





How to Clean Sticky Residues in Industrial Tanks: A Field Engineer's Guide to Nozzle Selection and Optimization
Sticky residues in industrial tanks—viscous oils, polymer coatings, dried sugars, or protein deposits—represent one of the most challenging cleaning scenarios. This guide covers the engineering fundamentals, nozzle selection criteria, and field-proven optimization strategies to eliminate stubborn residues while minimizing cycle time, water usage, and chemical consumption.
Table of Contents
- Understanding Sticky Residue Removal Mechanics
- Critical Spray Parameters for Tank Cleaning
- Nozzle Type Comparison: Rotary vs Static vs High-Impact
- Material and Chemical Compatibility Selection
- Application-Specific Selection Guide by Residue Type
- Common Installation Mistakes That Reduce Cleaning Effectiveness
- Cycle Time and Cost Optimization
- FAQ
- Conclusion and Next Actions
1. Understanding Sticky Residue Removal Mechanics
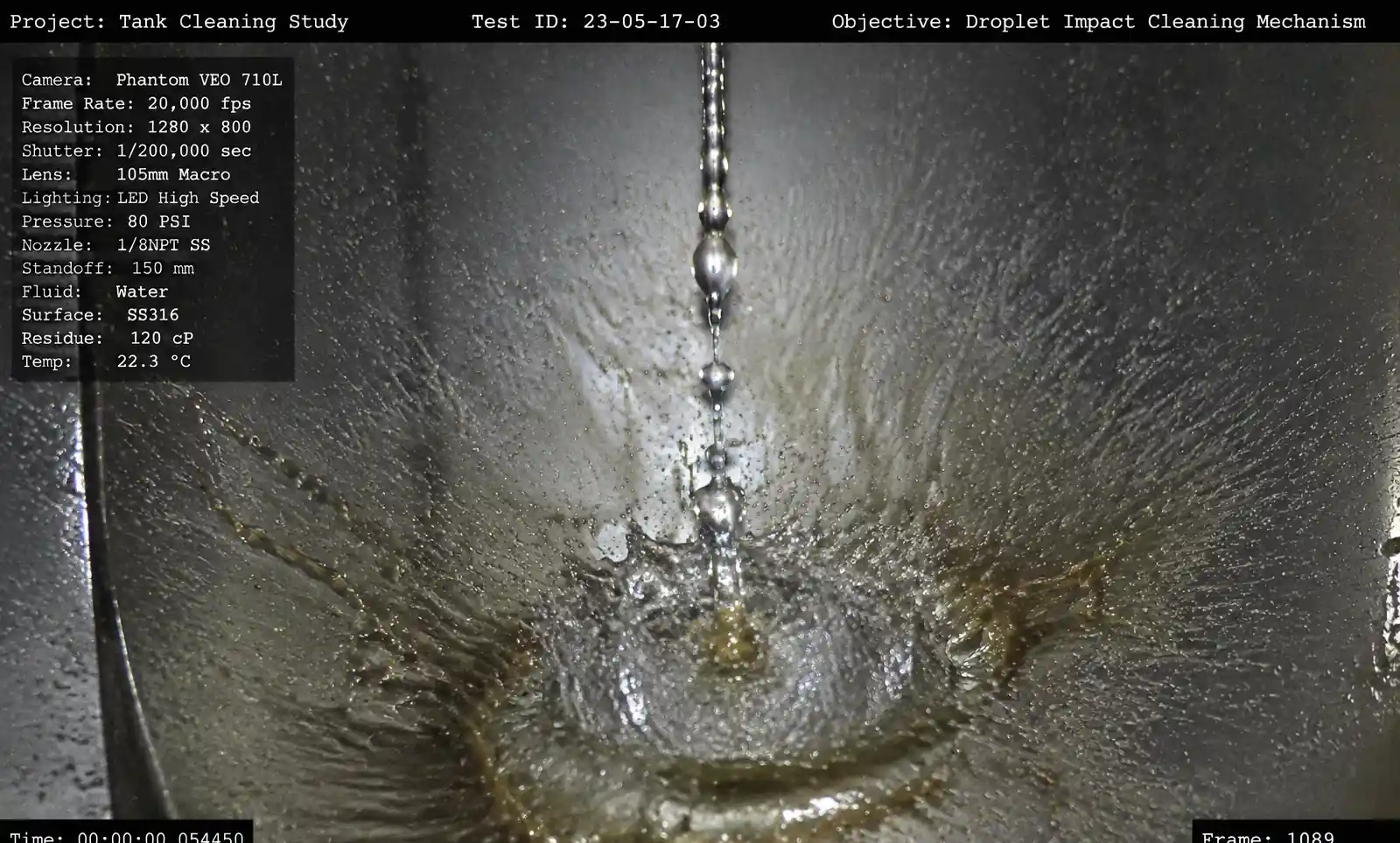
Effective removal requires three simultaneous mechanisms: mechanical impact force, solvent action (chemical or thermal), and adequate coverage time. The fundamental cleaning equation is: Cleaning Rate ∝ (Impact Force × Contact Time × Chemical Action) / Residue Bond Strength.
Impact force is governed by F = ρ × v² × A. For most sticky residues, minimum impact force of 0.15–0.30 N/cm² is needed to initiate mechanical removal. Excessively high impact alone does not guarantee success—3000 PSI systems often fail on caramelized sugar because droplet size is too small (under 500 microns), causing instant misting rather than sustained wall contact.
Temperature plays a dual role. Heating from 70°F to 140°F reduces viscosity of petroleum-based residues by 60–75%, dramatically improving removal rates. However, protein-based residues denature above 160°F and become harder to remove. For dairy tank cleaning, optimal temperature for whey protein removal is 125–145°F.
2. Critical Spray Parameters for Tank Cleaning
Four parameters determine cleaning performance: flow rate, pressure, droplet size, and spray pattern geometry.
Flow Rate and Pressure: Q = K × √P. Doubling pressure increases flow by 1.41×, not 2×. For sticky residues, we recommend 15–50 GPM for tanks from 500 to 5000 gallons. Under 10 GPM often fails to maintain continuous wall wetting.
Impact Force: At 40 PSI, a 2mm droplet delivers ~0.20 N/cm², sufficient for most food residues. At 100 PSI, impact rises to ~0.32 N/cm² for tougher polymer coatings. Above 150 PSI, rotary heads often cause excessive misting, reducing effective impact.
Droplet Size: Optimal range is 1000–3000 microns. Under 800 microns creates mist with poor wall retention. Over 4000 microns gives good impact but poor coverage efficiency.
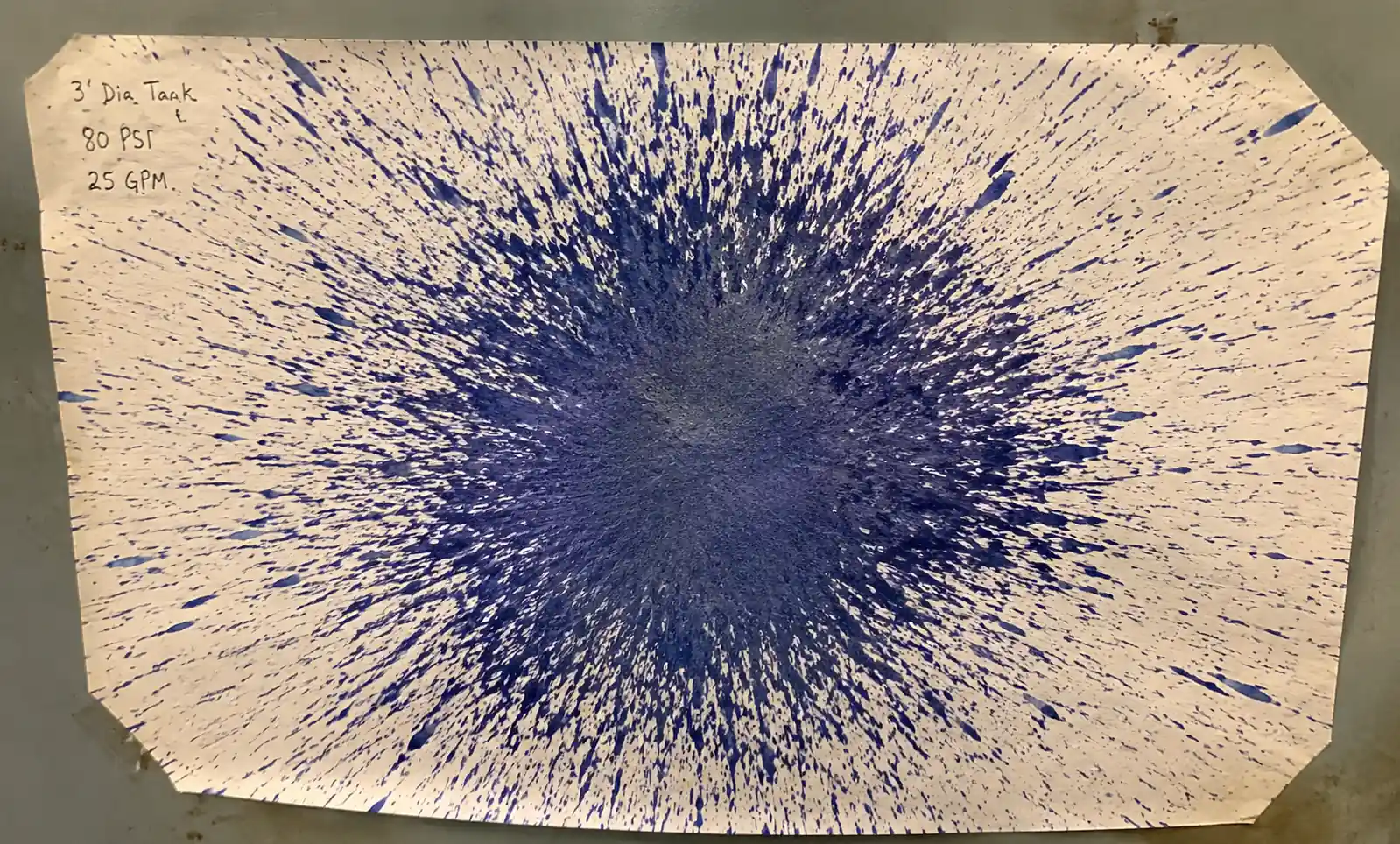
Spray Pattern: Rotary nozzles produce 360° spherical or multi-jet indexing patterns. Spherical patterns suit light to moderate residues; multi-jet patterns concentrate flow for heavy, baked-on deposits.
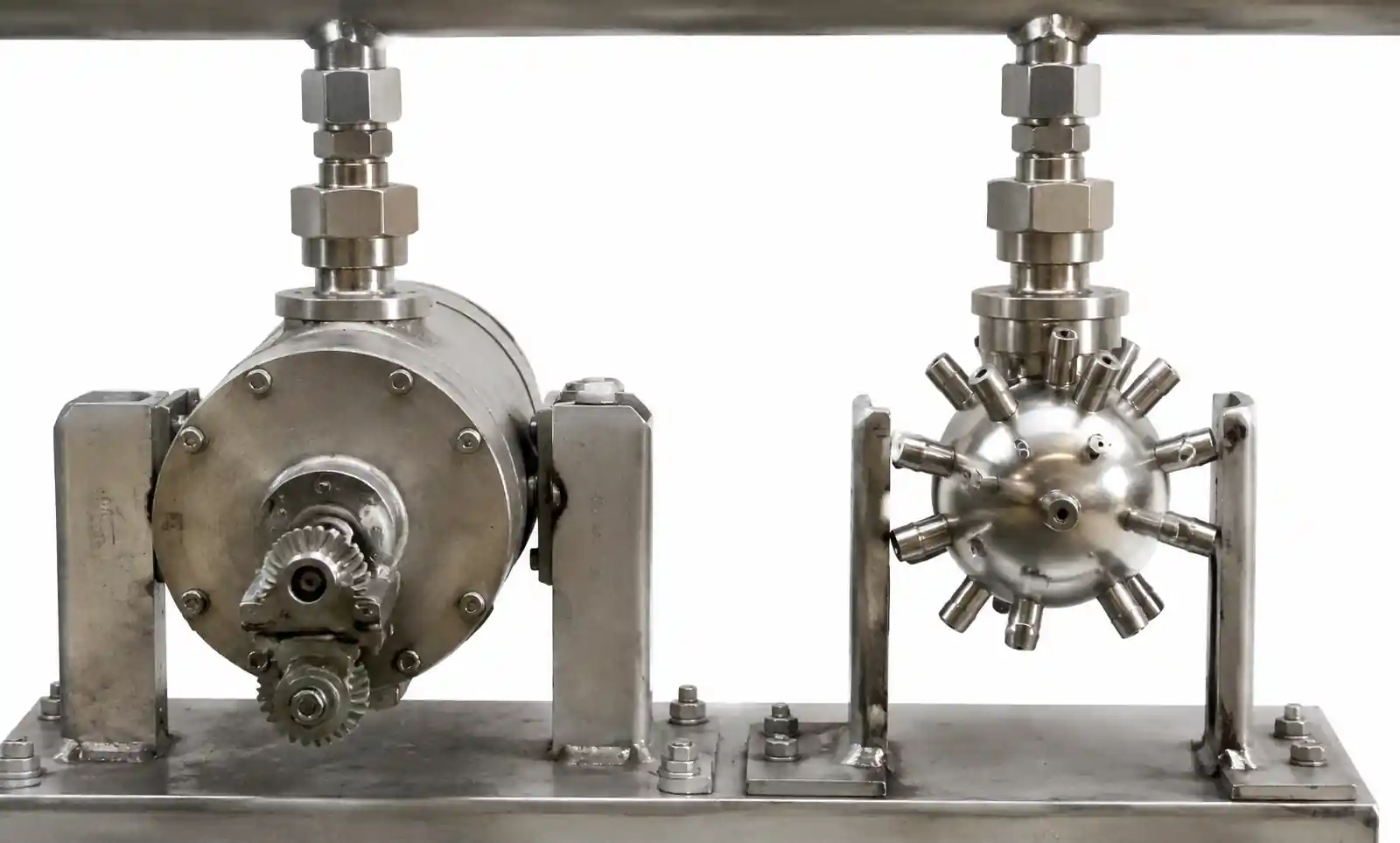
3. Nozzle Type Comparison: Rotary vs Static vs High-Impact
| Nozzle Type | Cleaning Mechanism | Typical Flow | Pressure Range | Coverage | Best Application | Limitation |
|---|---|---|---|---|---|---|
| Gear-Driven Rotary | Controlled rotation, high-impact jets | 15–50 GPM | 40–150 PSI | 100% systematic | Heavy sticky residues, polymers, baked deposits | Higher cost ($800–$3500), requires min flow, clogging risk |
| Turbine-Driven Rotary | Fluid-powered rotation, lower torque | 10–30 GPM | 25–80 PSI | 95–100% | Moderate residues, food processing, pharma | Poor with high-viscosity fluids, slower rotation |
| Static Spray Ball | Fixed multi-jet, no moving parts | 8–40 GPM | 15–60 PSI | 70–85% | Light residues, pre-rinse, maintenance | Leaves blind spots |
| High-Impact Lance | Concentrated jet, manual/automated | 5–20 GPM | 500–5000 PSI | Targeted zones | Localized heavy deposits, coke, scale | No full coverage, requires precise aiming |
Decision Rule: For residues covering >30% of surface area, rotary heads are almost always more cost-effective despite higher upfront cost. In one 3000-gallon tank with caramelized sugar, replacing static spray balls (30 min, 600 gal) with a gear-driven rotary head (12 min, 240 gal) delivered payback in 4.5 months.
4. Material and Chemical Compatibility Selection
| Nozzle Material | Chemical Resistance | Abrasion Resistance | Temp Limit | Relative Cost | Service Life | Best Use Case |
|---|---|---|---|---|---|---|
| 316 Stainless Steel | Excellent (pH 2–12) | Moderate | 400°F | 1.0x | 2–4 years | General purpose, food-grade, non-abrasive |
| Hastelloy C-276 | Exceptional for acids, chlorides, oxidizers | Moderate | 500°F | 4.5–6.0x | 5–8 years | Aggressive chemical cleaning, chlorinated solvents |
| PTFE/PVDF | Excellent chemical resistance | Poor | 250–280°F | 1.5–2.0x | 3–5 years | Highly corrosive, no abrasives |
| Silicon Carbide Insert | Good (inert ceramic) | Excellent (9.5 Mohs) | 800°F | 2.5–3.5x | 8–12 years | Abrasive fluids, extended life |
| Tungsten Carbide Insert | Very good | Outstanding (9.0 Mohs) | 1000°F | 3.0–4.0x | 10–15 years | Severe abrasion, slurry cleaning |
Field Example: In a vegetable oil facility using 4% NaOH at 160°F, 316 SS rotary heads showed measurable erosion in 11 months (18% flow increase) and stress corrosion cracking. Upgrading to Hastelloy C-276 showed zero degradation after 3.5 years—5.2× higher cost justified by eliminating unplanned failures.
5. Application-Specific Selection Guide by Residue Type
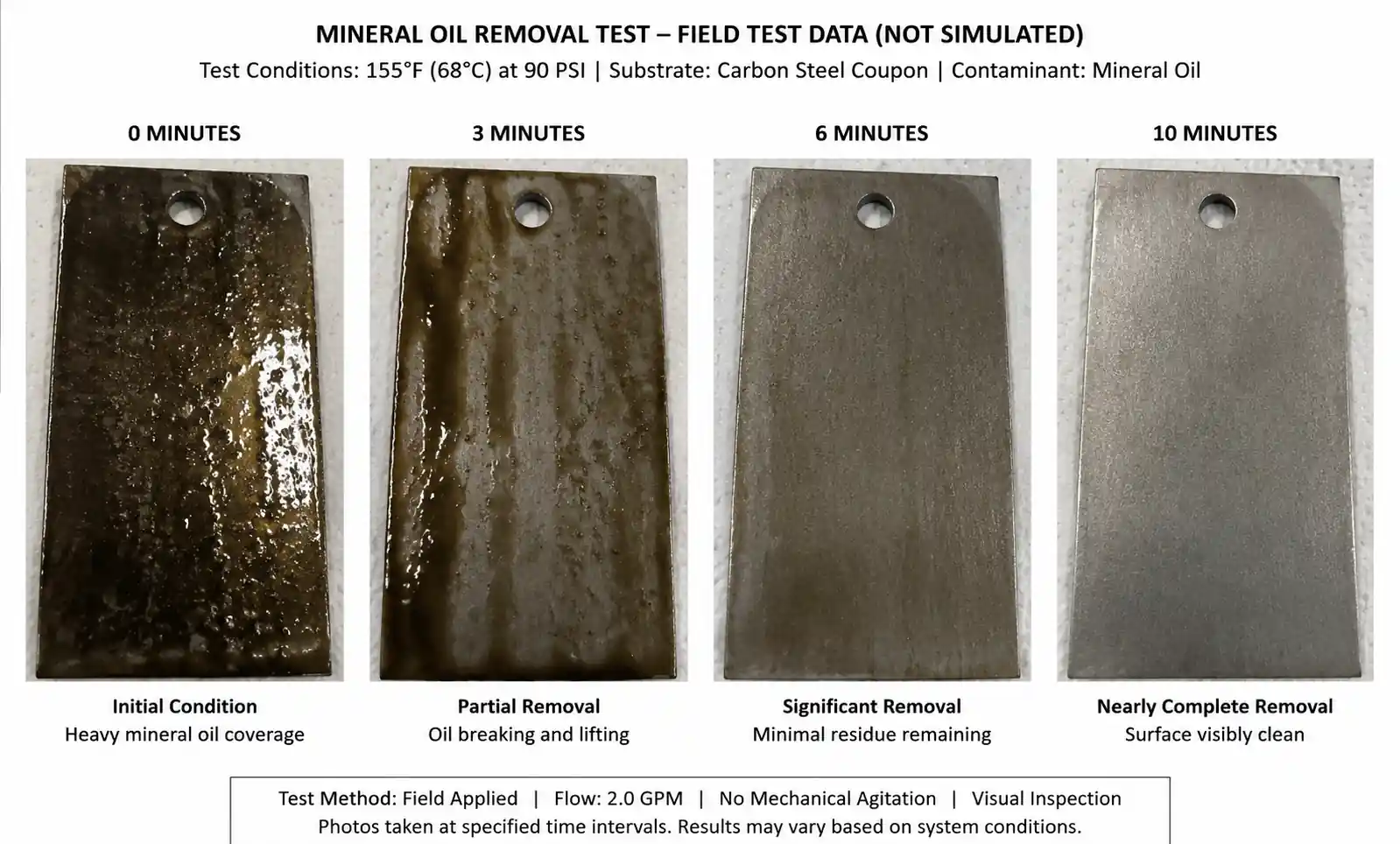
Viscous Oils/Greases: Respond well to hot water (140–180°F) and moderate impact. Gear-driven rotary heads at 60–100 PSI, 20–35 GPM. Adding 1–2% alkaline detergent reduces cleaning time from 18–20 min to 8–10 min.
Dried Sugars/Syrups: Maintain water at 130–150°F to re-dissolve without caramelizing. Rotary heads at 80–120 PSI, 25–40 GPM. Pre-soaking 5–10 minutes reduces total cycle time by 30–40%.
Protein Deposits: Keep initial rinse below 140°F to prevent denaturation. Two-stage cleaning: cold/warm pre-rinse (90–120°F, 30–50 GPM) followed by hot alkaline wash (150–160°F, pH 12–13). Rotary heads with larger orifices (0.15–0.20") minimize clogging.
Polymer Coatings/Resins: Water-soluble polymers (PVA, PVP): 160–180°F, 35–50 GPM, 80–100 PSI. Solvent-based polymers require specialized solvents and 20–45 min soak. High-impact rotary heads (100–150 PSI) are essential.
Sticky Adhesives/Gums: Heat reduces adhesive strength by 70–85% from 80°F to 160°F. Gear-driven rotary heads at 0.30–0.40 N/cm², 90 PSI. Consider solvent addition (isopropanol, limonene) for stubborn adhesives.
6. Common Installation Mistakes That Reduce Cleaning Effectiveness
Mistake 1: Insufficient Clearance. Rotary heads need 24–36 inches minimum from nozzle to nearest wall. A 1200-gallon reactor with 16-inch clearance showed 35% of lower sidewall with no spray contact.
Mistake 2: Incorrect Orientation. Many rotary heads are directional—verify manufacturer orientation specifications.
Mistake 3: Operating Outside Design Flow. Below minimum flow, rotation stalls. Above maximum, over-speeding reduces impact and accelerates wear.
Mistake 4: No Filtration. Install 40–80 mesh filter upstream. A single 2mm particle can block a 3mm orifice.
Mistake 5: Inadequate Venting. Ensure vent sizing allows 100–150% of cleaning flow to exhaust.
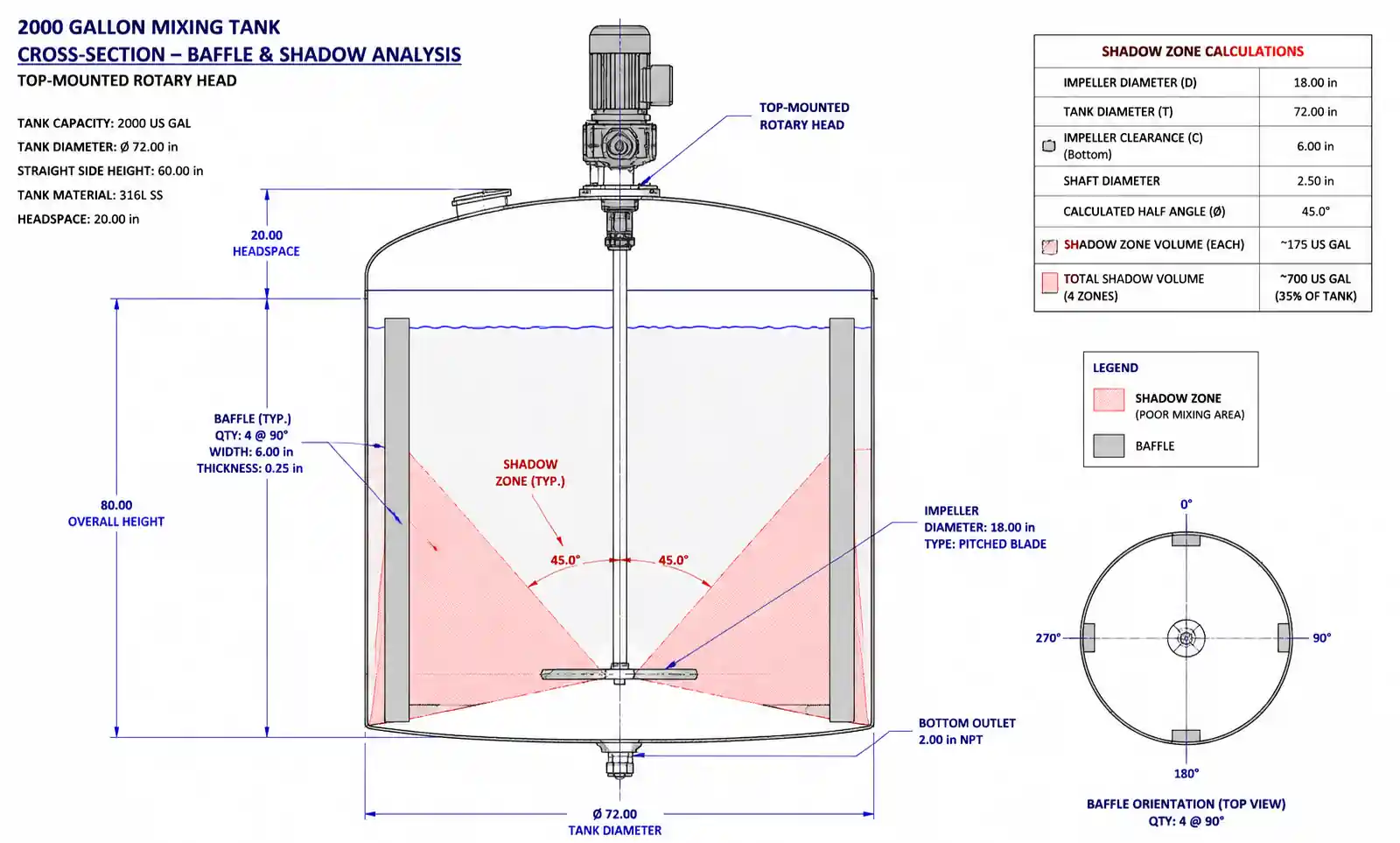
Mistake 6: Ignoring Shadow Zones. Baffles, coils, agitators create shadow zones. Use 3D coverage modeling software to predict and eliminate blind spots.
7. Cycle Time and Cost Optimization
Rule of thumb for moderate sticky residues: 0.08–0.15 gallons of cleaning fluid per gallon of tank volume. For a 3000-gallon tank: 240–450 gallons per cycle.
Optimized cycle: pre-rinse (3–5 min) removes 40–60% of residue mass, active cleaning (8–20 min), post-rinse (2–4 min).
Economic Example:
| Parameter | Static Spray Ball | Rotary Head | Change |
|---|---|---|---|
| Purchase cost | $320 | $2,400 | +$2,080 |
| Cycle time | 35 min | 14 min | -60% |
| Water per cycle | 520 gal | 210 gal | -60% |
| Annual water cost ($0.008/gal) | $4,570 | $1,850 | -$2,720 |
| Annual downtime cost ($180/hr) | $19,350 | $7,740 | -$11,610 |
| Total annual savings | — | — | $14,330 |
| Payback period | — | — | 1.7 months |
Energy: Heating 70°F water to 160°F costs ~0.75 kWh/gal. Reducing volume from 520 to 210 gal saves $16/cycle—$14,400/year at 3 cycles/day.
8. FAQ
Q: How do I know if my nozzle is worn?
Measure flow at fixed pressure—increase >10–15% indicates orifice wear. Visually inspect for erosion, cracks, or deposits. Replace every 2–4 years for stainless steel in moderate service.
Q: Can I use high-pressure washers (1000+ PSI) for faster cleaning?
Not for full-tank cleaning. Above 500 PSI, droplets become very fine, reducing wall wetting. 60–150 PSI with proper nozzle selection is more effective and economical.
Q: How do I prevent clogging?
Install Y-strainer or basket strainer (40–80 mesh) immediately upstream. Inspect monthly (weekly if particulate load is high).
Q: What is the minimum tank size for rotary heads?
Tanks above 500 gallons benefit from rotary heads with moderate to heavy residues. Below 500 gallons, static spray balls or manual cleaning may be more economical.
Q: Should I use hot water, detergent, or solvents?
Start with hot water (140–160°F). If insufficient, add detergent (alkaline for oils/proteins, acidic for scale). Reserve solvents for residues resistant to aqueous cleaning.
Q: How do I validate that my tank is truly clean?
Use visual inspection plus ATP swabs (microbiological), rinse water conductivity/turbidity, or TOC analysis for high-purity requirements. Establish acceptance criteria based on product quality standards.
9. Conclusion and Next Actions
Effective sticky residue removal requires correct combination of impact force, chemical action, temperature, and coverage time. Rotary heads deliver superior performance for moderate to heavy residues; static spray balls remain viable for light, frequent maintenance cleaning. Material selection must account for both chemical compatibility and abrasion resistance.
Immediate Next Steps:
- Audit your current system—measure cycle time, water usage, cleaning effectiveness.
- Identify residue characteristics—oil-based, protein-based, sugar-based, or polymeric.
- Calculate cost of poor cleaning—downtime, water, chemicals, quality issues.
- Request coverage modeling from major nozzle manufacturers for your tank geometry.
- Run field trials comparing incumbent system with proposed nozzle.
For assistance with nozzle selection, spray coverage analysis, or troubleshooting, contact our application engineering team for complimentary tank cleaning assessments.