L SS or Hastelloy for ductility Rationale: Even though ceramics resist corrosion better, thermal shock-induced microcracking leads to catastrophic failure. Ductile materials absorb thermal stress through elastic deformation.
4.2 Flow Rate Stability as a Material Selection Criterion
Nozzle orifice enlargement directly impacts cooling uniformity and water consumption. In secondary cooling systems for continuous casting, maintaining flow rate within ±8% of design is critical for avoiding internal crack formation in billets.
Material-specific flow drift rates from field measurements:
| Material | Flow Rate Change After 12 Months (at 60 PSI, 3% H₂SO₄, 200 ppm abrasive) |
|---|---|
| 316L SS | +18–24% (due to 6–8% diameter increase) |
| Hastelloy C-276 | +12–15% |
| Alumina 99% | +6–9% |
| Silicon carbide | +2–4% |
This data reveals why many steel mills over-specify cooling water flow by 20–25% at system design stage to compensate for inevitable 316L nozzle wear. A more economical approach is to specify silicon carbide nozzles and design for only 5% flow margin, reducing pump size, energy consumption, and water treatment capacity.
4.3 Pressure Drop and Erosion Velocity
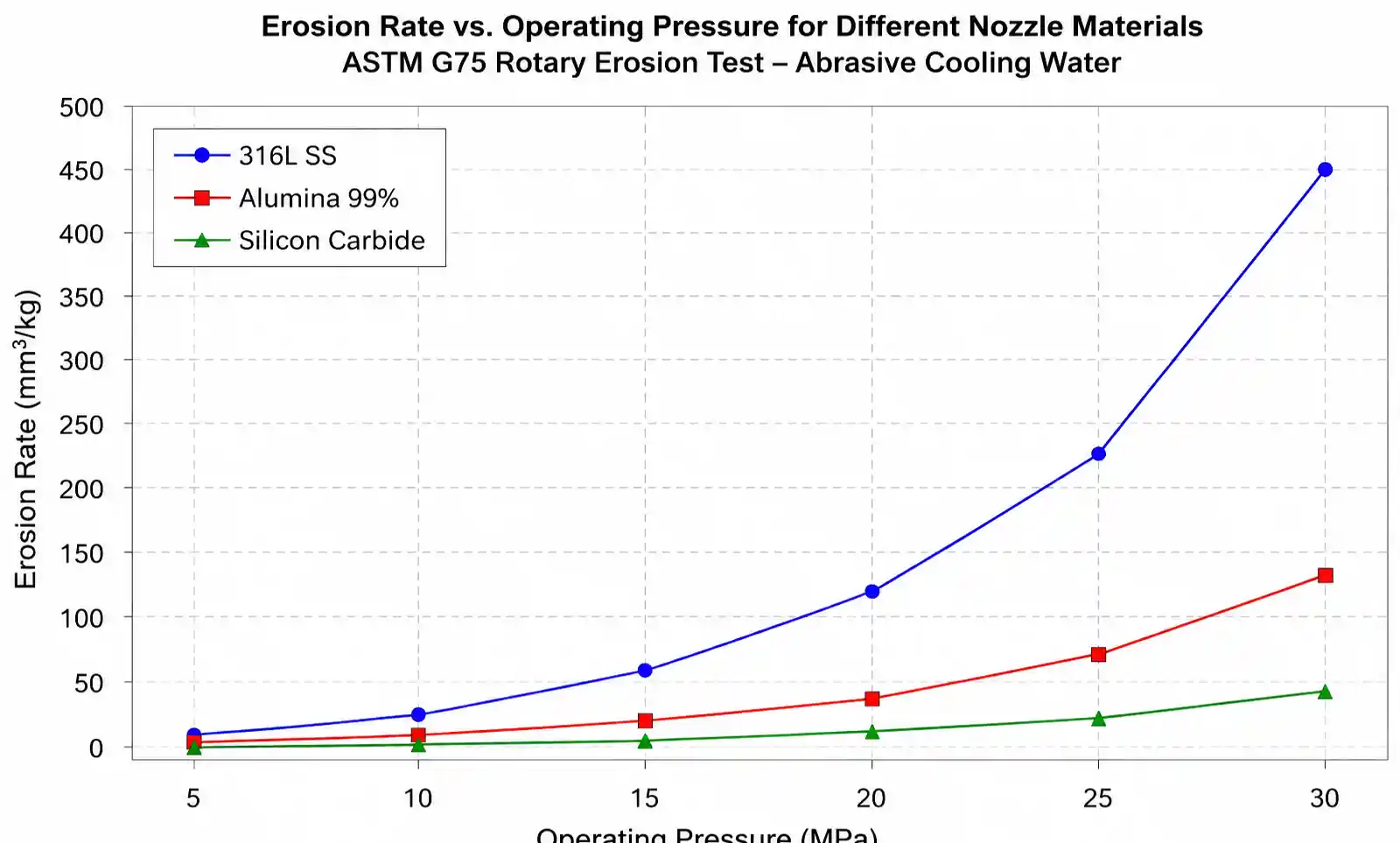
The relationship between operating pressure and erosion rate is nonlinear. Erosion follows approximately:
Erosion rate ∝ (velocity)²·⁵
This means doubling spray pressure from 40 to 80 PSI increases velocity by ~1.4x but increases erosion rate by roughly 1.4²·⁵ ≈ 1.9x.
Practical guidelines:
- For pressures above 80 PSI with abrasive content >150 ppm, ceramic or carbide materials become economically justified even if acid concentration is moderate (pH 4–5).
- If system pressure can be reduced from 100 PSI to 60 PSI while maintaining coverage (by increasing nozzle count or optimizing spray angle), material cost savings may exceed the added nozzle cost.
- In our work with a German automotive steel producer, reducing header pressure from 90 to 65 PSI and switching from 24 alumina nozzles to 32 316L nozzles cut annual nozzle costs by 31% while improving cooling uniformity.
5. Total Cost of Ownership: Material Selection Economics
5.1 Lifecycle Cost Model
Specifying nozzles based solely on unit price leads to suboptimal economic outcomes. A proper TCO analysis must include initial cost, replacement frequency, labor for changeouts, system downtime, and secondary costs like increased water consumption from worn orifices.
Assumptions for 24-month comparison (16-nozzle cooling header):
- Operating schedule: 6,000 hours/year (250 days, 24-hour operation)
- Replacement labor: 4 hours per changeout @ $85/hour shop rate = $340/event
- Downtime cost: $1,200/hour production loss (modest for steel mills)
- Water cost: $0.08/1,000 gallons
- Average nozzle flow rate: 3.2 GPM @ 60 PSI (design condition)
5.2 Comparative Cost Analysis
| Material | Unit Cost ($/nozzle) | Replacement Interval (months) | Replacements in 24 mo. | Initial Cost (16 nozzles) | Replacement Material Cost | Labor Cost | Downtime Cost | Excess Water Cost* | Total 24-Month Cost |
|---|---|---|---|---|---|---|---|---|---|
| 316L SS | $18 | 12 | 1 | $288 | $288 | $340 | $1,200 | $1,840 | $3,956 |
| Hastelloy C-276 | $153 | 36 | 0 | $2,448 | $0 | $0 | $0 | $460 | $2,908 |
| Alumina 99% | $58 | 24 | 0 | $928 | $0 | $0 | $0 | $690 | $1,618 |
| Silicon carbide | $81 | 48+ | 0 | $1,296 | $0 | $0 | $0 | $230 | $1,526 |
*Excess water cost calculated from average orifice enlargement over the period, assuming 6,000 operating hours/year.
Key financial insights:
Silicon carbide delivers the lowest 24-month TCO despite being 4.5x more expensive than 316L. The elimination of one replacement cycle saves $1,540 in labor and downtime alone, and the superior wear resistance reduces water consumption by $1,610 compared to 316L.
Hastelloy C-276 is economically viable only in pure acid environments where its ductility prevents thermal shock failures that would cause ceramics to crack. In the abrasive environments typical of steel cooling, alumina or silicon carbide outperform it economically.
For budget-constrained operations or applications with easy access for maintenance, 316L remains defensible if replacement intervals align with planned maintenance shutdowns, eliminating unplanned downtime costs.
5.3 Break-Even Analysis
When does upgrading from 316L to silicon carbide pay back?
Incremental investment: $81 - $18 = $63/nozzle × 16 nozzles = $1,008
Annual savings from avoided replacement:
- Material: $288
- Labor: $340
- Downtime: $1,200
- Excess water: $1,380
- Total annual savings: $3,208
Payback period: 1,008 ÷ 3,208 = 3.8 months
In steel mill cooling applications with continuous operation and high downtime costs, premium materials typically achieve payback within 4–6 months.
6. Application-Specific Recommendations for Steel Cooling Zones
6.1 Pickling Line Cooling (pH 1.5–2.5, high acid)
Environment: Direct contact with sulfuric or hydrochloric acid mist, temperatures 40–80°C, moderate abrasive content from iron sulfate crystals.
Recommended material: Hastelloy C-276 or silicon carbide
Rationale: This is the most chemically aggressive zone. 316L fails within 3–6 months due to rapid pitting corrosion. Hastelloy excels in pure acid environments; silicon carbide is preferred if abrasive content exceeds 100 ppm or if thermal cycling is present. Avoid alumina ceramics—we have documented catastrophic failures when acid penetrates along grain boundaries in lower-purity grades (<99%).
Nozzle type: Full cone or hollow cone for gas scrubbing; flat fan for strip surface cooling. Typical spray angles: 60–90°.
Field example: A Polish stainless steel mill replaced 304 SS nozzles (lasting 4–5 months) with Hastelloy C-276 in their HCl pickling section. After 38 months, flow rate degradation was only 6%, and no nozzles required replacement. Total savings over three years: $18,400 for a 32-nozzle system.
6.2 Continuous Casting Secondary Cooling (pH 5–7, moderate abrasive)
Environment: Relatively neutral cooling water (may contain scale inhibitors at pH 6.5–7.2), temperatures 30–50°C, abrasive content 80–200 ppm from mill scale.
Recommended material: 316L stainless steel or alumina ceramic
Rationale: Corrosion is not the primary failure mode here—erosion from scale particles dominates. 316L is adequate for <120 ppm abrasive; above that threshold, alumina provides 2–3x service life at moderate cost premium. Thermal shock is minimal since spray water and steel surface see gradual temperature changes.
Nozzle type: Flat fan nozzles (spray angles 40–80°) for uniform water film on billet surface. Proper overlap critical to avoid soft spots.
Spacing calculation example:
For 65° flat fan nozzles at 60 PSI, spray width W = 2 × H × tan(65°/2), where H = standoff distance.
At H = 200 mm: W = 2 × 200 × tan(32.5°) ≈ 255 mm.
For 30% overlap: nozzle spacing = 0.7 × 255 = 178 mm center-to-center.
6.3 Hot Strip Mill Descaling (pH 4–6, very high pressure, extreme abrasive)
Environment: High-pressure water (1,500–3,000 PSI / 100–200 bar) to remove mill scale, temperatures 50–70°C, abrasive content 300–600 ppm.
Recommended material: Tungsten carbide or silicon carbide (hardness is paramount)
Rationale: Extreme operating pressures generate exit velocities of 80–120 m/s, creating intense erosion. Even a 10% orifice enlargement causes unacceptable pressure loss and incomplete descaling. Only carbide materials maintain orifice geometry under these conditions. Tungsten carbide is preferred for pH > 3; silicon carbide below pH 3 to avoid cobalt binder corrosion.
Nozzle type: Flat fan with narrow spray angles (15–25°) for high impact force. Orifice sizes typically 1.2–2.0 mm.
Common failure mode: Carbide insert cracking due to improper torque during installation or water hammer from rapid valve cycling. Always use torque wrench (8–12 N·m for M10 threads) and install pulse dampeners upstream.

7. Installation and Maintenance Best Practices
7.1 Installation Guidelines to Maximize Material Performance
Even the most expensive nozzle material will underperform if installation introduces stress concentrators or contamination. These field-proven practices extend nozzle life by 30–40%:
Proper thread sealant selection:
- Use PTFE tape (3–4 wraps) for 316L and Hastelloy threaded nozzles
- For ceramic and carbide nozzles, use high-temperature anti-seize paste (nickel or copper-based) to prevent galling during removal
- Never use pipe dope containing zinc or lead—these accelerate galvanic corrosion
Torque specifications:
Ceramic and carbide nozzles are brittle and crack under excessive torque. Recommended values:
- 1/8" NPT: 4–6 N·m (35–50 lb·in)
- 1/4" NPT: 8–12 N·m (70–105 lb·in)
- 1/2" NPT: 18–24 N·m (160–210 lb·in)
Over-torquing by just 30% can induce microcracks that propagate under thermal cycling, causing failure within weeks.
Pre-flushing:
Before installing new nozzles, flush supply headers for 5–10 minutes at full operating pressure to remove welding slag, thread chips, and scale. We have documented dozens of cases where installation debris lodged in new carbide nozzles, causing immediate orifice clogging and cracking when operators attempted to clear blockages with high pressure.
Strainer mesh size:
Install 100-mesh (150 micron) strainers upstream of ceramic and carbide nozzles. Larger particles can chip orifice edges during startup transients. For 316L and Hastelloy, 40-mesh (400 micron) is adequate.
7.2 Predictive Maintenance and Replacement Criteria
Flow rate monitoring:
Install flow meters on critical cooling zones and track flow vs. pressure monthly. When flow increases by >12% at constant pressure, nozzle replacement is economically justified (water cost and cooling non-uniformity exceed replacement cost).
For a 16-nozzle header operating 6,000 hrs/year at 3.2 GPM design flow:
- 12% flow increase = +0.38 GPM per nozzle = +6.1 GPM total
- Annual excess water = 6.1 GPM × 60 min/hr × 6,000 hr ≈ 2.19 million gallons
- At $0.08/1,000 gal: annual waste = $175
If nozzle replacement costs $90 (material + labor per nozzle), break-even occurs at approximately 10% flow increase for most installations.
Visual inspection intervals:
- 316L and Hastelloy: every 6 months (look for pitting, orifice elongation, thread corrosion)
- Ceramics and carbides: every 12 months (check for chips, cracks, discoloration indicating thermal damage)
Spare parts strategy:
Maintain 25% spare inventory for ceramic and carbide nozzles due to longer lead times (4–8 weeks vs. 1–2 weeks for metal nozzles). For critical cooling zones, keep one complete header set in stock to enable rapid changeout during unplanned outages.
7.3 Troubleshooting Common Material-Related Failures
| Symptom | Probable Cause | Solution |
|---|---|---|
| Rapid pitting (within 3–6 months) | Insufficient corrosion resistance for actual pH | Measure actual pH at nozzle location (not just supply water)—stagnant zones can drop to pH 3–4. Upgrade material. |
| Cracked ceramic insert | Over-torqued or thermal shock | Verify torque procedure; if thermal shock, switch to Hastelloy or reduce spray-on temperature differential |
| Flow rate increases only on some nozzles | Uneven abrasive distribution | Check header piping for erosion creating local turbulence; redesign internal baffles or upgrade those nozzles to carbide |
| Orifice clogging | Oversized strainer mesh or salt precipitation | Reduce strainer mesh size to 150 micron; check for calcium/iron salt precipitation—may need water treatment adjustment |
| Thread galling during removal | Dissimilar metal contact or no anti-seize | Always use anti-seize on threads; consider switching to same-material threads (e.g., 316L nozzle in 316L manifold) |

8. FAQ
Q1: Can I mix different nozzle materials on the same cooling header?
A: Yes, but with caution. Mixing materials is common when retrofit projects target only the most degraded zones. Ensure no direct metal-to-metal contact between dissimilar materials (e.g., Hastelloy nozzle in carbon steel manifold)—this creates galvanic cells that accelerate corrosion. Use isolating washers or coat manifold threads with epoxy. Also verify that all nozzles have the same flow coefficient at your operating pressure; otherwise, you'll create flow imbalances.
Q2: How do I know if my environment is "high abrasive" without lab testing?
A: A practical field test: install one ceramic nozzle and one 316L nozzle side-by-side in the same header. After 3 months, measure orifice diameter change with pin gauges. If 316L shows >4% enlargement while ceramic shows <1.5%, abrasive content is high enough to justify ceramic/carbide across the system. If both degrade similarly, acid corrosion dominates and Hastelloy may be more cost-effective.
Q3: Do ceramic nozzles require special cleaning procedures?
A: Yes—never use metal brushes or scrapers on ceramic orifices; this causes microscopic chips that become crack initiation sites. Use ultrasonic cleaning (40 kHz, 10–15 minutes in 5% citric acid solution) or soft nylon brushes. For stubborn scale deposits, soak in 10% phosphoric acid for 30 minutes, then rinse thoroughly.
Q4: What is the temperature limit for polymer nozzles like PVDF or PEEK?
A: PVDF is rated to 135°C and PEEK to 250°C, but these limits assume no mechanical stress. In steel mill cooling applications where spray contacts surfaces at 600–900°C, the reflected radiant heat often exceeds polymer limits even if spray water is only 40°C. We do not recommend polymer nozzles for any direct steel cooling application. They are suitable only for pre-cooling zones where steel temperature is below 250°C and standoff distance exceeds 500 mm.
Q5: How does water hardness affect material selection?
A: Hard water (>200 ppm CaCO₃) accelerates orifice clogging through calcium scale formation, particularly when pH > 7 and water temperature > 60°C. This affects all materials equally. The solution is water treatment (softening or polyphosphate injection), not material upgrade. However, if you cannot treat the water, specify nozzles with larger orifices (≥2.0 mm) and accept higher flow rates—larger orifices clog less frequently.
Q6: Can I repair eroded ceramic or carbide nozzles?
A: No—erosion and corrosion remove material permanently. Orifice damage cannot be reversed. Avoid "emergency fixes" like drilling out clogged orifices to restore flow; this destroys spray pattern and usually cracks ceramics. The only economical repair is complete insert replacement for nozzles with removable inserts (common in large-orifice designs).
Q7: What spray angle should I specify for acid-resistant nozzles?
A: Spray angle selection depends on coverage geometry, not material. However, wider spray angles (>80°) do cause slightly higher orifice-edge erosion velocity in abrasive environments. If you are operating at the edge of material capability (e.g., pushing 316L into borderline conditions), consider reducing spray angle from 80° to 65° and adding more nozzles—this lowers per-nozzle stress and can extend life by 20–30%.
Q8: How quickly can I expect to see ROI from upgrading to premium materials?
A: Based on our TCO model (Section 5), payback typically occurs in 4–6 months for continuous operations with high downtime costs. For batch operations with planned maintenance windows, payback extends to 10–14 months since unplanned downtime costs are lower. The key driver is not material cost but avoided downtime—if your production loss exceeds $800/hour, premium materials almost always pay back within 6 months.
9. Conclusion
Material selection for cooling nozzles in stainless steel production is not a one-size-fits-all decision. The optimal choice emerges from systematically evaluating the interaction of pH, temperature, abrasive content, operating pressure, and economic constraints.