





Secondary Cooling Nozzle Selection Guide for Continuous Casting: Optimizing Steel Quality and Production Efficiency
Secondary cooling in continuous casting represents one of the most critical stages in steel production. The nozzles you select directly impact solidification rates, thermal stress distribution, and ultimately, the quality of your final product. This comprehensive guide explores the strategic considerations for optimizing nozzle selection in the secondary cooling zone.
Table of Contents
- Understanding Secondary Cooling Zone Fundamentals
- Key Nozzle Types and Their Applications
- Critical Selection Parameters for Optimal Performance
- Air-Mist vs. Hydraulic Nozzles: Performance Comparison
- Heat Transfer Optimization and Spray Pattern Control
- Common Quality Defects and Prevention Strategies
- Latest Industry Trends and Technologies (2025-2026)
- Practical Implementation Guidelines
1. Understanding Secondary Cooling Zone Fundamentals
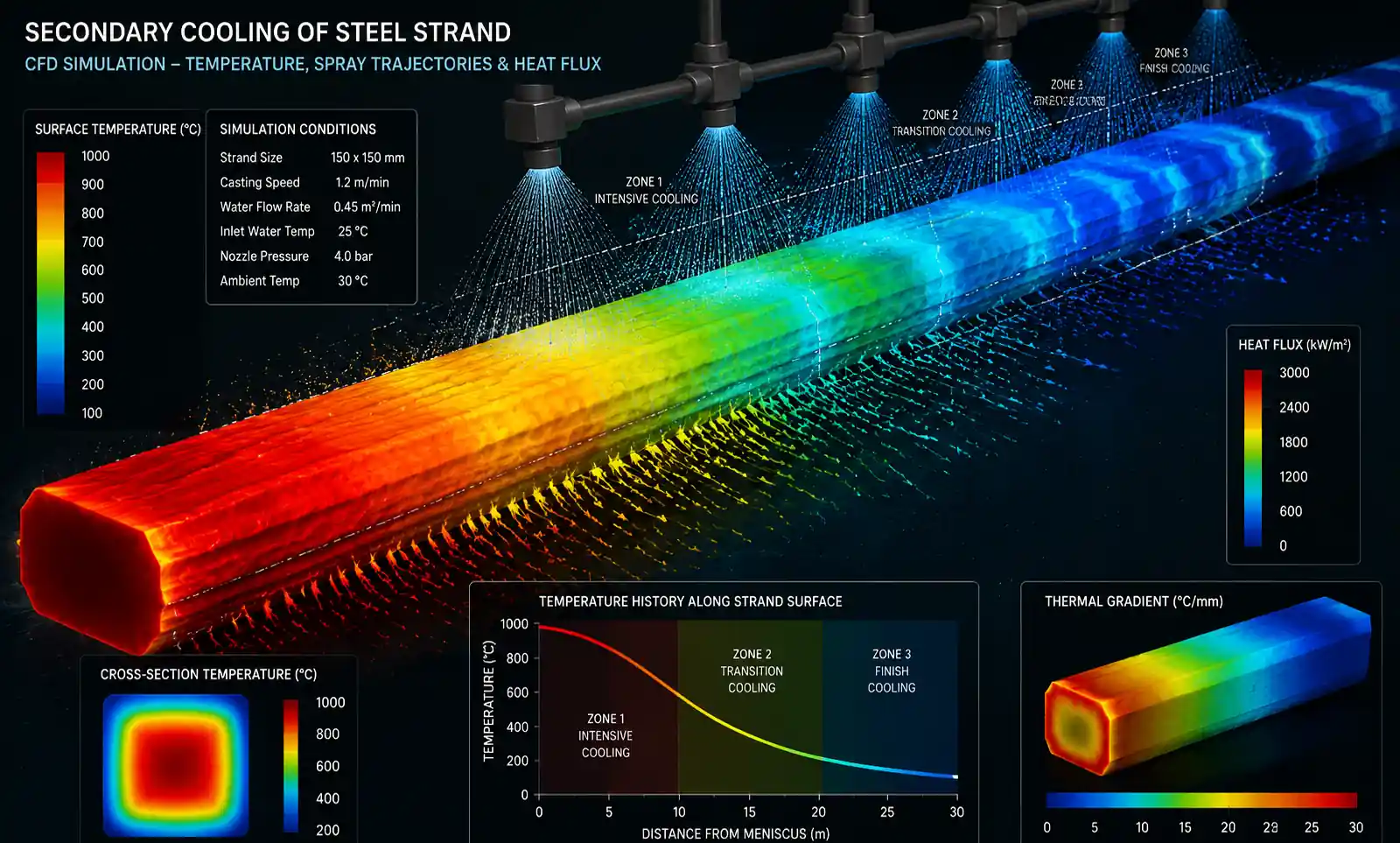
The secondary cooling zone begins immediately after the mold and continues until the steel strand achieves complete solidification. During this phase, controlled water spray application removes heat from the strand surface while maintaining a balance between cooling intensity and internal stress management.
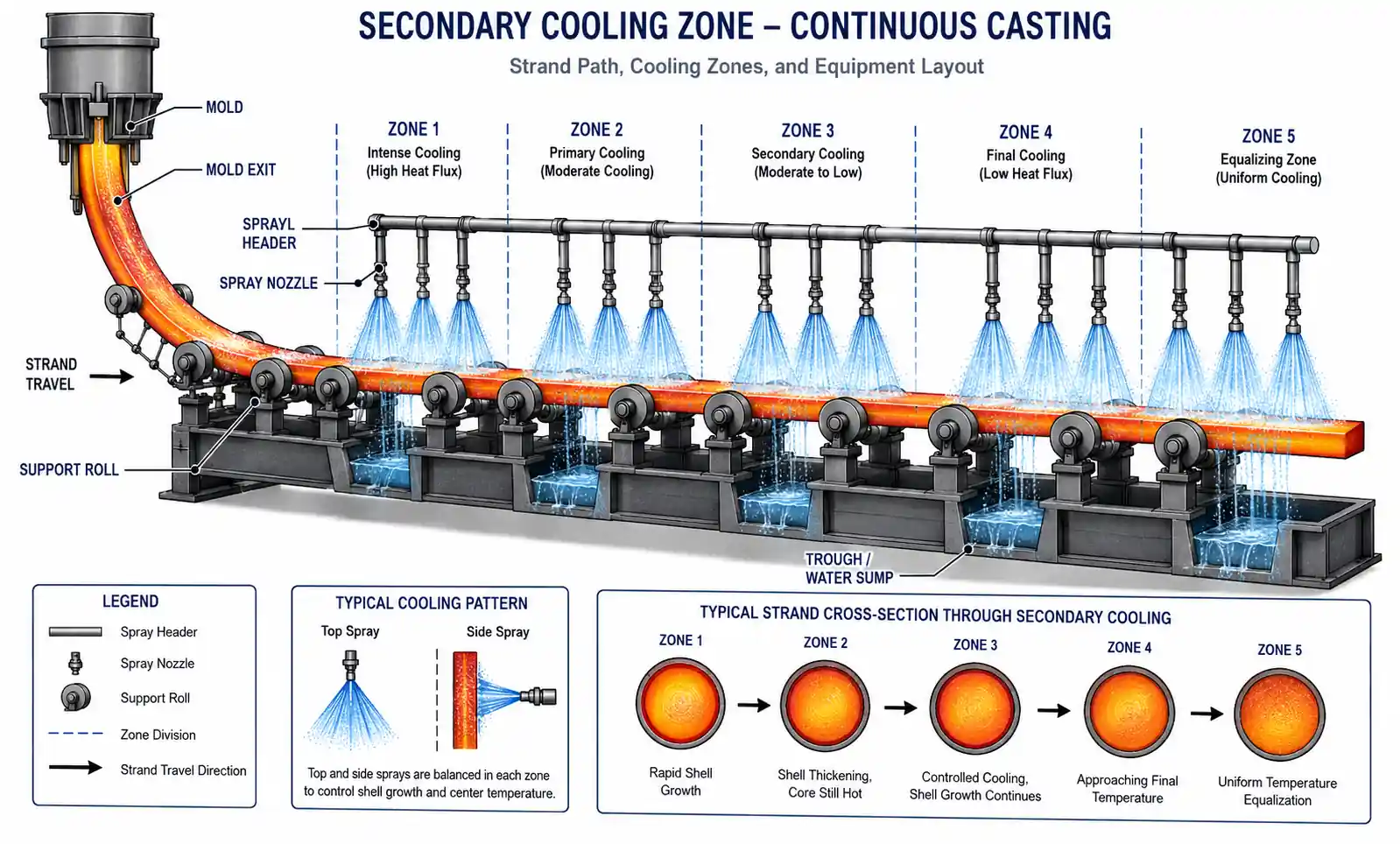
Unlike primary cooling in the mold, secondary cooling offers flexibility in cooling rate control across multiple zones. The cooling strategy directly influences metallurgical structure, surface quality, and internal soundness. Modern continuous casting operations typically employ 8-15 cooling zones, each with independently adjustable water flow rates.
The fundamental challenge lies in achieving uniform heat extraction without creating thermal gradients that induce cracking. Excessive cooling rates can cause surface reheating effects and solidification shell distortion, while insufficient cooling extends metallurgical length and increases the risk of internal defects. Recent research from Springer demonstrates that computational optimization of nozzle parameters significantly improves temperature uniformity in ultra-thick slab casting.
Key Performance Indicators:
- Heat flux uniformity across strand width
- Water distribution consistency
- Cooling rate controllability (turndown ratio)
- Energy efficiency per ton of steel produced
2. Key Nozzle Types and Their Applications
Modern secondary cooling systems employ several distinct nozzle technologies, each optimized for specific casting conditions and product requirements.
Hydraulic Full Cone Nozzles
Full cone nozzles remain the workhorse of continuous casting operations due to their robustness and consistent performance. These single-fluid nozzles generate a circular spray pattern with relatively uniform droplet distribution. They excel in applications requiring simple control systems and minimal maintenance.
Advantages:
- Lower initial capital cost
- Reduced energy consumption (no compressed air required)
- Reliable operation with minimal clogging
- Simple flow rate control
Limitations:
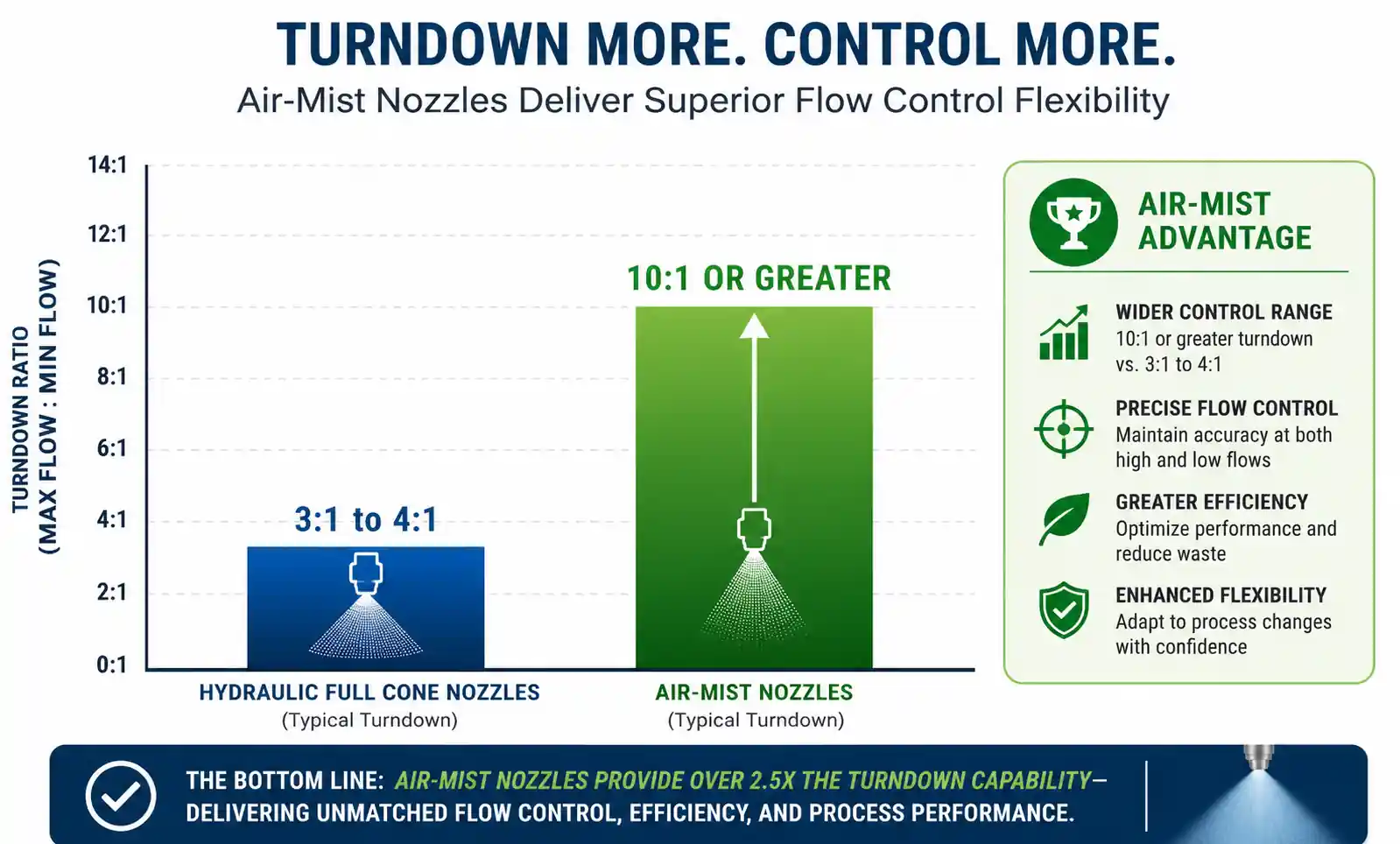
- Narrow turndown ratio (typically 3:1 to 4:1)
- Limited spray pattern adjustment capability
- Coarser droplet size distribution
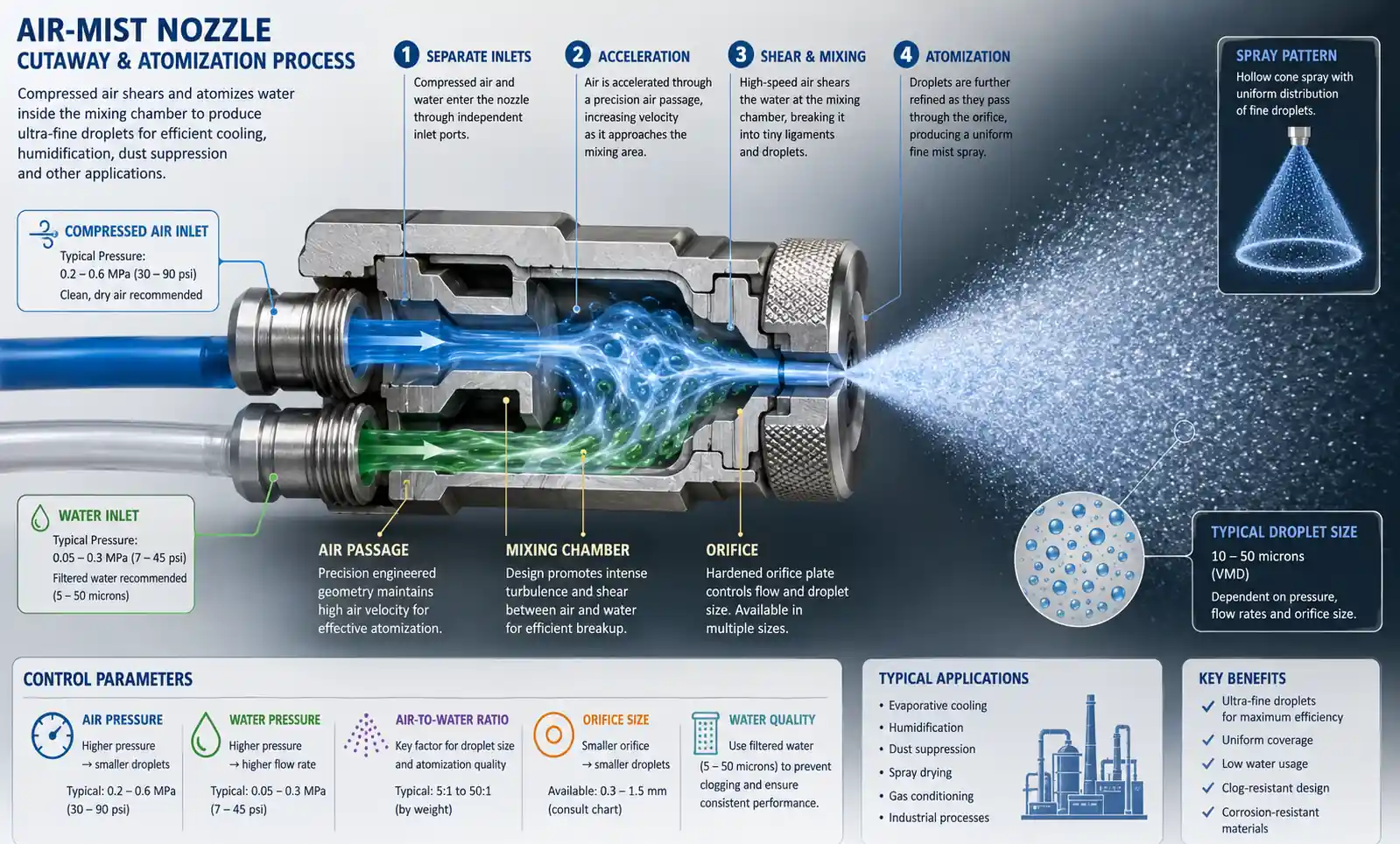
Air-Mist Nozzles
Air-mist technology has become the preferred choice for modern casting operations. These nozzles combine compressed air with water to create finer droplets and more uniform spray patterns. Lechler USA reports significant energy efficiency improvements when air-mist systems are properly optimized.
Performance Advantages:
- Wide turndown ratio (10:1 or greater)
- Superior heat transfer coefficients
- Finer atomization for uniform cooling
- Independent control of air and water flow
Operational Considerations:
- Higher operational costs due to compressed air consumption
- More complex control systems required
- Increased maintenance requirements
Specialized Nozzle Designs
HHX FullJet Nozzles: Developed specifically for billet casting, these nozzles provide superior spray distribution and coverage compared to conventional designs. They minimize spray overlap issues and reduce water consumption while maintaining cooling effectiveness.
Flat Jet Nozzles: Used in specific applications requiring directional cooling, particularly in edge cooling zones where precise spray placement prevents corner cracking.
3. Critical Selection Parameters for Optimal Performance
Successful nozzle selection requires careful evaluation of multiple interconnected parameters. According to Spraying Systems Co, the following factors form the foundation of selection strategy:
Water Turndown Ratio
The turndown ratio defines the range between maximum and minimum controllable water flow rates while maintaining acceptable spray characteristics. Modern steel production demands flexibility to accommodate different grades, casting speeds, and product dimensions. Air-mist systems typically achieve 10:1 turndown ratios, while hydraulic nozzles are limited to 3:1 or 4:1.
Spray Angle and Pattern
Recent optimization studies published in Springer identify optimal spray angles between 88-99 degrees for most slab casting applications. The spray angle directly influences:
- Coverage area per nozzle
- Overlap characteristics between adjacent nozzles
- Heat transfer coefficient distribution
- Water consumption efficiency
Water flow rate significantly affects spray angle geometry. At 1.58 L/min, spray angles measure approximately 88.84°, increasing to 98.58° at 4.14 L/min. This relationship must be factored into control system design.
Nozzle Layout and Positioning
Optimal performance requires precise nozzle positioning relative to the strand surface. Computational analysis indicates that nozzle distance of 380 mm combined with spray height of 663.5 mm produces superior temperature uniformity in thick slab applications. However, these parameters require adjustment based on casting machine geometry and product dimensions.
Layout Considerations:
- Nozzle pitch (spacing between adjacent nozzles)
- Spray height above strand surface
- Overlap zone management
- Zone separation distances
Pressure Operating Range
Both air and water pressure ranges must align with casting operation requirements. Air pressure typically ranges from 0.5 to 3.0 bar, while water pressure varies from 2.0 to 6.0 bar depending on nozzle design. The control system must maintain stable pressure across the full operating envelope to ensure consistent spray characteristics.
4. Air-Mist vs. Hydraulic Nozzles: Performance Comparison
The selection between air-mist and hydraulic nozzle systems represents a fundamental strategic decision affecting long-term operational costs and product quality capabilities.

Heat Transfer Performance
Computational studies demonstrate that air-mist nozzles generate superior heat transfer coefficients due to finer droplet atomization and improved surface wetting characteristics. The compressed air stream creates smaller droplets with higher surface area to volume ratios, enhancing heat extraction efficiency by 15-25% compared to hydraulic nozzles at equivalent water flow rates.
Control Flexibility
Hydraulic nozzles offer single-parameter control through water flow rate adjustment. Air-mist systems provide multi-parameter control including:
- Water flow rate
- Air flow rate
- Air pressure
- Air-to-water ratio
This additional control flexibility enables precise adaptation to varying casting conditions, steel grades, and quality requirements. Operators can independently adjust cooling intensity and spray pattern characteristics without changing nozzles.
Economic Analysis
While air-mist systems deliver superior performance, compressed air consumption creates significant energy costs. A typical slab caster consumes 15,000-25,000 m³/hour of compressed air for secondary cooling. At industrial electricity rates, this represents substantial operating expense. However, improved product quality and reduced scrap rates often justify the additional energy investment.
Cost Comparison Factors:
- Capital equipment investment
- Compressed air generation and distribution
- Maintenance requirements and spare parts
- Water consumption
- Product quality improvements and scrap reduction
According to industry resources, the decision ultimately depends on production priorities—hydraulic systems for cost-sensitive operations with less demanding quality requirements, air-mist systems for premium product grades requiring precise thermal control.
5. Heat Transfer Optimization and Spray Pattern Control
Achieving optimal heat transfer requires understanding the complex interaction between spray characteristics, surface conditions, and metallurgical phenomena.
The Leidenfrost Effect
When water droplets contact surfaces above approximately 300-400°C, a vapor layer forms between the droplet and surface, dramatically reducing heat transfer efficiency. Research published on that spray design must account for Leidenfrost temperature effects to maintain cooling effectiveness throughout the secondary cooling zone.
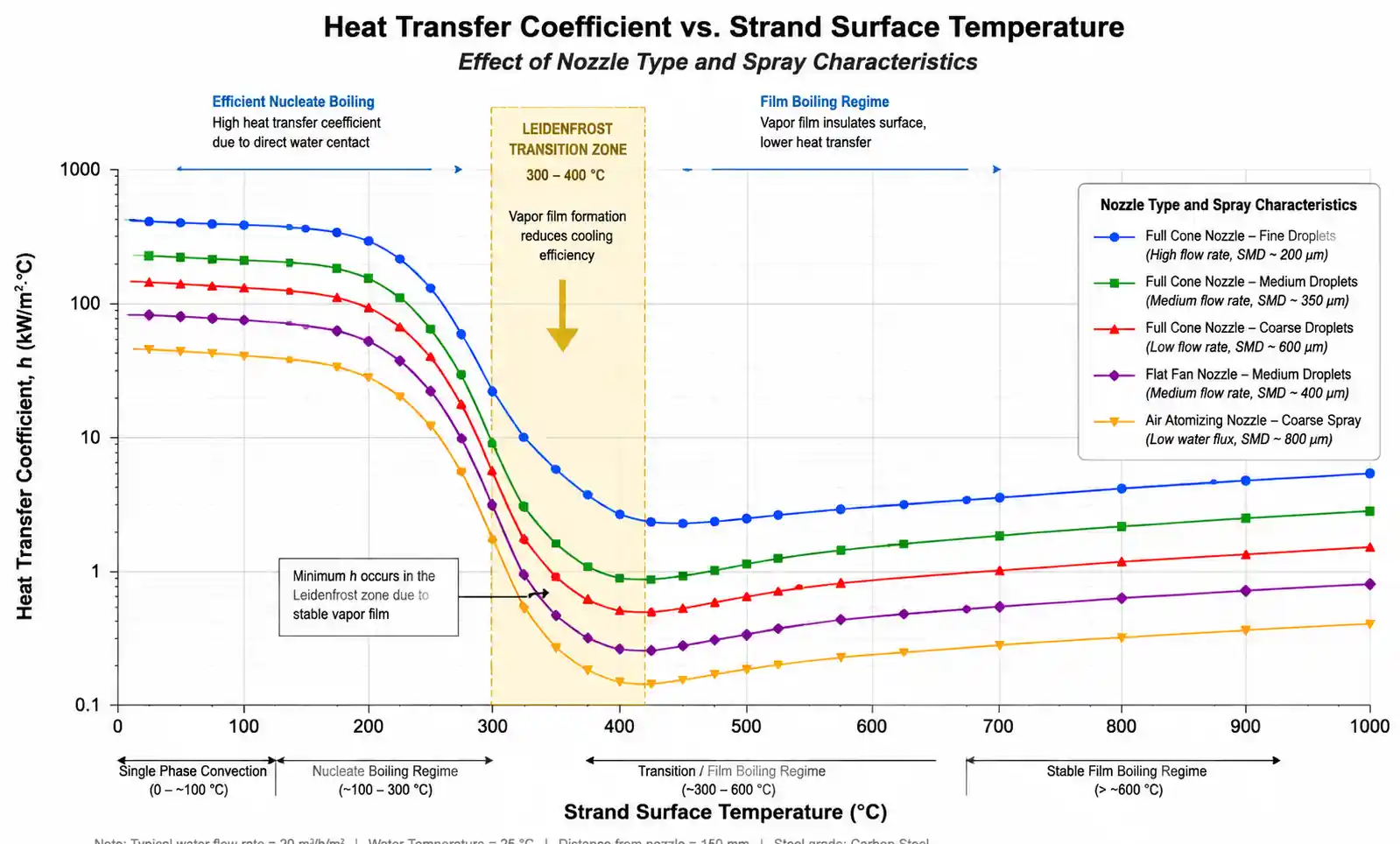
Finer droplets from air-mist nozzles partially overcome Leidenfrost limitations through higher impact velocities and improved surface penetration. This explains why air-mist cooling achieves more consistent heat transfer coefficients across varying strand surface temperatures.
Spray Overlap Management
The region where adjacent spray patterns overlap exhibits different heat transfer characteristics than single-spray zones. Accurate heat transfer coefficient assessment in overlap regions remains critical for thermal model accuracy and cooling strategy optimization. MDPI research on optimization algorithms emphasizes the importance of overlap zone management in preventing temperature non-uniformities.
Water Distribution Uniformity
Full cone jet nozzles generally produce more uniform heat flux distribution compared to flat jet designs, reducing surface temperature variations and improving product quality. However, achieving target uniformity requires:
- Proper nozzle selection for operating conditions
- Regular inspection and replacement schedules
- Calibrated flow control systems
- Computational modeling validation
Dynamic Control Strategies
Modern casting operations employ real-time adjustment of cooling parameters based on:
- Casting speed variations
- Steel grade thermal properties
- Product dimension changes
- Mold level fluctuations
- Strand surface temperature measurements
Advanced control algorithms continuously optimize water flow distribution across cooling zones to maintain target cooling curves and minimize thermal stress accumulation.
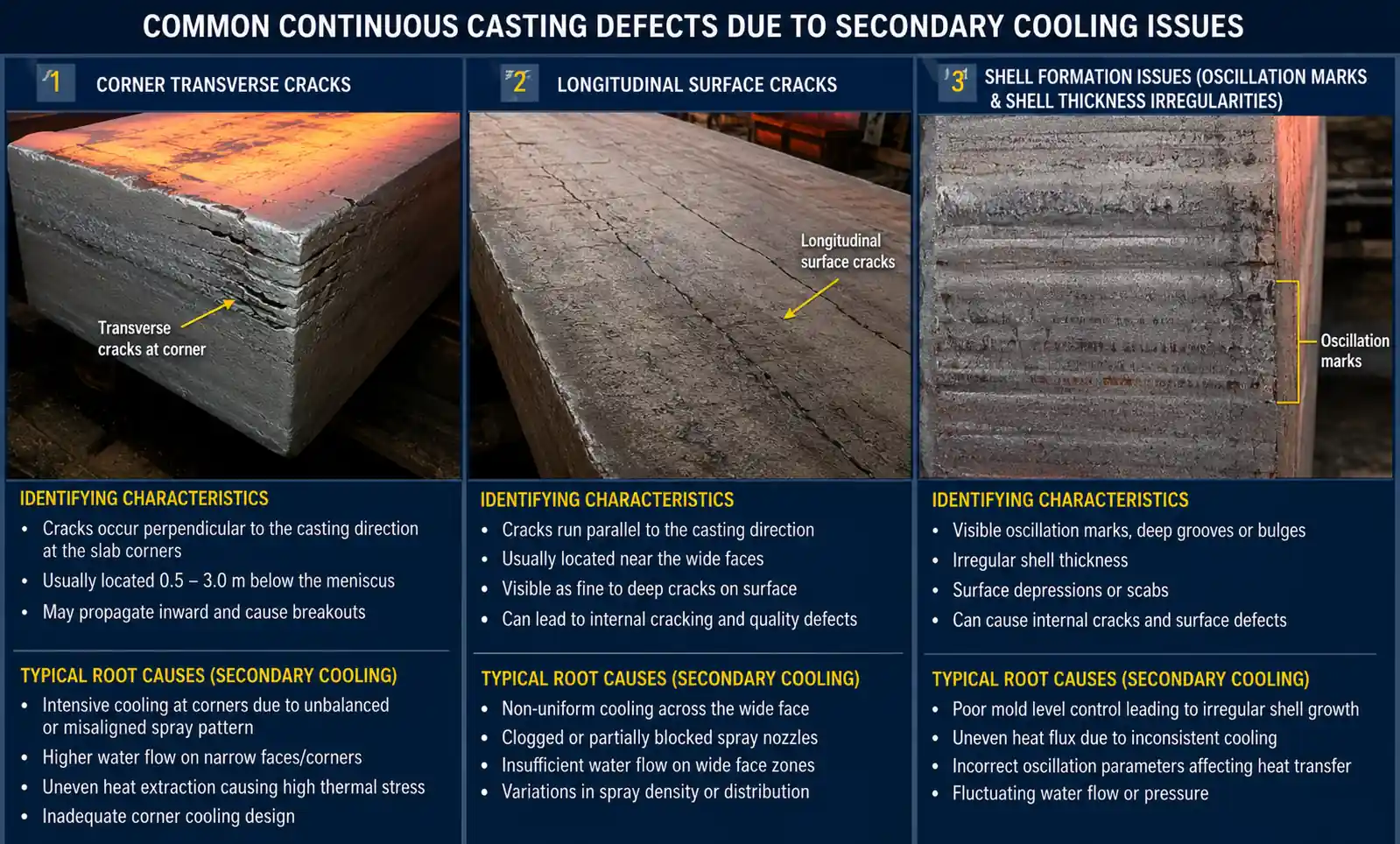
6. Common Quality Defects and Prevention Strategies
Improper secondary cooling directly causes or contributes to numerous steel quality defects. Understanding these failure mechanisms guides effective nozzle selection and cooling strategy development.
Transverse Cracks
Wide-thick slab production particularly suffers from corner transverse cracking caused by non-uniform temperature distribution. Research studies demonstrate that optimizing secondary cooling nozzle arrangement and water distribution significantly reduces transverse crack incidence.
Prevention Strategies:
- Enhanced corner cooling with dedicated nozzles
- Balanced water distribution across strand width
- Controlled cooling rate transitions between zones
- Spray pattern optimization through computational modeling
Hot Tears and Longitudinal Cracks
Excessive cooling intensity creates large temperature gradients between strand surface and interior, generating tensile thermal stresses at the solidification front. When these stresses exceed material strength, hot tears initiate and propagate.
Optimal cooling strategy maintains moderate cooling rates that balance productivity requirements against thermal stress accumulation. Air-mist nozzles excel in this application through their wide turndown ratio and precise control capability.
Shell Formation Issues
Recent studies published in MDPI reveal that spray nozzle clogging reduces cooling effectiveness by 30-50%, creating local hot spots and shell thinning. Regular maintenance schedules and water filtration systems minimize clogging incidents.
Clogging Prevention Measures:
- Adequate water filtration (recommended 100 micron or finer)
- Regular nozzle inspection and cleaning cycles
- Flow monitoring systems for clog detection
- Preventive replacement schedules
Surface Quality Defects
Oscillation marks, slag entrapment, and surface cracks often link to secondary cooling irregularities. Maintaining stable, uniform spray patterns across the entire strand width ensures consistent surface cooling and minimizes defect formation.
7. Latest Industry Trends and Technologies (2025-2026)
The continuous casting industry continues advancing nozzle technology and control strategies to meet increasingly demanding product quality requirements and sustainability objectives.
Computational Optimization
2025 research demonstrates sophisticated computational fluid dynamics (CFD) modeling coupled with heat transfer analysis for nozzle parameter optimization. These tools enable virtual testing of nozzle configurations before physical implementation, reducing trial-and-error commissioning time and optimizing performance from startup.
Machine learning algorithms now analyze historical casting data to predict optimal nozzle settings for specific product mixes and operating conditions. These systems continuously refine cooling strategies based on quality outcomes and thermal measurements.
Energy Efficiency Focus
With sustainability and operational cost pressures intensifying, manufacturers prioritize energy-efficient secondary cooling designs. Innovations include:
- Variable speed air compressors matched to cooling demand
- Heat recovery from cooling water systems
- Optimized spray patterns reducing water consumption by 20-30%
- Predictive maintenance systems minimizing downtime
Advanced Monitoring Systems
Modern installations incorporate extensive sensor arrays providing real-time feedback on:
- Individual nozzle flow rates
- Spray pattern characteristics
- Strand surface temperatures (pyrometry)
- Cooling water return temperatures
- Air and water pressure distributions
This data enables closed-loop control systems that automatically adjust cooling parameters, maintaining optimal conditions despite process variations.
Nozzle Design Innovations
Manufacturers continue refining nozzle internal geometries to improve atomization characteristics, reduce wear rates, and extend service life. New materials and coatings enhance corrosion resistance and maintain spray pattern consistency over extended operating periods.
8. Practical Implementation Guidelines
Successful nozzle selection and secondary cooling optimization requires systematic approach combining technical analysis, operational experience, and continuous improvement.
Selection Process Framework
Step 1: Define Operating Requirements
- Product range (dimensions, grades, quality levels)
- Casting speed envelope
- Production volume targets
- Quality specifications and defect limits
Step 2: Evaluate Current Performance
- Quality defect analysis
- Cooling uniformity assessment
- Energy consumption benchmarking
- Maintenance cost tracking
Step 3: Conduct Technical Analysis
- Computational modeling of alternative nozzle configurations
- Heat transfer calculations and thermal stress analysis
- Water and energy consumption projections
- Capital and operating cost estimates
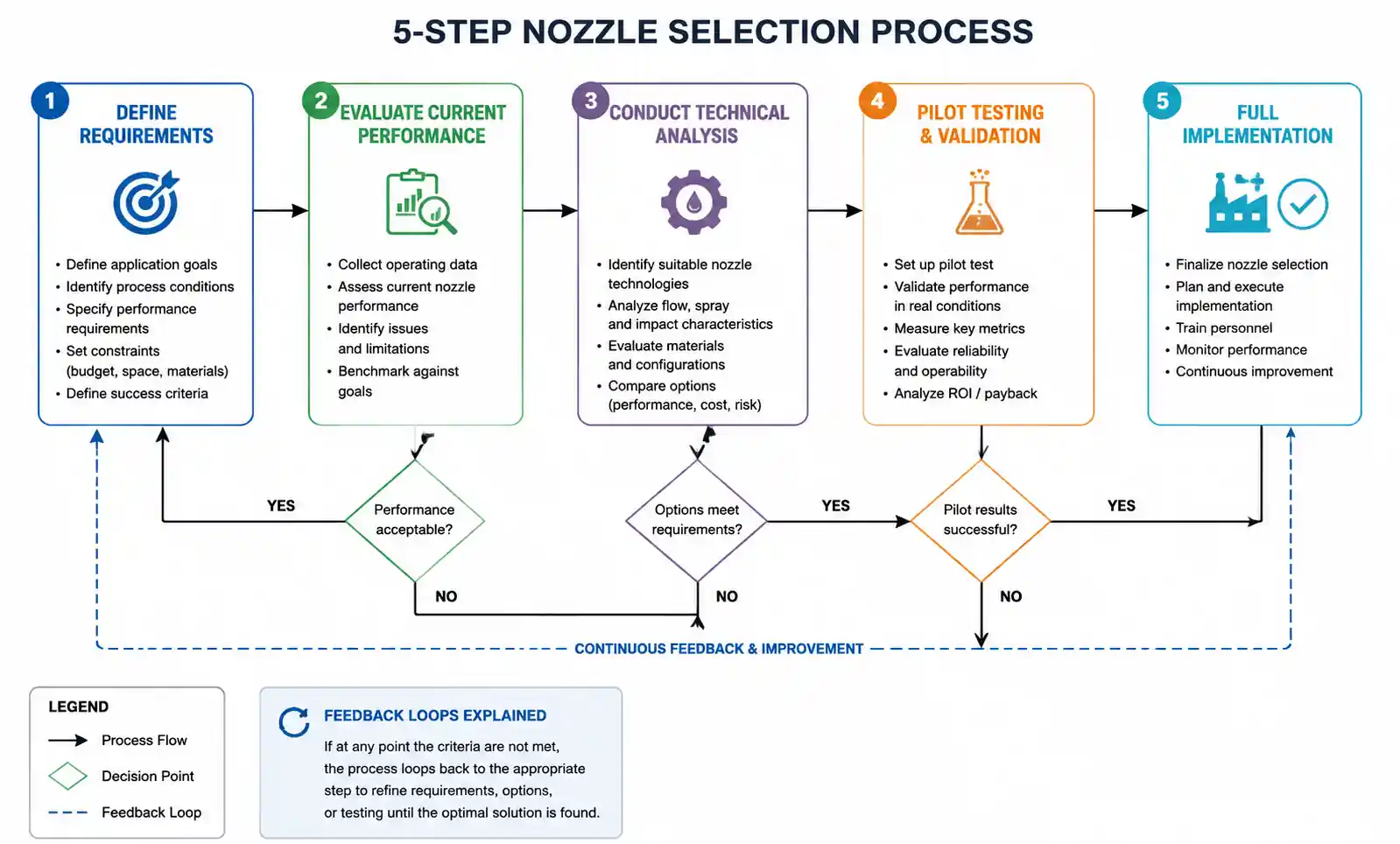
Step 4: Pilot Testing
- Limited installation of candidate nozzle systems
- Performance monitoring and data collection
- Quality impact assessment
- Operator feedback integration
Step 5: Full Implementation
- Phased rollout across casting machines
- Operator training programs
- Control system optimization
- Continuous monitoring and refinement
Maintenance Best Practices
Consistent nozzle performance requires disciplined maintenance programs:
- Daily: Visual inspection of spray patterns during casting
- Weekly: Flow rate verification and adjustment
- Monthly: Detailed nozzle inspection and cleaning
- Quarterly: Nozzle replacement based on wear criteria
- Annually: Complete system audit and optimization review
Performance Monitoring Metrics
Track these key indicators to ensure sustained optimal performance:
- Product quality indices (crack rates, surface quality scores)
- Specific water consumption (liters per ton of steel)
- Specific energy consumption (kWh per ton)
- Nozzle replacement frequency and costs
- System availability and downtime incidents
Troubleshooting Common Issues
Problem: Non-uniform cooling across strand width Solutions: Check nozzle alignment, verify flow rates, inspect for clogged nozzles, review spray overlap calculations
Problem: Excessive water consumption Solutions: Optimize nozzle spacing, adjust spray angles, verify pressure settings, consider air-mist retrofit
Problem: Frequent nozzle clogging Solutions: Improve water filtration, reduce operating pressures, change nozzle materials, implement preventive replacement
Conclusion
Strategic secondary cooling nozzle selection represents a critical investment in steel quality, operational efficiency, and long-term competitiveness. The transition from traditional hydraulic nozzles to advanced air-mist systems offers substantial performance advantages, though at higher operational costs. Each casting operation must evaluate trade-offs based on specific product requirements, quality standards, and economic constraints.
The latest computational tools, sensor technologies, and control strategies enable unprecedented precision in cooling management. Successful implementation requires systematic approach combining technical analysis, operational discipline, and continuous improvement culture.
As casting speeds increase and quality demands intensify, the flexibility and efficiency of secondary cooling systems become increasingly critical. Investing in optimal nozzle technology and control systems positions steel producers for sustained competitive advantage in demanding global markets.