





Ultra-Low Emission Standards: High-Efficiency Desulfurization Nozzle Upgrade Solutions for Coal-Fired Power Plants
As environmental regulations tighten globally, coal-fired power plants face unprecedented pressure to meet ultra-low emission standards. The key to compliance lies in upgrading critical components of Flue Gas Desulfurization (FGD) systems—particularly spray nozzles. This comprehensive guide explores how advanced desulfurization nozzle technology can help power plants achieve SO₂ removal rates exceeding 95% while reducing operational costs.
Table of Contents
- Understanding Ultra-Low Emission Standards for Coal Power Plants
- The Critical Role of Spray Nozzles in FGD Systems
- Key Performance Parameters of Desulfurization Nozzles
- Advanced Nozzle Technologies for Enhanced SO₂ Removal
- Retrofit and Upgrade Strategies for Existing Systems
- Cost-Benefit Analysis of Nozzle Upgrades
- Case Studies: Successful Nozzle Upgrade Implementations
- Future Trends in Desulfurization Technology
1. Understanding Ultra-Low Emission Standards for Coal Power Plants
Coal-fired power plants worldwide are transitioning from conventional emission limits to ultra-low emission (ULE) standards. While traditional regulations allowed SO₂ concentrations up to 200 mg/m³, modern ultra-low emission targets demand levels below 35 mg/m³—with some regions pushing toward ultra-ultra-low standards of 17.5 mg/m³ or less.
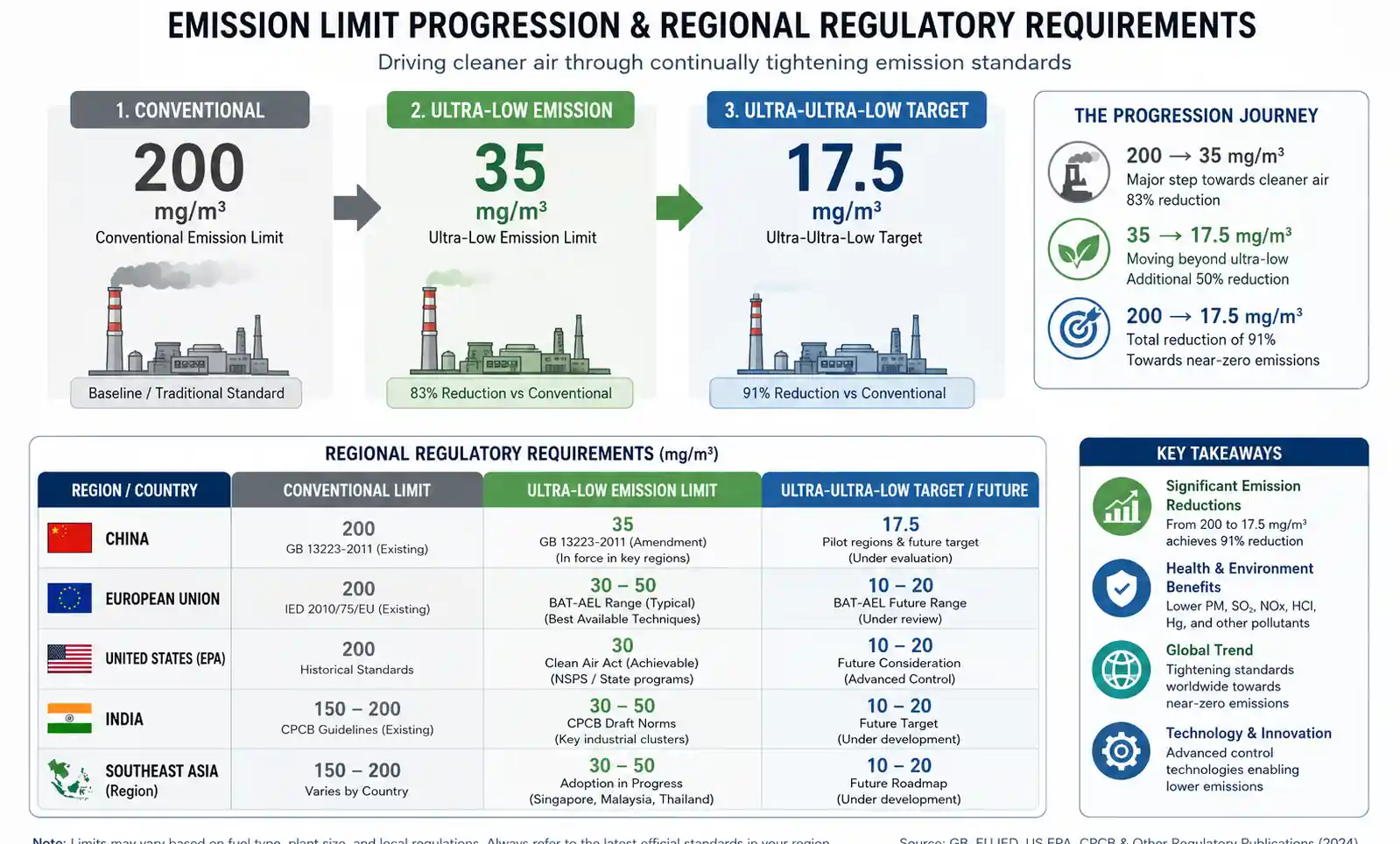
These stringent requirements stem from growing concerns about acid rain, respiratory diseases, and environmental degradation. Meeting these standards requires comprehensive system upgrades, with desulfurization efficiency becoming the make-or-break factor for plant compliance and continued operation.
The regulatory landscape varies by region. China's ultra-low emission transformation has set benchmarks that influence global standards, while the U.S. EPA continues refining requirements under the Clean Air Act. European facilities face similarly strict limits under the Industrial Emissions Directive.
2. The Critical Role of Spray Nozzles in FGD Systems
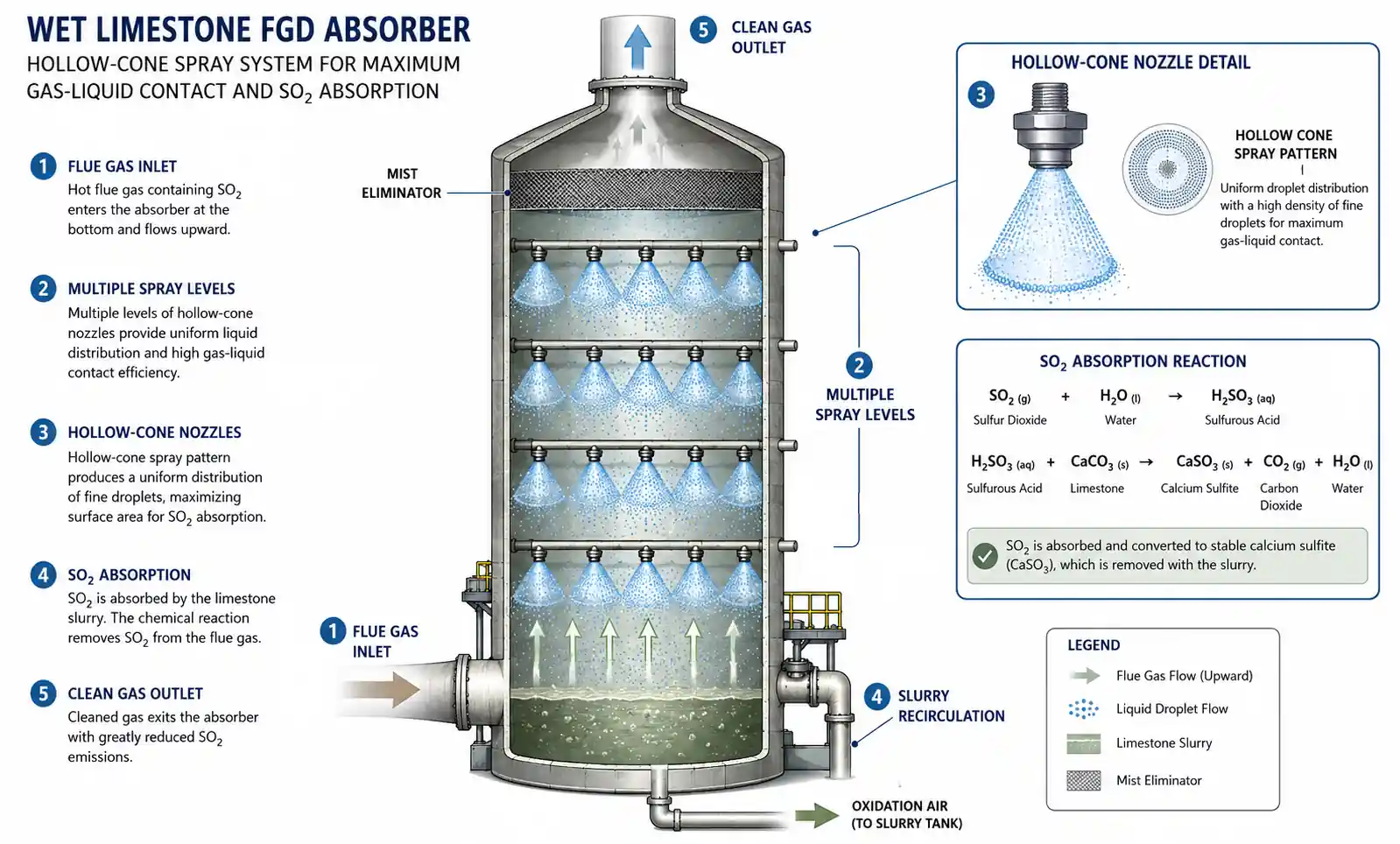
Spray nozzles serve as the frontline technology in wet limestone FGD systems, which remain the most efficient method for removing sulfur dioxide from flue gas. These nozzles create uniform patterns of properly sized droplets that maximize gas-to-liquid contact, enabling the chemical reaction between alkaline slurry and SO₂.
The physics behind effective desulfurization is straightforward: increased droplet surface area accelerates SO₂ absorption. Research shows that droplet surface area affects desulfurization rates by more than 90%, with optimized designs achieving over 95% efficiency.
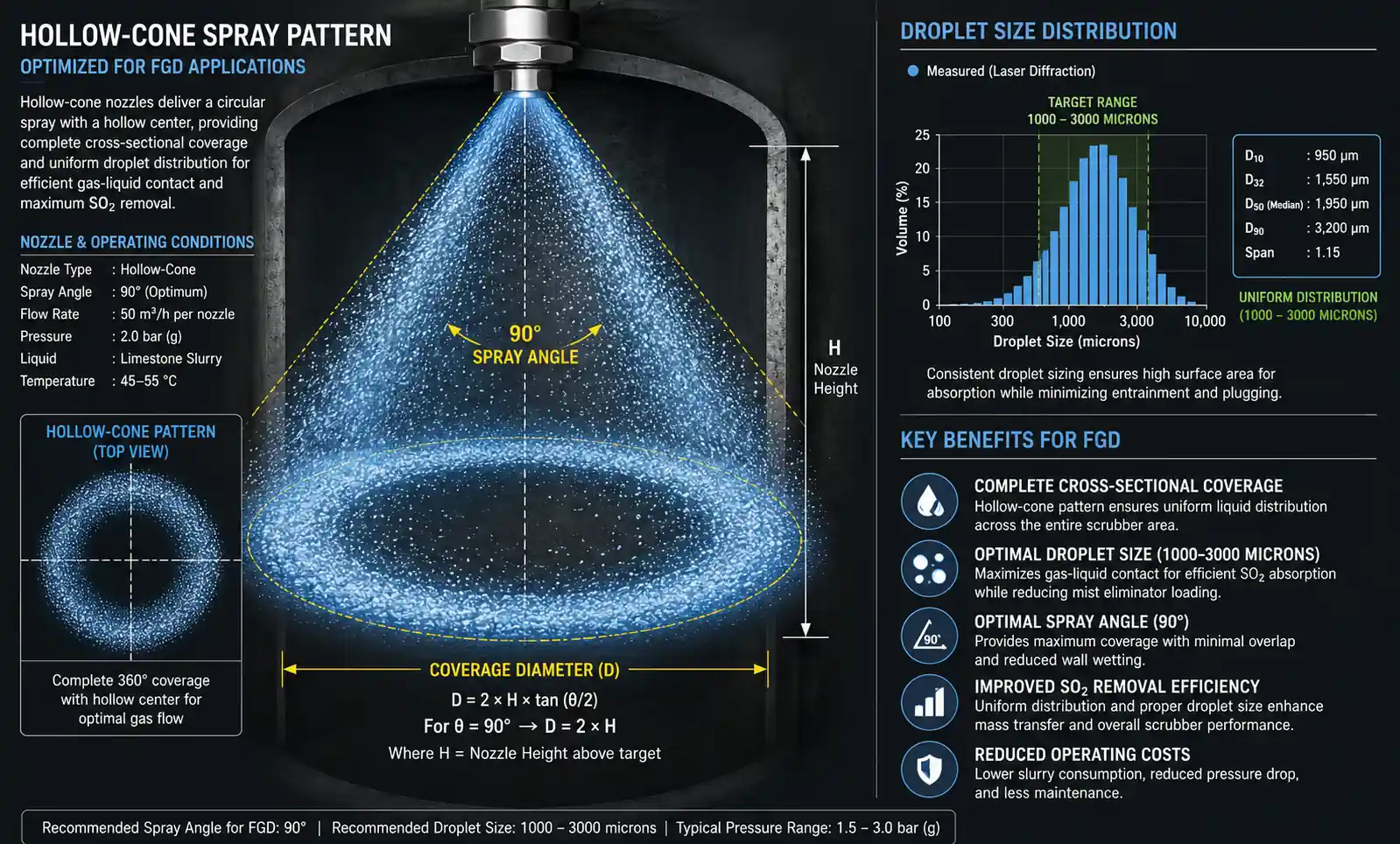
However, nozzles must balance competing demands. Smaller droplets increase surface area but require higher pump pressures and energy consumption. Too fine a spray risks excessive entrainment—carrying slurry droplets into downstream equipment. The ideal nozzle design creates droplets sized between 1,000-3,000 microns, optimizing both absorption efficiency and mechanical reliability.
3. Key Performance Parameters of Desulfurization Nozzles
When evaluating nozzle performance for ultra-low emission compliance, several critical parameters determine system effectiveness:
Spray Coverage and Pattern Uniformity: Hollow-cone nozzles dominate FGD applications because they provide complete cross-sectional coverage of the absorber tower. Computer modeling determines optimal positioning to achieve maximum gas-to-liquid contact without creating dead zones where untreated flue gas can bypass the spray zone.
Liquid-to-Gas Ratio (L/G): This fundamental parameter, combined with droplet size distribution, determines the total surface area available for mass transfer. Higher L/G ratios improve removal efficiency but increase auxiliary power consumption for recirculation pumps. Modern nozzle designs achieve superior performance at lower L/G ratios through enhanced atomization.
Pressure Drop and Flow Rate: Operating pressure typically ranges from 0.5 to 2.0 bar, with higher pressures generating finer droplets. However, increasing pressure drop nozzles to create smaller droplets also increases auxiliary pump power, creating a trade-off between efficiency and energy costs.
Wear Resistance and Service Life: FGD slurries are highly abrasive, containing limestone particles that cause rapid nozzle erosion. Premium materials like silicon carbide or specialized ceramics extend service intervals from months to years, reducing maintenance costs and improving system reliability.
4. Advanced Nozzle Technologies for Enhanced SO₂ Removal
Modern nozzle innovations push beyond traditional hollow-cone designs to achieve ultra-low emission compliance while reducing operational costs.
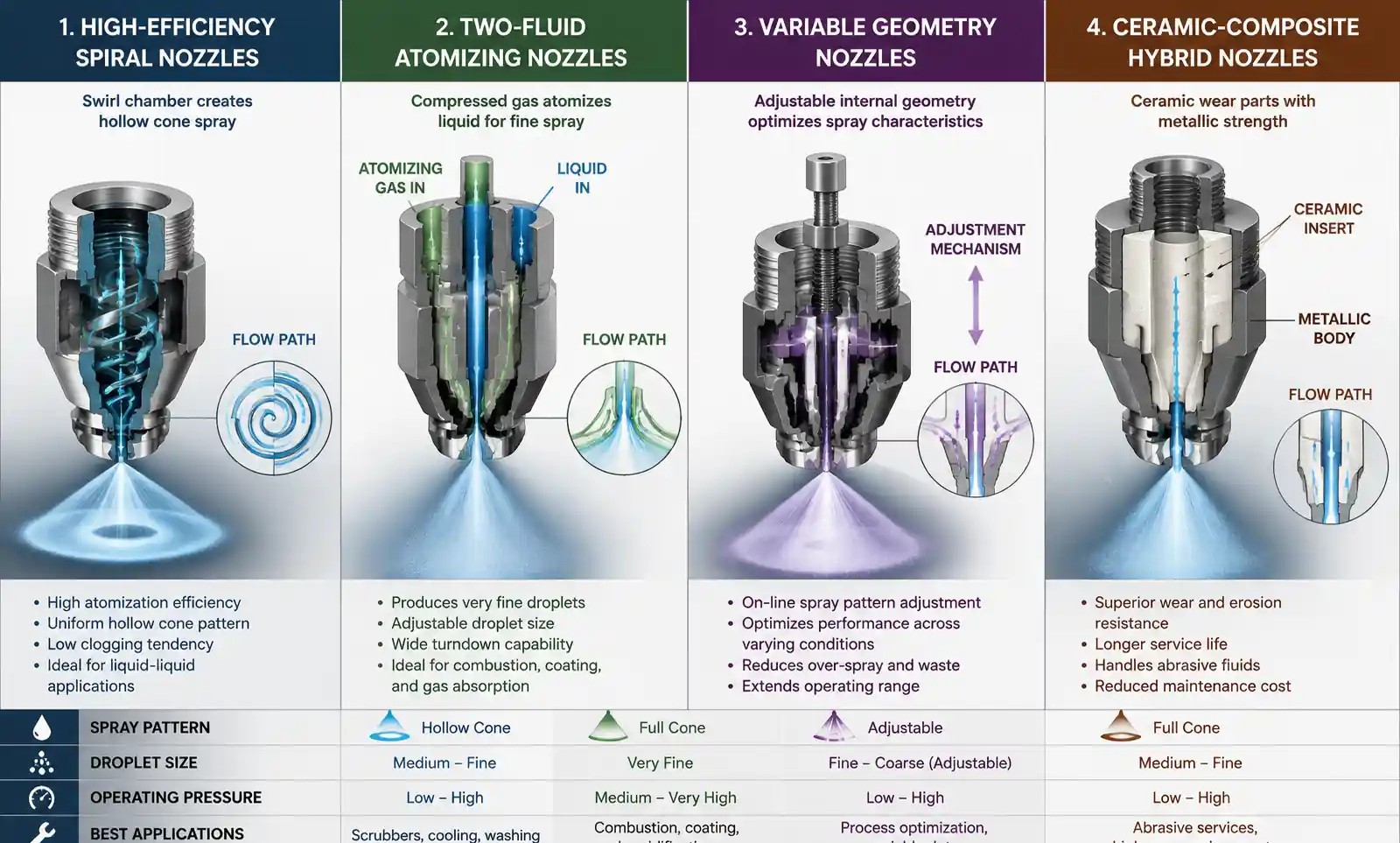
High-Efficiency Spiral Nozzles: These designs incorporate internal vanes that impart rotational motion to the slurry, creating exceptionally uniform droplet distributions. The spiral flow pattern increases residence time and contact opportunity between droplets and flue gas, boosting SO₂ removal rates by 5-8% compared to conventional nozzles at identical operating conditions.
Two-Fluid Atomizing Nozzles: By introducing high-pressure compressed air into the nozzle, these systems achieve superior droplet dispersion and enhanced evaporation rates. While air consumption adds operating costs, the dramatic improvement in atomization quality can reduce slurry flow requirements by 15-20%, creating net energy savings.
Variable Geometry Nozzles: Adjustable nozzle designs allow operators to modify spray characteristics in response to changing coal sulfur content or load conditions. This flexibility maintains optimal performance across the plant's operating range, preventing both over-spraying during low-load periods and insufficient coverage during peak demand.
Ceramic-Composite Hybrid Nozzles: Advanced materials engineering combines the wear resistance of ceramics with the toughness of engineered plastics. These hybrid designs resist both abrasive wear and impact damage, extending service life beyond 18,000 operating hours while maintaining consistent spray performance.
5. Retrofit and Upgrade Strategies for Existing Systems
Most coal plants cannot justify complete FGD system replacement. Strategic nozzle upgrades offer a cost-effective path to ultra-low emission compliance while leveraging existing infrastructure.
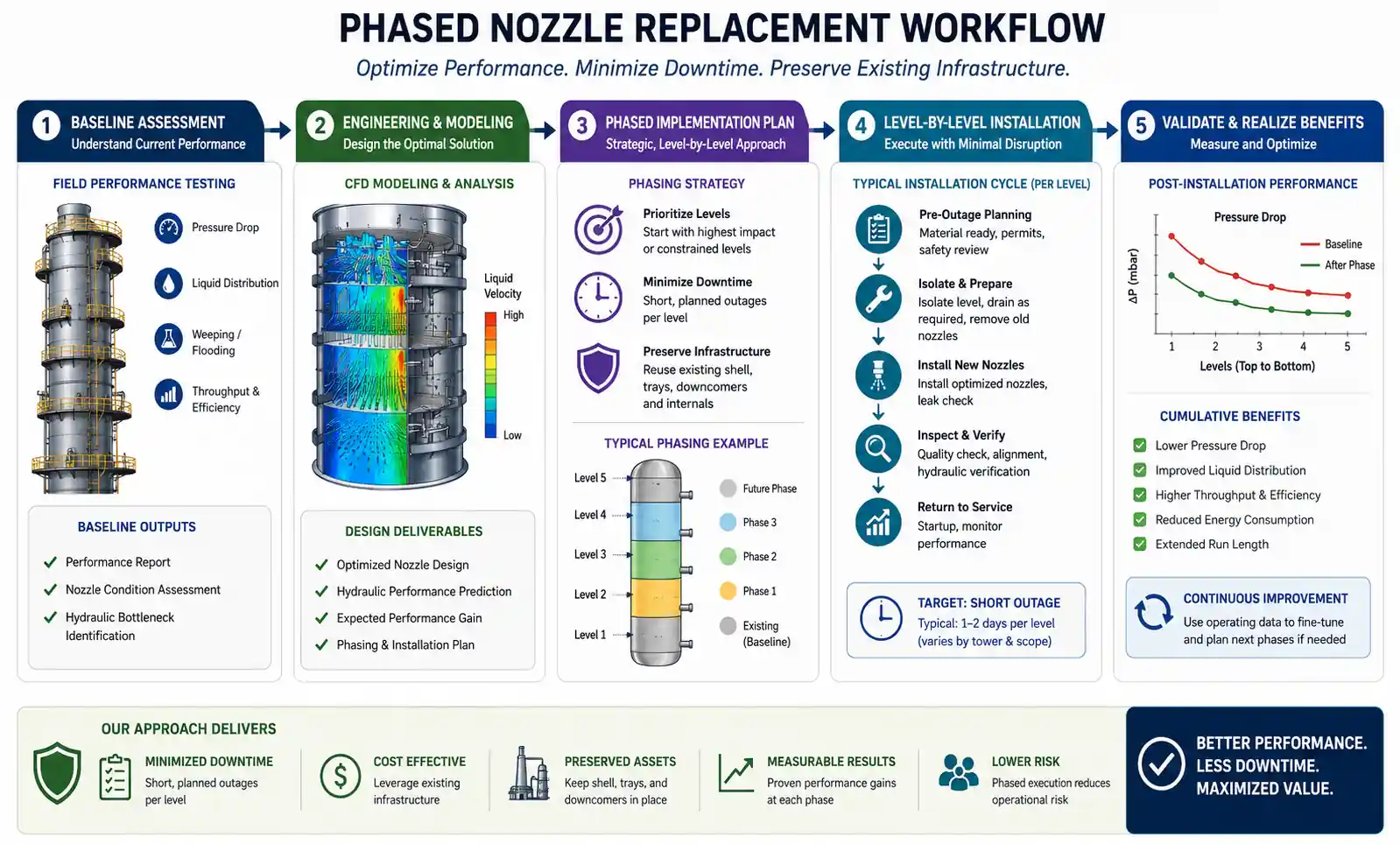
Assessment and Baseline Testing: Successful retrofits begin with comprehensive performance evaluation. Testing should measure current SO₂ removal efficiency, pressure drop across spray zones, slurry distribution uniformity, and energy consumption. This baseline data identifies specific performance gaps that nozzle upgrades must address.
Phased Replacement Approach: Rather than shutting down entire absorber modules, strategic nozzle replacement by level or zone minimizes downtime. Many plants start with the lower spray levels where impact on overall efficiency is greatest, then progress upward as budget and outage windows permit.
Computational Fluid Dynamics (CFD) Modeling: Before committing to hardware purchases, CFD simulation predicts how different nozzle configurations will perform in your specific tower geometry. This digital testing optimizes nozzle count, positioning, and spray angles to maximize SO₂ removal while minimizing capital investment.
Preservation of Existing Infrastructure: Retrofit designs are often custom-built to avoid modifying existing installation configurations, preserving original piping locations, insulation, instrumentation, and mounting systems. This approach drastically reduces installation costs and outage duration compared to complete system replacement.
Integration with Process Control Upgrades: Pairing nozzle hardware improvements with advanced process control systems amplifies benefits. Model-based predictive control adjusts slurry flow, pH, and oxidation air in real-time to maintain optimal performance across varying operating conditions.
6. Cost-Benefit Analysis of Nozzle Upgrades
Investment in high-efficiency nozzles delivers returns through multiple channels that extend beyond basic regulatory compliance.
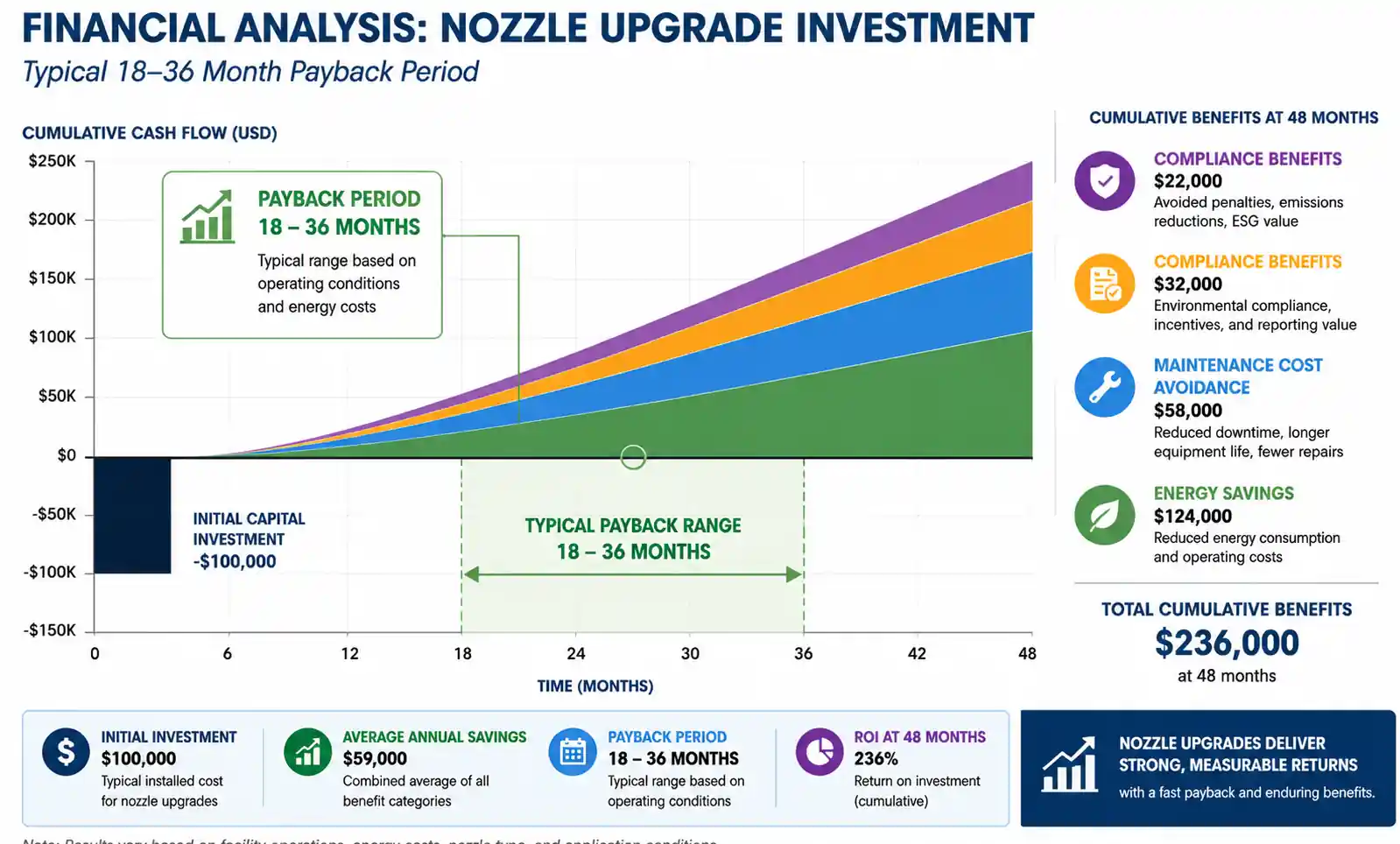
Capital Costs: Premium desulfurization nozzles range from $500-2,000 per unit depending on size, materials, and design complexity. A typical 500 MW unit with four absorber modules might require 60-80 nozzles, translating to $40,000-160,000 in hardware costs. Installation during planned outages adds 30-50% to hardware expenses.
Energy Savings: Advanced nozzles achieving equivalent SO₂ removal at 10-15% lower slurry flow rates directly reduce recirculation pump power consumption. For large plants, this can save 200-400 kW continuously, worth $100,000-200,000 annually at industrial electricity rates.
Maintenance Reduction: Extended service life means fewer forced outages for nozzle replacement. Avoiding even one unplanned outage saves lost generation revenue that can exceed $500,000 per day for baseload units. Reduced maintenance labor and spare parts inventory create additional savings.
Compliance and Operational Flexibility: Meeting ultra-low emission standards without chemistry changes or excessive reagent consumption preserves operational margins. Plants can burn higher-sulfur coal when economically advantageous, knowing the upgraded FGD system provides the removal efficiency needed to maintain compliance.
Payback Periods: Well-designed nozzle upgrade projects typically achieve payback in 18-36 months through combined energy savings, maintenance reduction, and avoided non-compliance penalties. One Japanese facility implementing enhanced FGD controls achieved annual savings of $900,000 through reduced house load alone.
7. Case Studies: Successful Nozzle Upgrade Implementations
Real-world implementations demonstrate the practical benefits of strategic desulfurization nozzle upgrades.
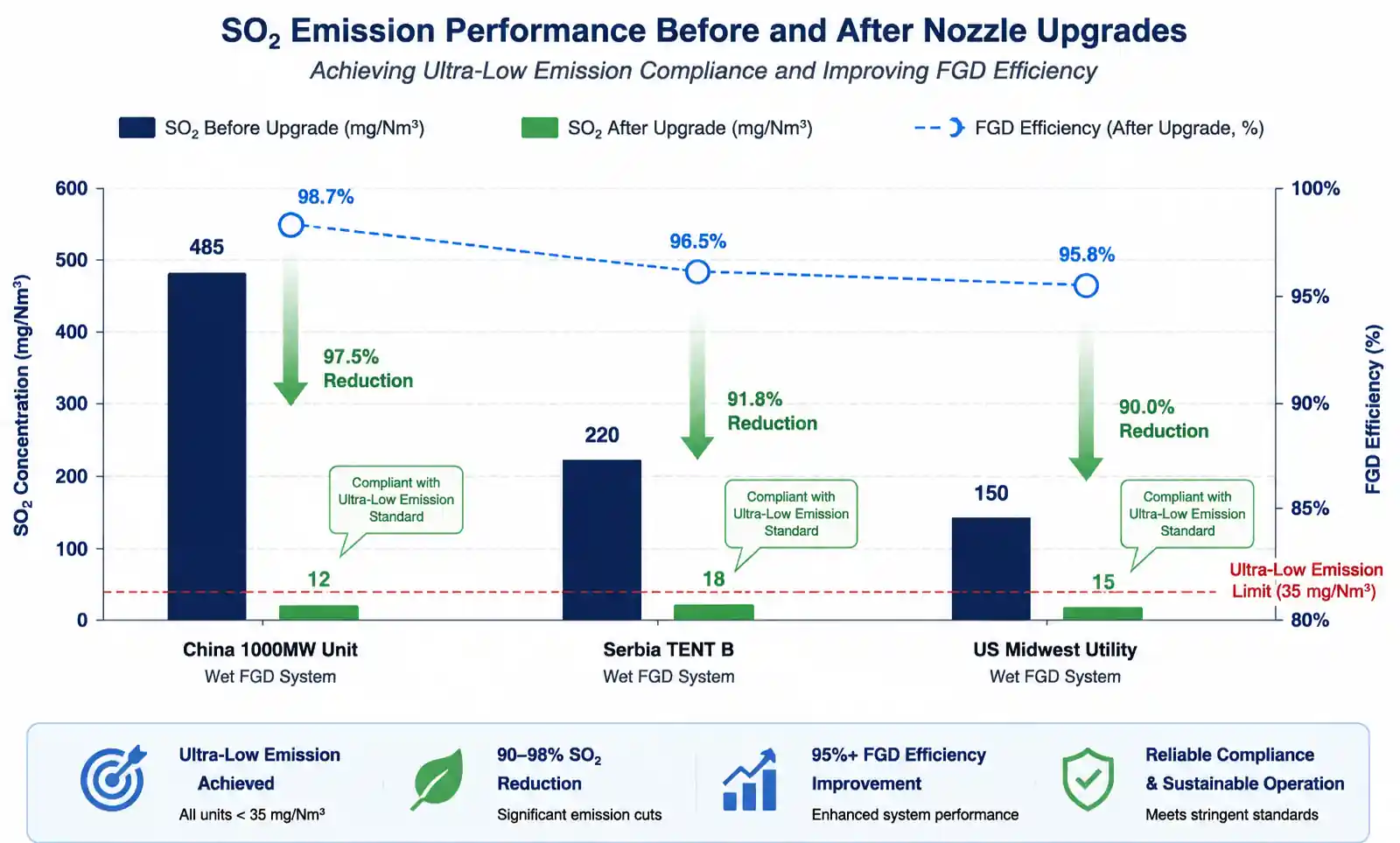
1,000 MW Ultra-Supercritical Unit in China: A comprehensive ultra-low emission retrofit combined spiral nozzle installation with integrated improvements to denitrification and dust removal systems. The upgrade achieved SO₂ emissions below 20 mg/m³—well under the 35 mg/m³ target—while reducing limestone consumption by 12% through improved absorption efficiency.
Serbia TENT B Coal Plant: When Serbia's EPS installed a new desulfurization system at its TENT B facility, advanced nozzle technology was central to the design. The system achieves 98% SO₂ removal efficiency, transforming one of the Balkans' most polluting plants into a model of emissions control.
U.S. Midwest Utility Wet FGD Upgrade: Facing tightening state regulations, a 650 MW coal plant replaced conventional nozzles with high-efficiency ceramic-composite designs during a planned outage. Post-upgrade testing confirmed SO₂ removal improved from 92% to 97.5%, while pump power consumption decreased by 140 kW—enough to power approximately 100 homes continuously.
8. Future Trends in Desulfurization Technology
The evolution of desulfurization technology continues as plants pursue ever-lower emissions and operational costs.

Smart Nozzles with Embedded Sensors: Next-generation designs may incorporate wear sensors and flow monitors that provide real-time performance data. This condition-based maintenance approach prevents unexpected failures while extending service intervals for nozzles still performing adequately.
Hybrid Wet-Dry Systems: Some facilities are exploring configurations that combine wet FGD with dry sorbent injection, using advanced nozzles for both limestone slurry and dry reagent distribution. These hybrid approaches offer flexibility to optimize performance and costs across varying operating conditions.
Waste Heat Recovery Integration: Innovative designs may couple FGD systems with waste heat recovery, using recovered thermal energy to pre-heat reagent slurry or support evaporative concentration of blowdown streams. Advanced nozzle designs that maintain performance with heated slurries will be essential.
AI-Optimized Operations: Machine learning algorithms are beginning to optimize FGD operations in real-time, predicting optimal nozzle configurations, slurry flow rates, and reagent chemistry based on coal characteristics and environmental conditions. These systems promise to squeeze every possible efficiency gain from upgraded hardware.
Conclusion
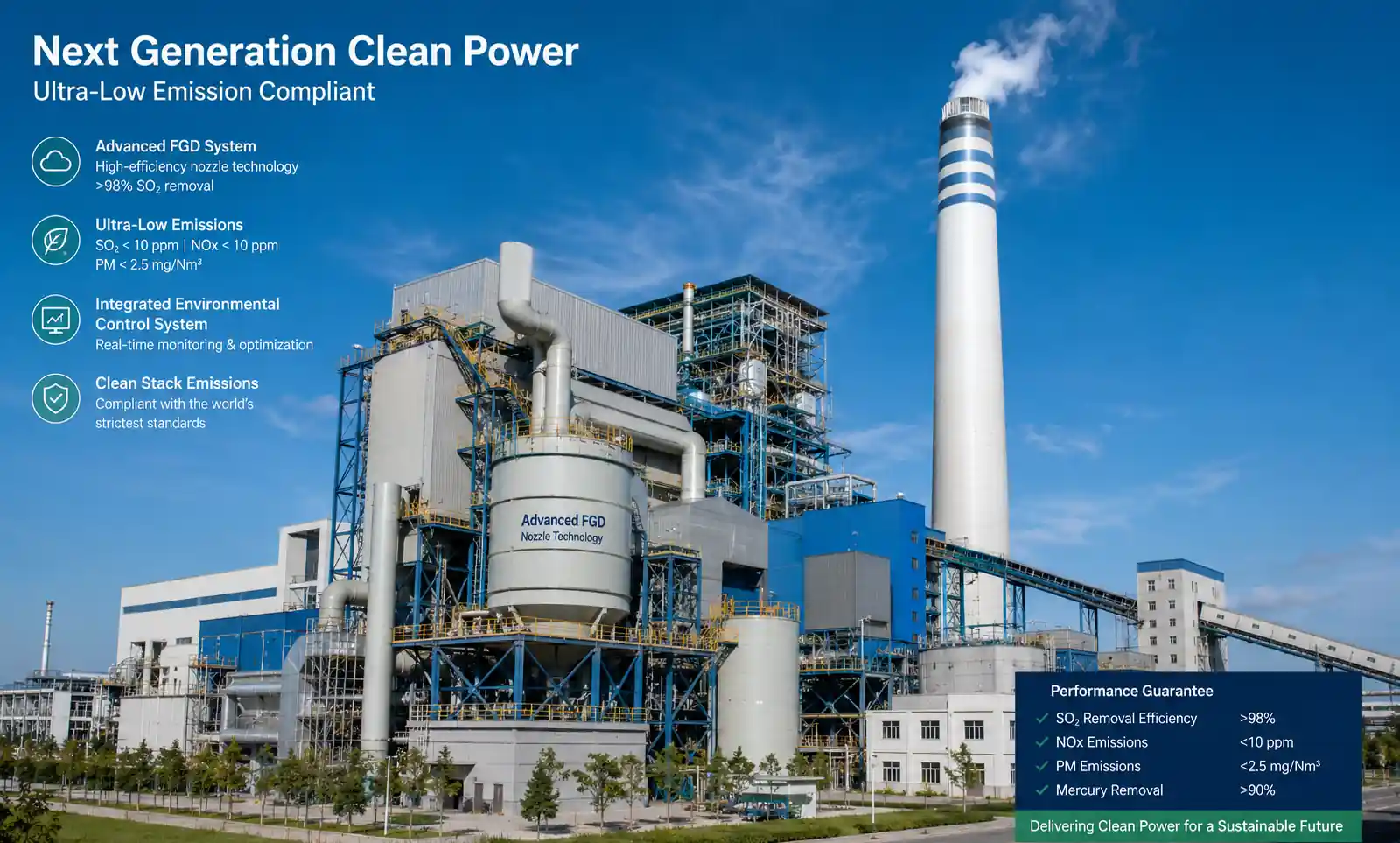
Meeting ultra-low emission standards requires more than regulatory compliance—it demands strategic investment in proven technologies that deliver measurable results. High-efficiency desulfurization nozzles represent one of the most cost-effective upgrade paths available to coal-fired power plants.
By focusing on key performance parameters, selecting appropriate advanced nozzle technologies, and implementing thoughtful retrofit strategies, plants can achieve SO₂ removal rates exceeding 95% while reducing energy consumption and maintenance costs. The combination of improved environmental performance and operational savings creates a compelling business case that extends beyond mere compliance.
As emissions standards continue tightening globally, plants that proactively upgrade their FGD systems—starting with the critical spray nozzle components—position themselves for sustainable long-term operation in an increasingly regulated industry.