





How to Select the Right Spray Nozzle for Scrubbers
Table of Contents
- Introduction: Why Scrubber Nozzle Selection Matters
- Critical Spray Parameters for Scrubber Performance
- Nozzle Type Comparison: Hollow Cone vs. Spiral vs. Full Cone
- Material Selection and Wear Cost Analysis
- Scrubber-Specific Selection Guidelines
- Common Installation and Maintenance Mistakes
- Sourcing and Supply Considerations
- FAQ
- Conclusion and Next Actions
1. Introduction: Why Scrubber Nozzle Selection Matters
In wet scrubber systems—whether for flue gas desulfurization, particulate removal, or chemical vapor absorption—the spray nozzle is not just a component; it is the primary interface between liquid and gas phases. A poorly selected nozzle can reduce gas-liquid contact efficiency by 30–50%, leading to emission violations, increased liquid recirculation costs, and accelerated equipment wear.
From our field experience commissioning venturi scrubbers and packed-bed absorbers across chemical plants and power generation facilities, we have seen three recurring issues: undersized droplets that evaporate before contacting the gas stream, oversized droplets that fall through without sufficient surface area, and rapid nozzle erosion in abrasive slurry service that shifts the spray pattern within weeks. This guide addresses these issues head-on by walking through the engineering parameters, nozzle type trade-offs, and material selection logic that determine long-term scrubber performance.
What you will learn:
- How droplet size distribution affects mass transfer efficiency
- How to calculate nozzle count and spacing for uniform gas coverage
- Which nozzle types suit venturi, spray tower, and packed-bed scrubbers
- Material selection for corrosive and abrasive service
- How to detect and prevent premature nozzle failure
2. Critical Spray Parameters for Scrubber Performance
2.1 Droplet Size and Sauter Mean Diameter (SMD)
Scrubber efficiency hinges on maximizing gas-liquid interfacial area. Smaller droplets provide more surface area per unit volume, but they also evaporate faster and are more easily entrained out of the scrubber. For most venturi and spray tower applications, we target a Sauter Mean Diameter (SMD or D₃₂) in the range of 200–800 microns.
- Fine droplets (200–400 microns): High surface area, ideal for chemical absorption (SO₂, HCl, NH₃). Risk of evaporation in hot gas streams above 150°C unless liquid flow rates are sufficient.
- Medium droplets (400–600 microns): Balanced performance for particulate scrubbing and moderate gas cooling. Less entrainment risk.
- Coarse droplets (600–1000 microns): Lower surface area but better penetration in high-velocity gas streams. Suitable for venturi scrubbers where turbulence aids breakup.
In one flue gas desulfurization retrofit, switching from 1000-micron droplets (full cone nozzle at low pressure) to 400-micron droplets (hollow cone at higher pressure) increased SO₂ removal efficiency from 82% to 94%, allowing the plant to meet regulatory limits without adding scrubbing stages.
2.2 Flow Rate and Pressure Relationship
Nozzle flow rate follows the square root law:
$$ Q = K × √P $$
Where:
$$ Q = flow rate (GPM or L/min) $$
$$ K = nozzle flow coefficient (depends on orifice size and design) $$
$$ P = pressure (PSI or bar) $$
This means doubling pressure only increases flow by 1.41×, not 2×. A common mistake is assuming you can simply "turn up the pressure" to compensate for undersized nozzles. In reality, you hit diminishing returns, and pump energy costs scale linearly with pressure while flow improvement is sublinear.
For example, a hollow cone nozzle rated at 10 GPM at 40 PSI will deliver approximately 14.1 GPM at 80 PSI—not 20 GPM. If your scrubber requires 20 GPM per nozzle, you need a larger orifice or more nozzles, not just higher pressure.
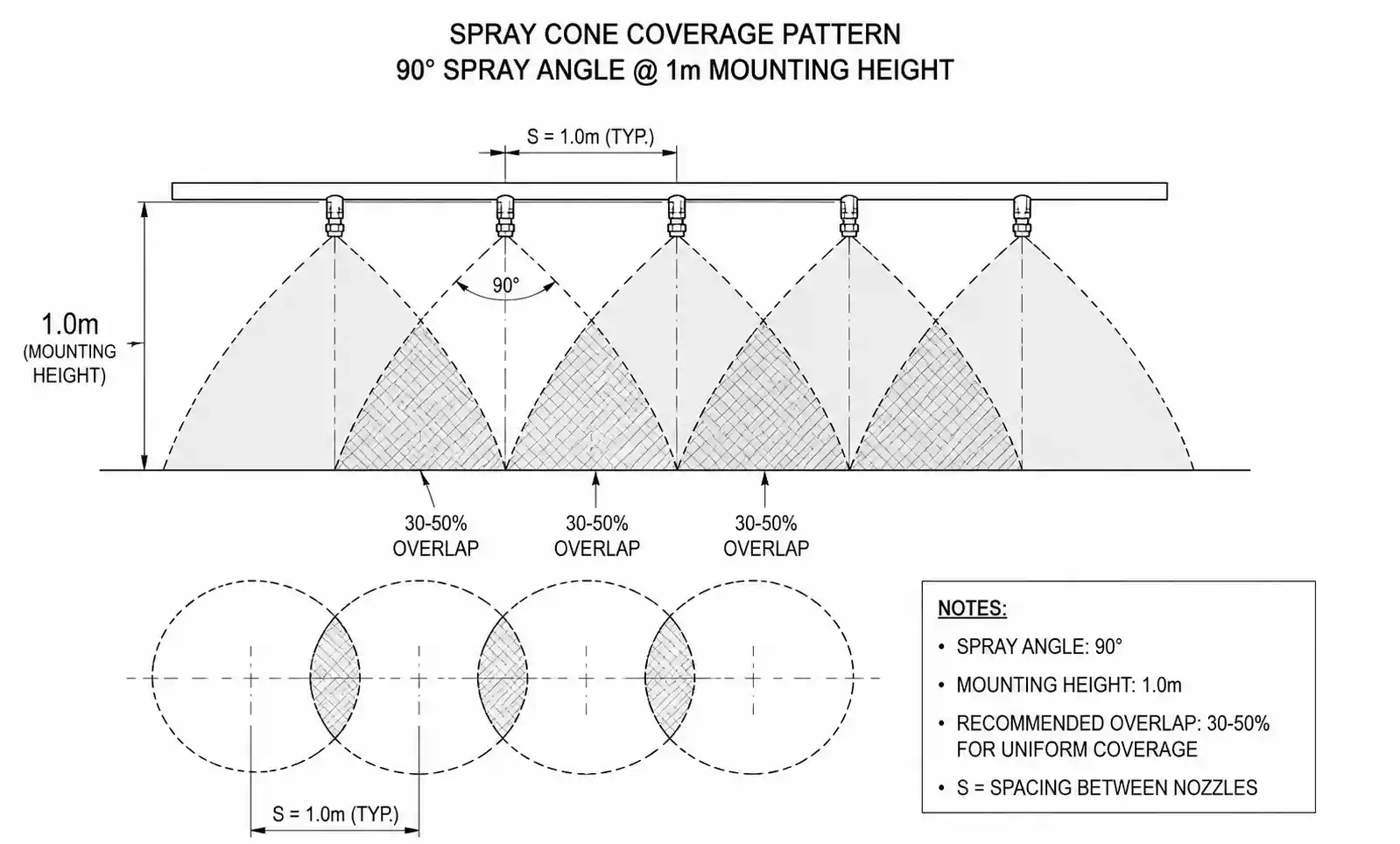
2.3 Spray Angle and Coverage Uniformity
Spray angle determines how many nozzles you need to achieve full cross-sectional coverage of the scrubber duct or chamber. Typical scrubber nozzles offer spray angles from 60° to 120°.
Overlap calculation: To ensure no dry spots, adjacent spray cones should overlap by at least 30–50%. For a nozzle with a 90° spray angle installed at height H above the target plane, the spray diameter D is approximately:
$$ D = 2 × H × tan(45°) = 2H $$
If your scrubber duct is 2 meters wide and nozzles are mounted 1 meter above the gas stream, each 90° nozzle covers roughly a 2-meter diameter circle. For uniform coverage, you would space nozzles at 1.3–1.5 meters apart (allowing 30–50% overlap).
2.4 Liquid-to-Gas Ratio (L/G)
This is the master parameter for scrubber design, typically expressed as liters of liquid per cubic meter of gas (L/m³) or gallons per 1000 cubic feet (gal/1000 ft³). Common ranges:
- Particulate scrubbers: 0.5–2.0 L/m³
- Gas absorption (SO₂, HCl): 2.0–10 L/m³
- Venturi scrubbers: 0.5–1.5 L/m³ (high velocity compensates for lower L/G)
Once you know your required L/G ratio and gas flow rate, you can calculate total liquid flow, then divide by the number of nozzles and their individual flow capacities.
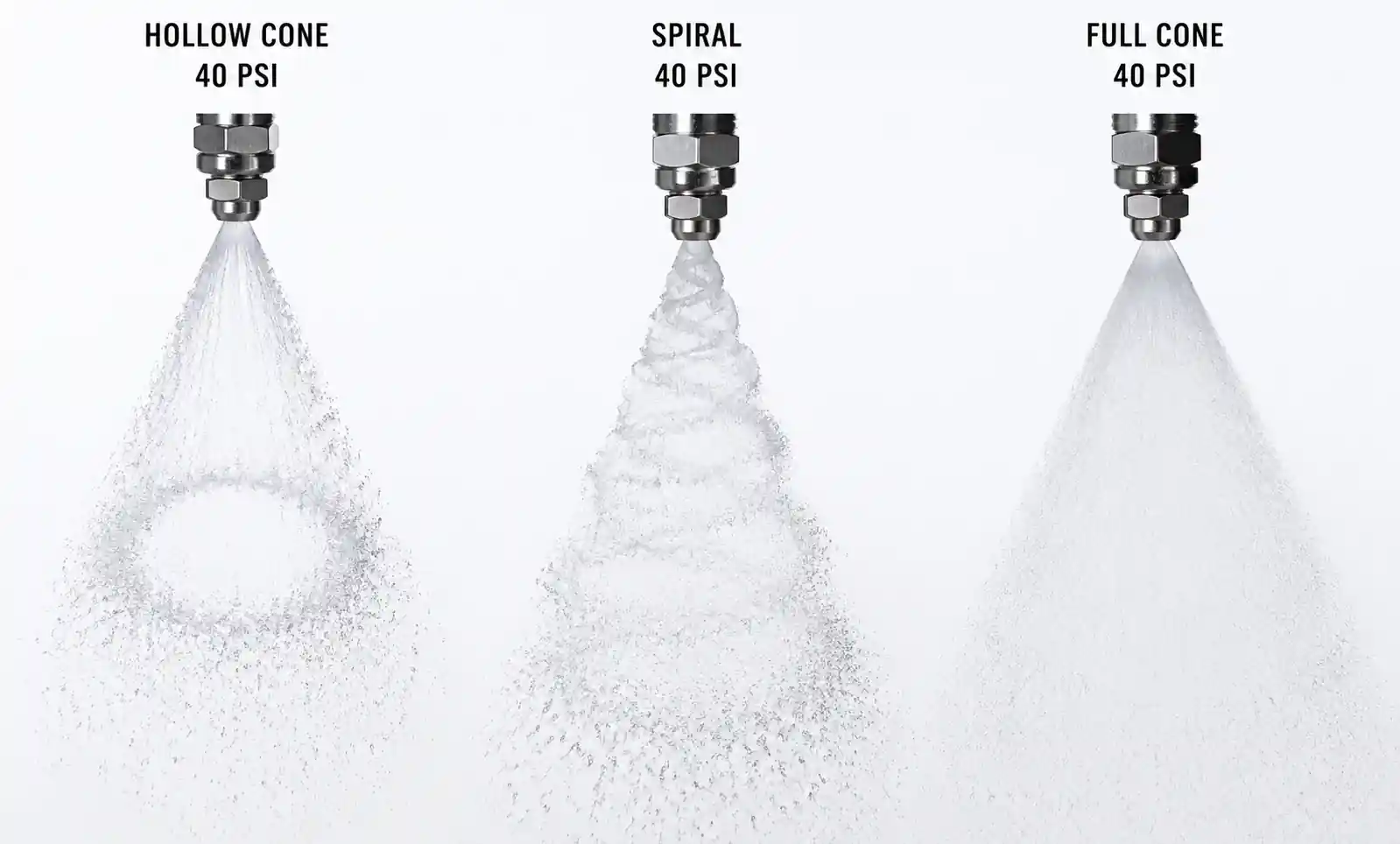
3. Nozzle Type Comparison: Hollow Cone vs. Spiral vs. Full Cone
Not all spray patterns are created equal for scrubber service. Here is a comparison based on field performance across different scrubber configurations.
| Nozzle Type | Spray Pattern | Droplet Size Range (SMD) | Impact Force | Clogging Resistance | Best Application |
|---|---|---|---|---|---|
| Hollow Cone | Thin conical sheet | 200–600 microns | Medium | Low (small orifice) | Gas absorption, cooling towers, venturi scrubbers |
| Spiral (Tangential) | Solid cone with swirl | 400–1200 microns | High | High (large free passage) | High-solids slurry scrubbing, large particulate |
| Full Cone | Uniform distribution | 300–800 microns | Medium-High | Medium | Packed-bed scrubbers, even liquid distribution |
| Air-Atomizing | Very fine mist | 50–200 microns | Low | Very Low | Chemical absorption (HCl, NH₃), requires compressed air |
3.1 Hollow Cone Nozzles
These generate a thin liquid sheet that breaks into fine droplets, maximizing surface area. In a spray tower for SO₂ absorption, hollow cone nozzles operating at 30–60 PSI typically deliver 300–500 micron droplets with excellent gas contact. However, the small orifices (often 3–8 mm) are prone to clogging if the recirculated liquid contains gypsum crystals or fly ash. We recommend inline strainers with 50–100 mesh and regular backflushing.
From our data, a 6 mm hollow cone nozzle in limestone slurry service (15% solids) will show measurable flow rate reduction within 500–800 hours if filtration is inadequate. The symptom is not complete blockage but gradual spray angle narrowing, which creates dead zones in the scrubber.
3.2 Spiral Nozzles
Spiral nozzles use tangential inlet ports to create a swirling flow, producing a solid cone with larger, more uniform droplets. The key advantage is a larger free passage diameter—often 12–25 mm—which makes them highly resistant to clogging in high-solids environments.
In a venturi scrubber treating combustion flue gas with 10 g/Nm³ particulate loading, we replaced hollow cone nozzles with spiral nozzles and extended maintenance intervals from 2 weeks to 12 weeks. The trade-off was a shift from 400-micron to 800-micron droplets, which was acceptable because the high gas velocity in the venturi throat provided additional turbulence and droplet breakup.
3.3 Full Cone Nozzles
Full cone nozzles distribute liquid evenly across the entire spray cone, unlike hollow cones which concentrate liquid at the periphery. This makes them ideal for packed-bed scrubbers where uniform liquid distribution over packing material is critical. Uneven distribution causes channeling, reducing effective packing height and scrubbing efficiency.
We typically use full cone nozzles in countercurrent packed towers for HCl absorption, installed 0.3–0.5 meters above the packing with 80–100° spray angles to ensure complete wetting of the packing surface.
3.4 Air-Atomizing Nozzles
These nozzles use compressed air to shatter liquid into ultra-fine droplets (50–200 microns), providing the highest possible surface area. They are effective for chemical absorption where gas-phase mass transfer resistance is limiting, but they add compressed air costs and are extremely sensitive to any suspended solids.
We have deployed air-atomizing nozzles in ammonia scrubbers for semiconductor fabs, where water consumption is low (5–10 GPM total) and the liquid is DI water with no solids. For industrial scrubbers handling slurries or recirculated process water, air-atomizing nozzles are generally impractical.
4. Material Selection and Wear Cost Analysis
Scrubber service is uniquely demanding: nozzles face corrosive liquids (acidic, alkaline, or chloride-rich), abrasive solids (fly ash, gypsum, lime), and elevated temperatures. Material selection directly impacts maintenance cost and system uptime.
| Material | Hardness (HV) | Relative Wear Life | Cost Multiplier | Corrosion Resistance | Best Use Case |
|---|---|---|---|---|---|
| 316 Stainless Steel | 180–220 | 1× (baseline) | 1× | Good (pH 4–10) | Clean liquid, low abrasion |
| Hardened 17-4 PH SS | 350–400 | 3–4× | 2× | Excellent | Moderate abrasion, acidic service |
| Silicon Carbide (SiC) | 2500–3000 | 10–15× | 8–12× | Excellent (non-HF) | High abrasion (slurry), long service intervals |
| Alumina Ceramic (Al₂O₃) | 1500–1800 | 6–8× | 5–7× | Excellent | Abrasive, lower impact loads |
| Tungsten Carbide | 1500–2000 | 8–12× | 10–15× | Good (not strong acids) | Extreme abrasion, high pressure |
| PTFE / PFA | 50–60 | N/A (chemical only) | 2–3× | Excellent (all pH) | Highly corrosive, no abrasion |
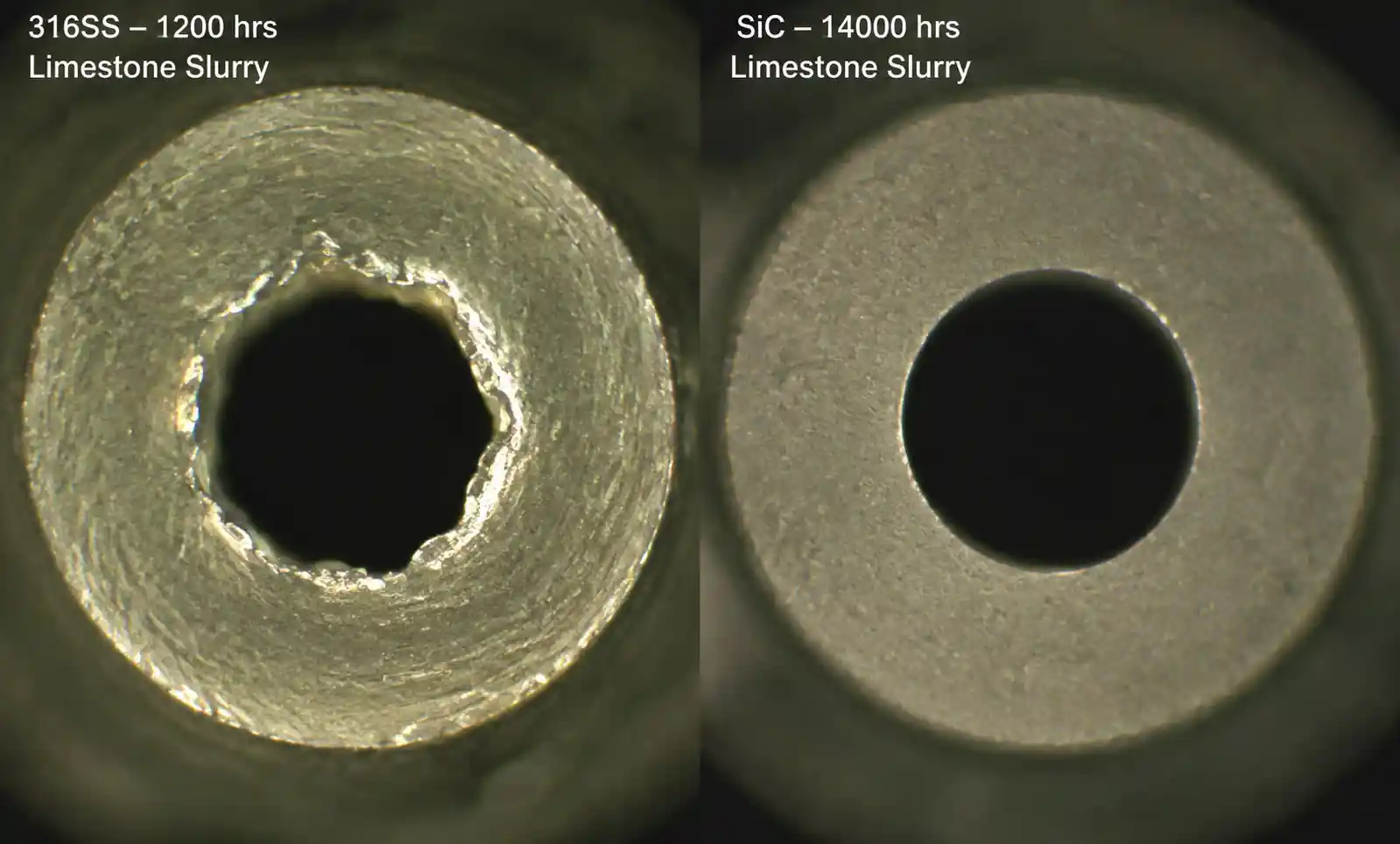
4.1 Economic Comparison: Stainless Steel vs. Silicon Carbide
Let's work through a real-world cost comparison for a limestone slurry scrubber with 20 nozzles.
Scenario:
- Nozzle flow rate: 15 GPM at 40 PSI
- Slurry: 20% limestone, pH 5.5, 50°C
- Operational: 8000 hours/year
Option A: 316 Stainless Steel
- Nozzle cost: $45 each × 20 = $900
- Observed wear life in this service: 1200 hours (spray angle narrows, flow drops by 15%)
- Replacements per year: 8000 / 1200 ≈ 6.7 cycles
- Annual nozzle cost: $900 × 6.7 = $6,030
- Labor for replacement (4 hours per cycle, $75/hr): $75 × 4 × 6.7 = $2,010
- Total annual cost: $8,040
Option B: Silicon Carbide
- Nozzle cost: $480 each × 20 = $9,600
- Observed wear life: 14,000 hours
- Replacements per year: 8000 / 14,000 ≈ 0.57 cycles
- Annual nozzle cost: $9,600 × 0.57 = $5,472
- Labor for replacement: $75 × 4 × 0.57 = $171
- Total annual cost: $5,643
Conclusion: Silicon carbide saves $2,400 per year despite 10× higher unit cost, primarily through reduced downtime and labor. Payback period is less than one maintenance cycle.
4.2 Corrosion Considerations
Material hardness is not the only factor. In flue gas desulfurization (FGD) scrubbers, the recirculated liquid is acidic (pH 4–6) and contains chlorides. We have observed accelerated corrosion of tungsten carbide nozzles in high-chloride FGD service, with pitting failure in 6,000 hours—comparable to hardened stainless steel. Silicon carbide and alumina ceramics performed far better, with no measurable corrosion after 15,000 hours.
For highly acidic service (pH < 3) or strong alkali (pH > 12), PTFE-lined nozzles or all-PFA construction is necessary, accepting that these materials offer no abrasion resistance.
5. Scrubber-Specific Selection Guidelines
5.1 Venturi Scrubbers
Venturi scrubbers achieve high efficiency through high gas velocity (60–120 m/s in the throat), which atomizes liquid droplets through shear forces. Nozzle selection is less critical for droplet size—velocity does most of the work—but clogging resistance is paramount.
Recommended nozzles:
- Spiral nozzles with 12–20 mm free passage
- Operating pressure: 20–50 PSI (lower pressure acceptable because venturi breakup is dominant)
- Material: Silicon carbide or hardened stainless for abrasive particulate
Common mistake: Using hollow cone nozzles in venturi service. The high gas velocity can deflect the thin spray sheet, causing uneven liquid distribution and erosion of the venturi throat liner.
5.2 Spray Tower Scrubbers
In spray towers, nozzles must generate fine droplets and provide even coverage across the tower cross-section. There is no high-velocity gas flow to assist droplet breakup, so nozzle performance is critical.
Recommended nozzles:
- Hollow cone nozzles for gas absorption (SO₂, HCl)
- Operating pressure: 40–80 PSI for 300–500 micron droplets
- Spray angle: 90–120° for good coverage
- L/G ratio: 5–10 L/m³ typical
Design tip: Install nozzles in multiple horizontal banks (2–4 levels) spaced 1–2 meters apart vertically. This increases residence time and provides redundancy if one bank partially clogs.
5.3 Packed-Bed and Tray Scrubbers
Packed-bed scrubbers rely on liquid flowing over structured or random packing to maximize gas-liquid contact. Nozzle purpose is liquid distribution, not direct gas contact.
Recommended nozzles:
- Full cone nozzles for uniform distribution
- Operating pressure: 10–30 PSI (low pressure acceptable, uniformity is key)
- Spray angle: 80–100°
- Install 0.3–0.5 m above packing, ensure 100% coverage with 50% overlap
Common mistake: Under-specifying nozzle count. Insufficient nozzles cause dry spots in the packing, reducing effective surface area. We recommend one nozzle per 0.3–0.5 m² of packing cross-section for structured packing, and one per 0.5–0.8 m² for random packing.
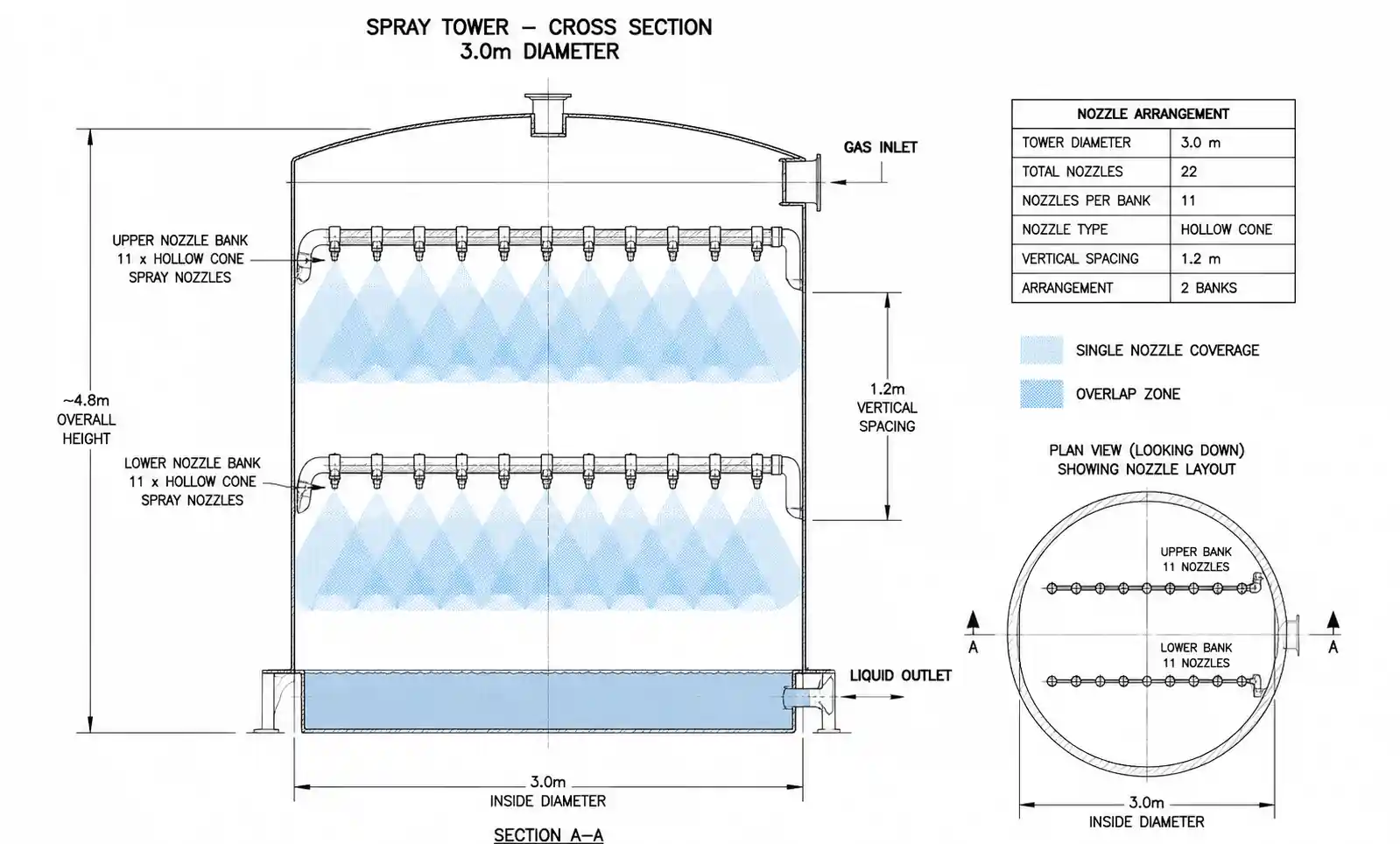
5.4 Worked Example: Nozzle Selection for a Spray Tower
Given:
- Scrubber diameter: 3 meters
- Gas flow rate: 10,000 m³/hr
- Target L/G ratio: 6 L/m³
- Required SO₂ removal: 90%
Step 1: Calculate total liquid flow Total liquid flow = 10,000 m³/hr × 6 L/m³ = 60,000 L/hr = 1,000 L/min ≈ 264 GPM
Step 2: Select nozzle type and operating pressure Choose hollow cone nozzles for fine droplets. At 50 PSI, typical hollow cone nozzles deliver 300–400 micron SMD.
Step 3: Determine nozzle count Select a nozzle model rated at 12 GPM at 50 PSI (check manufacturer data sheet). Number of nozzles = 264 GPM / 12 GPM = 22 nozzles
Step 4: Check coverage With 90° spray angle and nozzles mounted 1.5 m above the gas inlet plane: Spray diameter D = 2 × 1.5 m × tan(45°) = 3 m
Scrubber cross-sectional area = π × (3 m / 2)² = 7.07 m² Area per nozzle (with 50% overlap) ≈ 0.35 m² Required nozzles for coverage = 7.07 / 0.35 ≈ 20 nozzles
Conclusion: Use 22 hollow cone nozzles (provides slight over-capacity for fouling margin) arranged in a circular pattern. Install in two banks of 11 nozzles each, spaced 1.2 meters apart vertically to increase residence time.
6. Common Installation and Maintenance Mistakes
6.1 Incorrect Nozzle Orientation
Nozzles installed at the wrong angle cause spray pattern distortion and wall impingement. For downward-spraying nozzles in a vertical tower, ensure the nozzle axis is truly vertical—even a 10° tilt can shift the spray pattern by 0.5 meters at 3 meters distance, creating dry zones.
In one chemical plant, we diagnosed poor scrubbing performance caused by nozzles that had loosened over time and rotated 15–20° due to vibration. Re-torquing and adding lock washers solved the issue immediately, increasing removal efficiency from 78% to 91% with no other changes.
6.2 Inadequate Filtration
Scrubber recirculation loops must have adequate filtration upstream of nozzles. We recommend:
- Hollow cone nozzles (3–8 mm orifice): 50–100 mesh strainer or automatic backflushing filter
- Spiral nozzles (12–25 mm passage): 10–20 mesh strainer sufficient
Case study: A venturi scrubber in a coal-fired power plant initially had no inline filtration. Hollow cone nozzles clogged within 3–4 days, requiring weekly shutdowns for cleaning. After installing automatic backflushing filters (100 mesh), nozzle life extended to 6–8 weeks, and unplanned downtime dropped by 85%.
6.3 Ignoring Wear Monitoring
Nozzle wear is gradual and insidious. Flow rate may decrease by 10–20% before visual inspection reveals orifice enlargement. By the time spray angle visibly narrows, efficiency has already degraded significantly.
Best practice: Establish a flow monitoring program. Measure and log flow rate for each nozzle or manifold quarterly. When flow drops by 10% or spray angle narrows by 15%, replace the nozzle. Do not wait for complete failure.
For critical scrubbers, we install differential pressure transmitters on each nozzle header. A ΔP drop of 15% signals wear, triggering a maintenance work order automatically.
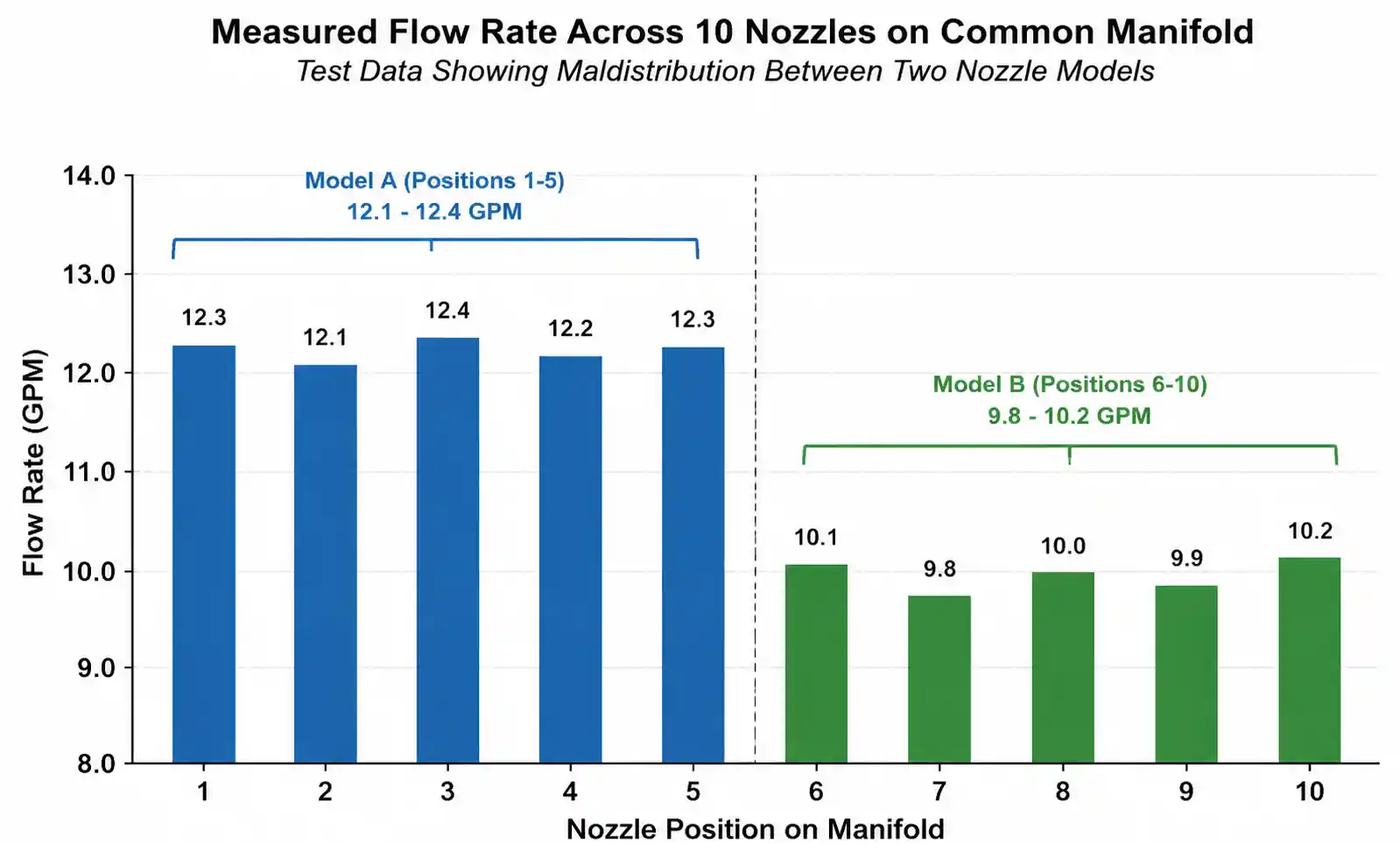
6.4 Mixing Nozzle Types or Models
Using different nozzle models on the same manifold creates uneven flow distribution. If one nozzle has a lower pressure drop, it will rob flow from others. Always use identical nozzles (same model, orifice size, and wear state) on a common header.
7. Sourcing and Supply Considerations
7.1 OEM vs. Aftermarket Nozzles
Original equipment manufacturer (OEM) nozzles are typically 30–50% more expensive than aftermarket alternatives but offer better documentation, consistent quality, and tested performance data.
When to use OEM:
- Initial installation or major retrofit
- Performance-critical applications (regulatory compliance)
- When you need certified spray pattern data and droplet size distribution
When aftermarket is acceptable:
- Routine replacement on well-characterized systems
- Cost-driven high-volume purchases
- Non-critical scrubbers with wide performance margins
Key requirement: Aftermarket nozzles must provide test data for flow rate vs. pressure, spray angle, and droplet size distribution. Avoid suppliers who only provide dimensional drawings.
7.2 Lead Time and Inventory Strategy
Standard stainless steel nozzles are typically available with 1–2 week lead times. Exotic materials (silicon carbide, tungsten carbide) can have 8–12 week lead times, especially for custom thread sizes or flow rates.
Recommended inventory:
- Keep 20–30% of installed nozzle count as spares for stainless steel nozzles
- Keep 50–100% spares for ceramic nozzles (long lead time, brittle)
- Store nozzles in clean, dry conditions; inspect orifices before installation
7.3 Thread Standards and Interchangeability
Most industrial scrubber nozzles use standard pipe threads: 1/4" NPT, 3/8" NPT, 1/2" NPT, or 3/4" NPT. European equipment may use BSP threads. Verify thread type before ordering replacements.
If upgrading from one nozzle type to another (e.g., hollow cone to spiral), confirm that the new nozzles have the same thread connection and spray orientation. Some nozzles have male threads, others female; some spray inline with the thread axis, others at 90°.
8. FAQ
Q1: How do I know if my nozzles are worn out?
A: Measure flow rate at a fixed pressure and compare to baseline or manufacturer data. A 10–15% drop indicates significant wear. Visual signs include orifice enlargement, asymmetric spray pattern, or narrowing spray angle. For ceramic nozzles, inspect for chips or cracks.
Q2: Can I increase scrubber efficiency just by increasing nozzle pressure?
A: Only up to a point. Flow increases by the square root of pressure, so doubling pressure only gives 1.41× flow. Beyond 80–100 PSI, you also risk increased nozzle wear, higher pump energy cost, and potential for spray deflection in high-velocity gas streams. If you need more liquid flow, add nozzles or use larger orifices.
Q3: Why is my scrubber performance degrading even though flow rates are normal?
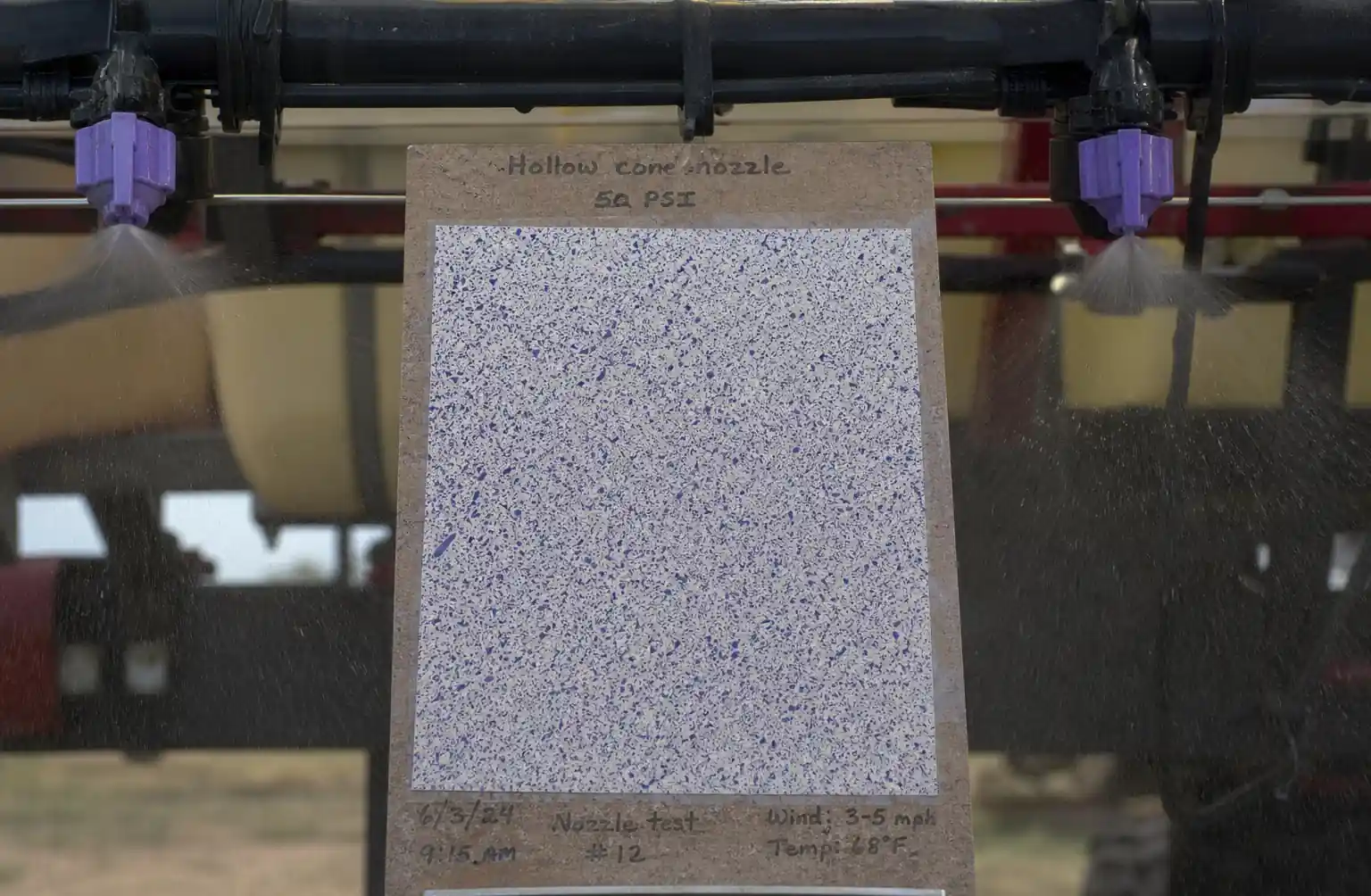
A: Check spray pattern. Partial clogging or wear can shift the spray angle or create an asymmetric pattern, leaving dry zones in the scrubber even if total flow is correct. We recommend quarterly spray pattern audits using water-sensitive paper or high-speed imaging.
Q4: Which nozzle material should I use for FGD scrubbers?
A: For wet limestone FGD with gypsum slurry (pH 5–6, 15–25% solids), silicon carbide is the most cost-effective long-term choice. It resists both abrasion and acidic corrosion. Avoid plain stainless steel; use at least hardened 17-4 PH if budget does not allow ceramics.
Q5: How often should I replace scrubber nozzles?
A: It depends on material and service severity. Stainless steel in clean water: 1–2 years. Stainless steel in slurry: 2–6 months. Silicon carbide in slurry: 2–3 years. Establish a condition-based replacement program using flow monitoring rather than fixed intervals.
Q6: Can I use air-atomizing nozzles in a venturi scrubber?
A: Generally no. Air-atomizing nozzles require clean liquid (no solids), and the venturi's high gas velocity would disrupt the atomizing air jet. Stick with hydraulic nozzles (hollow cone or spiral) in venturi scrubbers.
Q7: What is the best spray angle for scrubber nozzles?
A: For spray towers and packed beds: 80–120° for good coverage with reasonable nozzle count. For venturi scrubbers: 60–90° is sufficient since spray is injected into a confined throat. Wider angles require lower mounting heights to achieve the same coverage diameter.
9. Conclusion
Selecting the right spray nozzle for your scrubber is a multi-variable optimization problem balancing droplet size, flow capacity, clogging resistance, material wear life, and cost. The most common mistakes we see are undersizing nozzle count (leading to poor coverage), ignoring material selection (leading to rapid wear), and neglecting maintenance monitoring (allowing gradual performance degradation).