





Best Nozzle Types for Flue Gas Desulfurization Systems
What You'll Learn: How to select the optimal nozzle type for your flue gas desulfurization (FGD) system based on spray performance, wear resistance, and total cost of ownership—backed by field data and engineering calculations.
Table of Contents
- Introduction: Why Nozzle Selection Determines FGD System Reliability
- Critical Spray Parameters in FGD Applications
- Nozzle Type Comparison for FGD Systems
- Material Selection and Wear Cost Analysis
- Application-Specific Selection for Wet FGD
- Common Installation and Maintenance Mistakes
- Sourcing and Lifecycle Considerations
- FAQ
- Conclusion and Next Actions
1. Introduction: Why Nozzle Selection Determines FGD System Reliability
In wet flue gas desulfurization (FGD) systems, spray nozzles are the single most critical component affecting SO₂ removal efficiency, limestone slurry distribution uniformity, and long-term operational cost. From our field experience across coal-fired and industrial boiler installations, we estimate that 60–70% of underperforming FGD absorbers trace back to one of three nozzle-related failures: spray angle narrowing due to erosive wear, flow rate drift beyond ±10% of design, or uneven droplet distribution causing dry zones on the flue gas side.
This guide addresses a common gap we observe in FGD system design and retrofit projects: engineers often inherit legacy nozzle specifications without understanding the trade-offs between hollow cone, spiral, and tangential nozzles, or how material choice—303 stainless steel versus silicon carbide—affects wear life in high-solids limestone slurry at pH 5.0–6.0. Unlike generic spray nozzle overviews, this article provides quantitative selection criteria, real-world wear data, and economic calculations you can apply immediately to your next FGD upgrade or troubleshooting project.
What this guide helps you solve:
- Selecting nozzle types that maximize gas-liquid contact area while minimizing pressure drop
- Calculating the true total cost of ownership (TCO) for nozzles in abrasive limestone or lime slurry service
- Preventing premature nozzle failure that leads to unscheduled shutdowns and SO₂ compliance violations
- Designing spray header layouts that ensure uniform flue gas coverage across varying load conditions
2. Critical Spray Parameters in FGD Applications
2.1 Flow Rate and Liquid-to-Gas Ratio (L/G)
Wet FGD systems typically operate at liquid-to-gas ratios of 10–20 gallons per 1,000 actual cubic feet (gal/1000 acfm), depending on inlet SO₂ concentration and required removal efficiency. Each nozzle in a spray header must deliver a predictable flow rate across a 15–40 PSI operating pressure range. The flow-pressure relationship follows:
Q = K × √P
where Q is flow rate (GPM), K is the nozzle flow coefficient (specific to orifice geometry), and P is pressure (PSI). A critical mistake we see is engineers assuming doubling pressure doubles flow; in reality, increasing pressure from 20 to 40 PSI only raises flow by √2 ≈ 1.41×. This has profound implications when balancing header flow distribution in multi-level spray zones.
2.2 Droplet Size Distribution and Sauter Mean Diameter (SMD)
SO₂ absorption is a gas-liquid mass transfer process where smaller droplets provide higher surface area per unit volume. In our field measurements using laser diffraction (Malvern Spraytec), effective FGD nozzles produce a Sauter Mean Diameter (D₃₂) of 800–2,000 microns. Droplets below 500 microns risk excessive carryover into the mist eliminators, while droplets above 2,500 microns fall too quickly, reducing residence time in the gas stream.
From a recent retrofit project on a 300 MW coal unit, we compared two nozzle types:
- Hollow cone nozzles at 25 PSI: D₃₂ = 1,200 microns, span = 1.6
- Spiral nozzles at 25 PSI: D₃₂ = 1,450 microns, span = 1.9
The hollow cone configuration achieved 2.5% higher SO₂ removal efficiency, but at the cost of increased mist eliminator loading. The optimal droplet size depends on your absorber height, flue gas velocity (typically 8–12 ft/s), and tolerance for water balance upset.
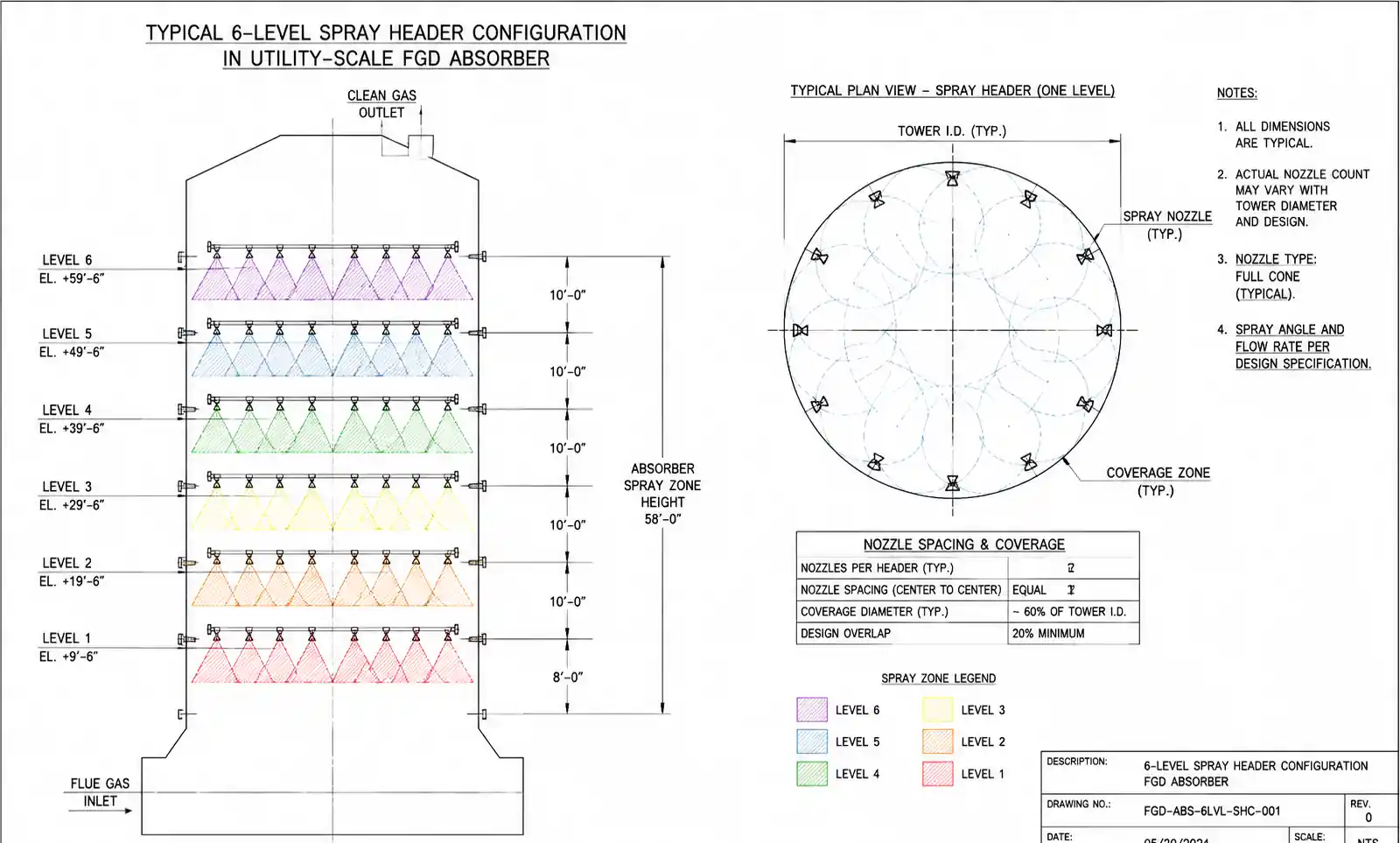
2.3 Spray Angle and Coverage Uniformity
Most FGD spray headers use nozzles with 60–120° spray angles. The key engineering question is nozzle spacing to ensure complete flue gas coverage without excessive overlap (which wastes pump power) or dry zones (which allow SO₂ slip). For a cylindrical absorber with diameter D, the spacing S between nozzles on a ring header can be estimated:
S = D × sin(θ/2) / N
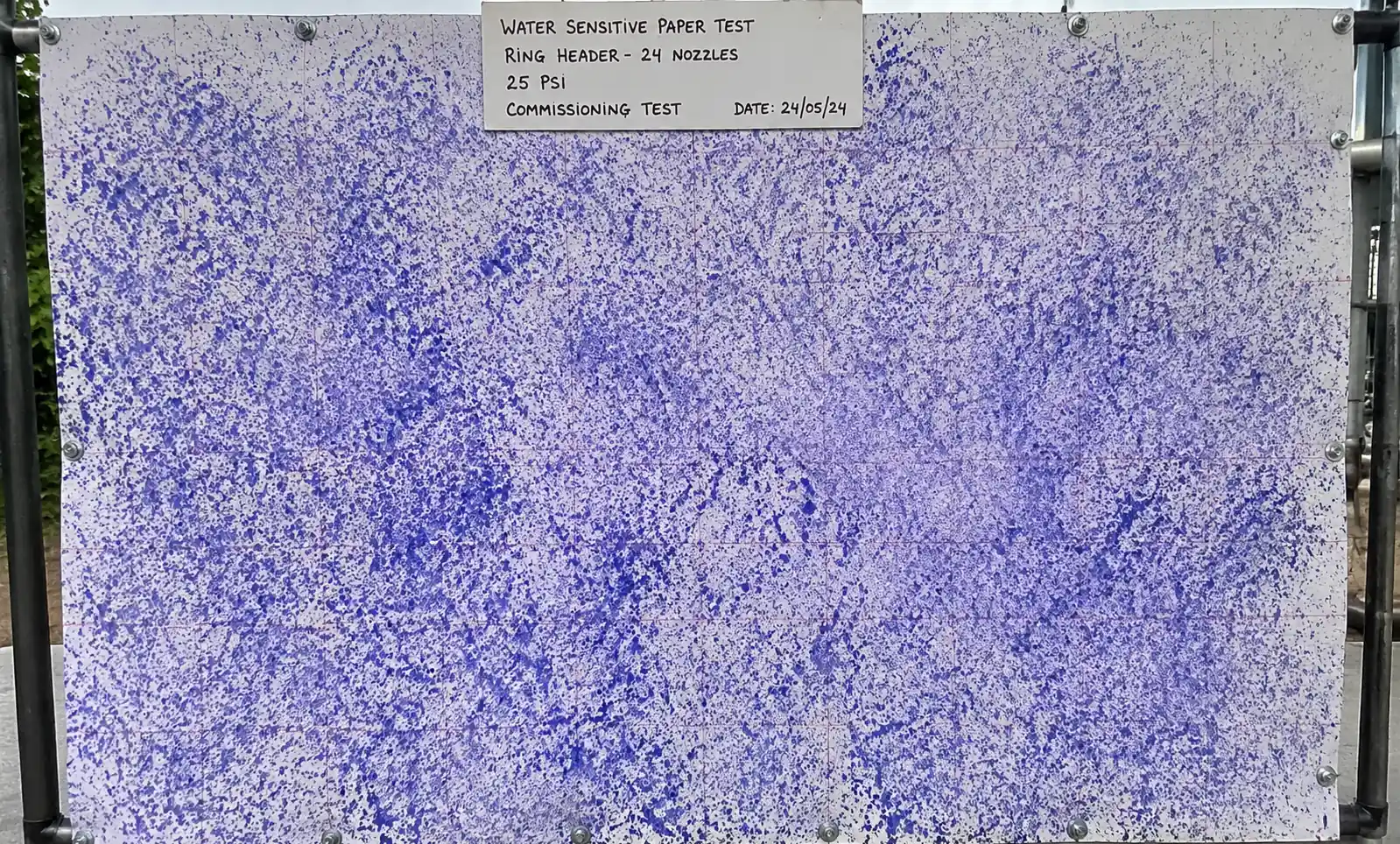
where θ is spray angle and N is the number of nozzles per ring. In practice, we recommend 10–15% overlap at the spray perimeter to account for edge effects and flow maldistribution. One field validation method we use: mount water-sensitive paper on a vertical frame inside the absorber during a cold commissioning test to map actual coverage.
2.4 Clogging Resistance and Free Passage Diameter

Limestone slurry in FGD service typically contains 10–20 wt% solids with particle sizes up to 200 mesh (74 microns). To avoid frequent clogging, the nozzle orifice or free passage diameter should be at least 3× the largest particle size—meaning a minimum 6–8 mm (0.24–0.31 in) orifice for standard limestone slurry. Tangential and spiral nozzles inherently have larger free passages than fine-spray hollow cone nozzles, making them more forgiving in systems with poor upstream filtration or gypsum scaling tendencies.
3. Nozzle Type Comparison for FGD Systems
3.1 Performance Summary Table
| Nozzle Type | Spray Pattern | Typical SMD (microns) | Clogging Resistance | Pressure Drop | Relative Wear Rate | Best Use Case |
|---|---|---|---|---|---|---|
| Hollow Cone | Annular ring, high velocity at perimeter | 800–1,400 | Medium (requires strainers) | Medium (20–35 PSI) | High (turbulent flow in vortex chamber) | High SO₂ removal efficiency, clean slurry service |
| Spiral (Full Cone) | Solid conical pattern, wide angle | 1,200–2,000 | High (large free passage) | Low (15–25 PSI) | Low (tangential flow path) | High-solids slurry, reduced maintenance priority |
| Tangential Entry | Hollow cone via tangential ports | 1,000–1,800 | Very High (no internal vanes) | Low (12–20 PSI) | Very Low (no impingement) | Severe abrasive service, longest wear life |
| Air Atomizing | Fine mist, dual-fluid | 50–300 | Low (prone to plugging) | High (requires compressed air) | Medium | Pilot systems, research, not standard FGD |
3.2 Hollow Cone Nozzles: High Efficiency, Higher Maintenance
Hollow cone nozzles generate a swirling flow inside a vortex chamber, producing a thin, high-velocity annular spray pattern. This geometry maximizes droplet surface area and gas-liquid interaction, making hollow cone nozzles the default choice for FGD systems targeting >95% SO₂ removal efficiency. However, the vortex chamber is susceptible to erosive wear, especially in recycled gypsum slurry with angular quartz or unreacted limestone particles.
From a wear study we conducted at a Midwestern power plant, 316L stainless steel hollow cone nozzles showed 15–20% flow rate increase after 8,000 operating hours in 15 wt% limestone slurry at pH 5.5. The worn orifice diameter increased from 12.5 mm to 13.8 mm, shifting the spray angle from 90° to approximately 75° and creating uneven absorber coverage. Replacing these nozzles with silicon carbide inserts extended service life to 32,000+ hours with <5% flow drift.
Key engineering insight: Hollow cone nozzles are ideal when SO₂ removal efficiency is the primary constraint and you have a robust preventive maintenance program to track flow rate and spray angle degradation via quarterly portable flow meter checks.
3.3 Spiral Nozzles: Rugged Workhorse for High-Solids Service
Spiral (or full cone) nozzles use a helical internal passage to impart rotational energy to the slurry, producing a solid conical spray without a vortex chamber. The larger internal flow path and absence of sharp turns make spiral nozzles significantly more resistant to erosion and clogging. The trade-off is coarser droplet size (SMD typically 1,200–2,000 microns) and slightly lower SO₂ mass transfer efficiency per unit spray volume.
In a comparative trial at a 500 MW unit, we replaced hollow cone nozzles with spiral nozzles in the lower two spray levels (where slurry solids loading is highest due to recirculation pump suction location). The result: maintenance intervals extended from 6 months to 18 months, and unscheduled nozzle-related outages dropped from 3 per year to zero. The slight reduction in SO₂ removal efficiency (from 97.2% to 96.8%) was acceptable given the plant's compliance margin.
Field application note: Spiral nozzles are the preferred choice for FGD systems with >15 wt% slurry solids, inadequate upstream filtration, or plants operating in cycling/load-following mode where pressure swings can dislodge scale and send debris through the spray headers.
3.4 Tangential Entry Nozzles: Maximum Wear Life
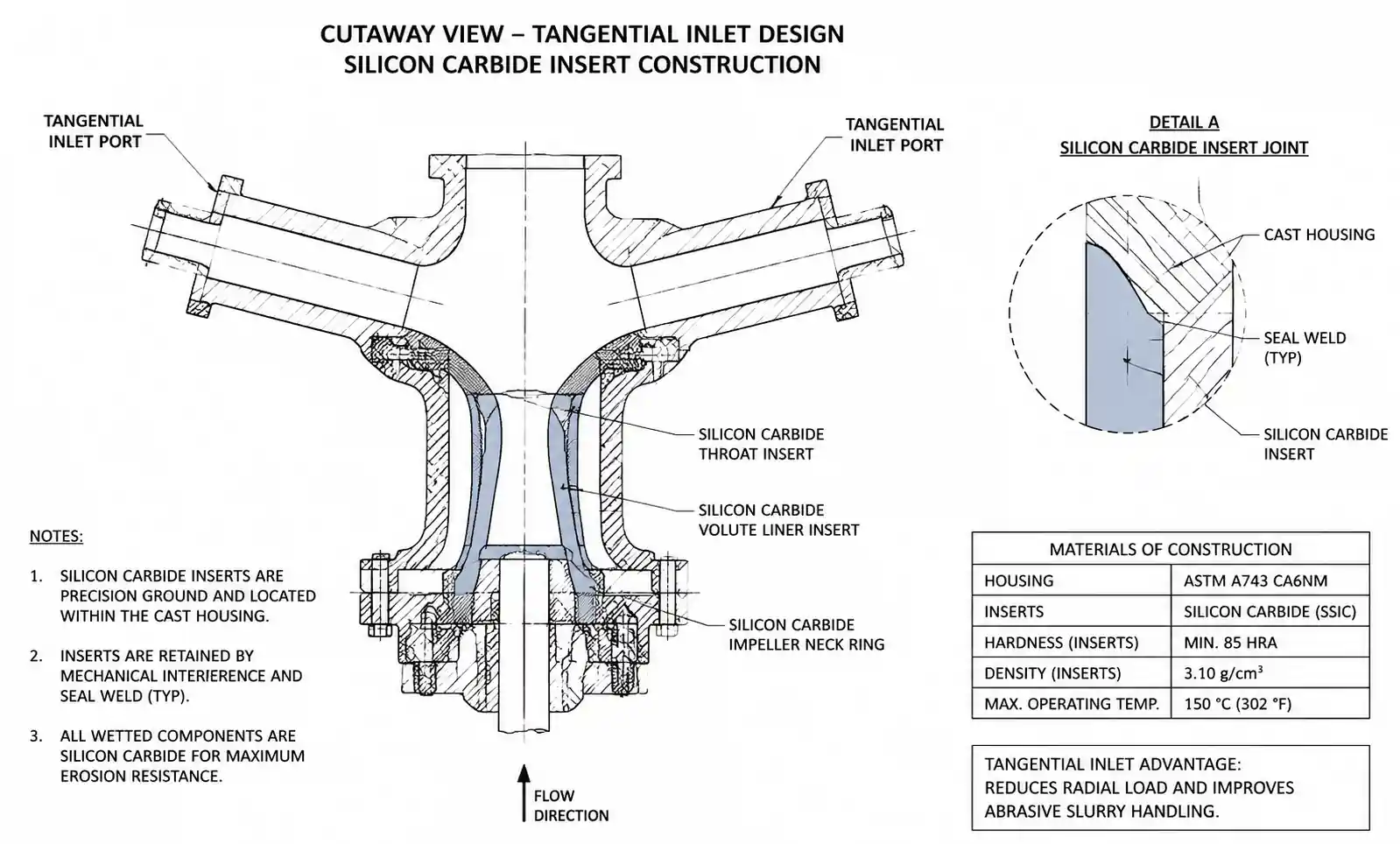
Tangential entry nozzles feature one or more inlet ports positioned at a tangent to a cylindrical swirl chamber. This design creates a hollow cone spray pattern similar to vortex nozzles but without internal vanes or sharp impingement surfaces, resulting in the lowest wear rate of any hydraulic nozzle type. In abrasive service with recycled gypsum slurry containing up to 2 wt% fly ash carryover, tangential nozzles can achieve 40,000–50,000 hour service life with ceramic inserts.
The main disadvantage is cost: tangential nozzles with silicon carbide or alumina ceramic inserts typically cost 3–5× more than standard 316SS spiral nozzles. However, when you factor in the cost of absorber entry, scaffolding, lost generation during outages, and disposal of worn nozzles, the total cost of ownership often favors tangential ceramic nozzles in severe-duty applications.
Economic calculation example:
- Standard 316SS hollow cone: $85/nozzle, 8,000 hr life, 5 replacements over 40,000 hr = $425 + $12,000 labor (estimated) = $12,425 per nozzle position
- Tangential SiC nozzle: $420/nozzle, 40,000 hr life, 1 replacement = $420 + $2,400 labor = $2,820 per nozzle position
For a 400-nozzle absorber, the lifecycle savings exceed $3.8 million over 10 years, not including avoided compliance penalties from unplanned outages.
4. Material Selection and Wear Cost Analysis
4.1 Material Properties Comparison
| Material | Hardness (HV) | Relative Wear Life | Cost Multiple | Suitable pH Range | Typical Failure Mode |
|---|---|---|---|---|---|
| 303/304 Stainless Steel | 170–220 | 1.0× (baseline) | 1.0× | pH > 4.5 | Erosion at orifice edge, pitting corrosion |
| 316L Stainless Steel | 170–220 | 1.2× | 1.3× | pH > 4.0 | Erosion, better chloride resistance |
| 17-4 PH Stainless (H900) | 400–450 | 2.5× | 2.0× | pH > 5.0 | Reduced erosion, can crack under thermal shock |
| Silicon Carbide (SiC) | 2,400–2,800 | 8–12× | 4–6× | pH 1–14 | Brittle fracture if pressure spike or impact |
| Alumina Ceramic (Al₂O₃) | 1,500–1,800 | 5–8× | 3–5× | pH 2–12 | Gradual erosion, less brittle than SiC |
| Tungsten Carbide (WC) | 1,400–1,800 | 6–10× | 5–8× | pH > 6.0 (sensitive to acids) | Excellent erosion resistance, binder corrosion in low pH |
4.2 Wear Mechanisms in FGD Service
Unlike water spray systems, FGD nozzles operate in a chemically aggressive, abrasive slurry environment. The dominant wear mechanisms are:
-
Erosive wear: Angular limestone particles (Mohs hardness 3) and entrained fly ash (Mohs 5–7 for silica/alumina) impinge on the orifice edge and internal surfaces at velocities of 10–25 m/s. Erosion rate scales with particle velocity to the 2.5–3.0 power, meaning a 2× increase in slurry velocity leads to 6–8× faster wear.
-
Corrosion-enhanced erosion: At pH 5.0–6.0, passive oxide films on stainless steel are continuously removed by particle impact, exposing fresh metal to acidic attack. This synergistic effect accelerates wear by 30–50% compared to purely mechanical erosion.
-
Cavitation: Less common in FGD service but can occur in poorly designed recirculation pump suction piping or when nozzles are operated far above their rated pressure. Cavitation damage appears as pitted, sponge-like surfaces near the orifice exit.
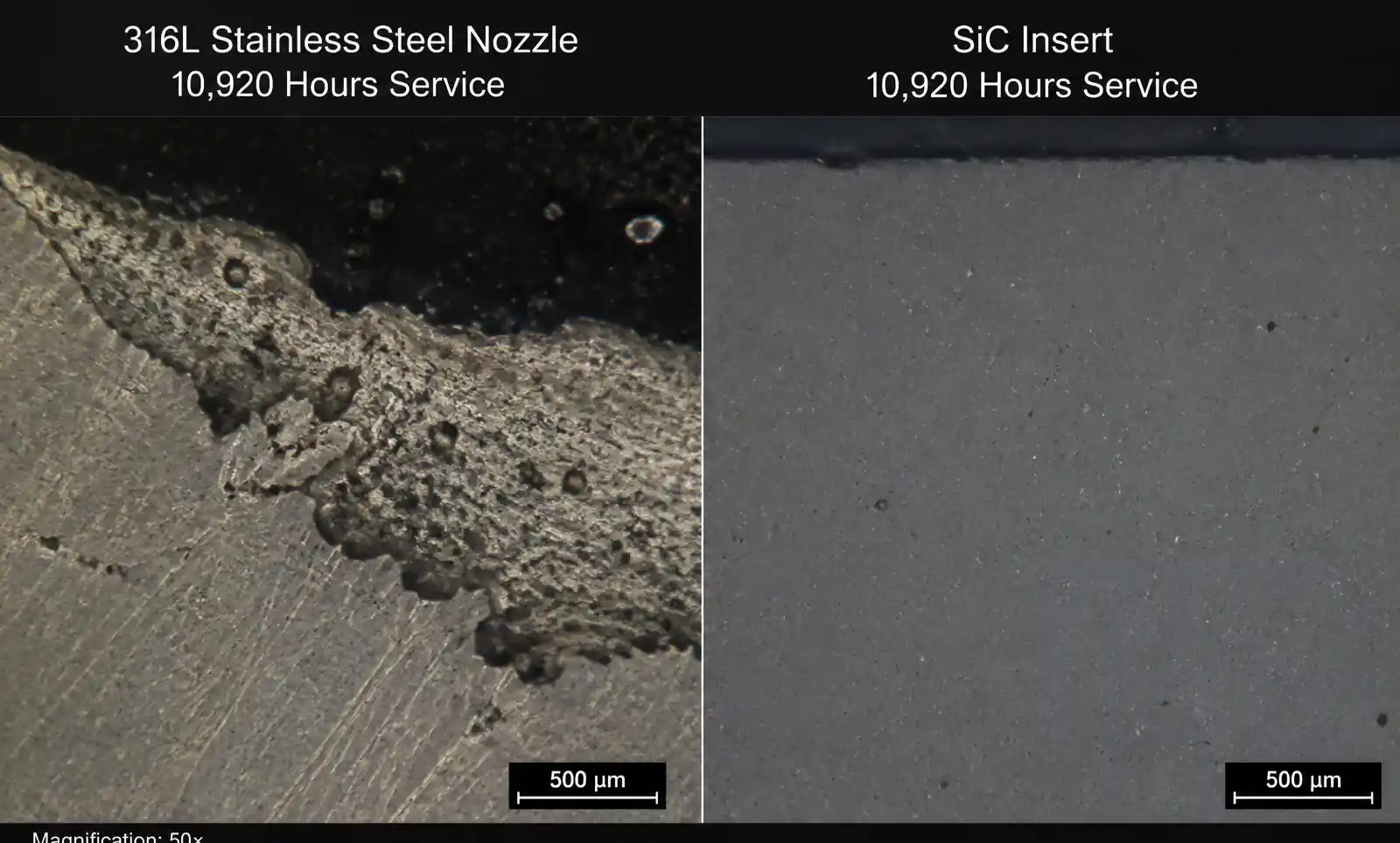
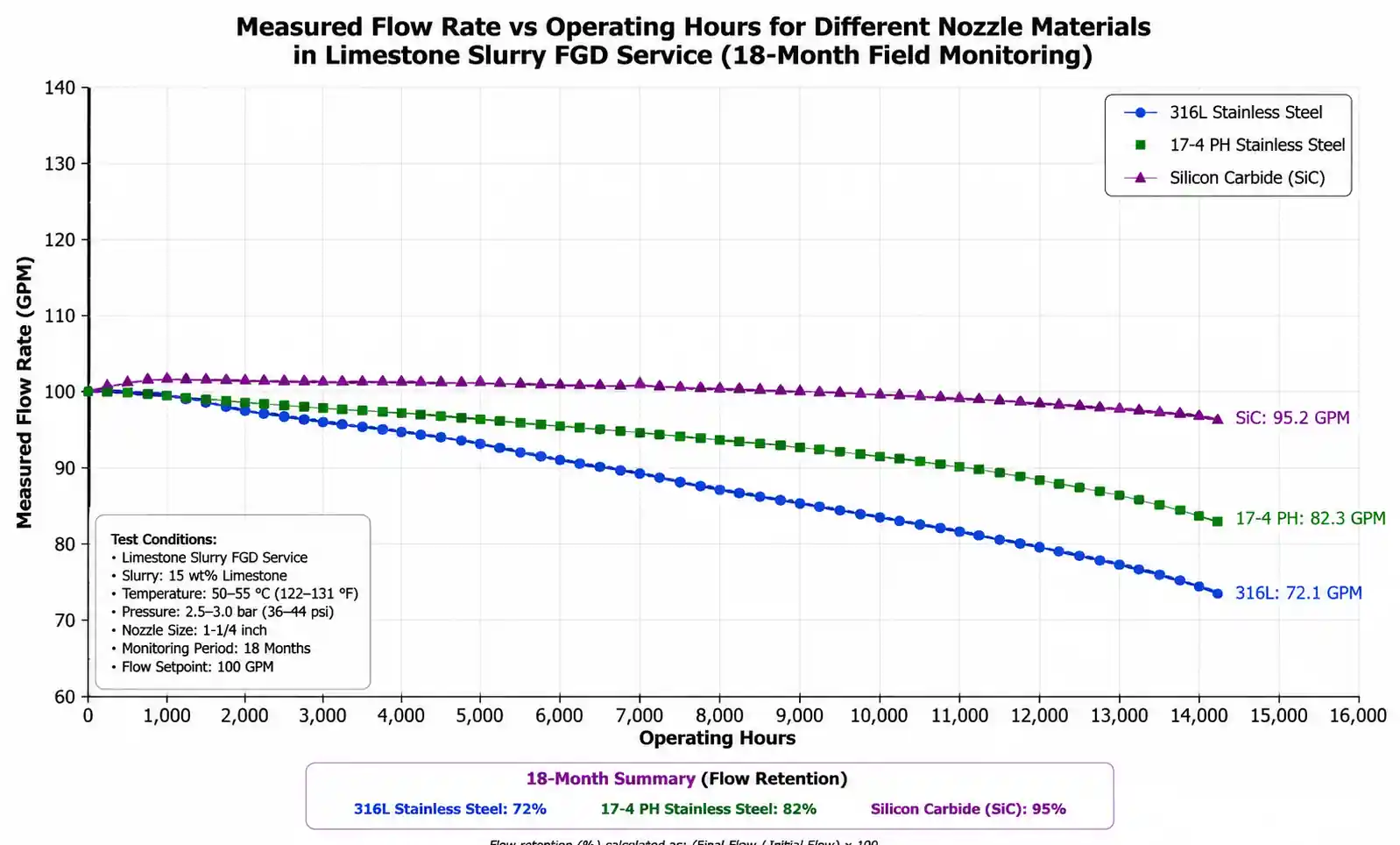
4.3 Field Data: 316L vs Silicon Carbide Wear Life
We instrumented 12 nozzles (6 each of 316L stainless and SiC insert nozzles) at a 350 MW coal-fired unit burning 2.5% sulfur coal with a limestone forced oxidation (LSFO) FGD system. Operating conditions: 18 wt% solids, pH 5.8, 25 PSI spray pressure, 6,500 operating hours per year. Flow rate and spray angle were measured at 6-month intervals using a calibrated turbine flow meter and high-speed video spray imaging.
Results after 18 months (10,920 hours):
- 316L nozzles: Flow rate increased 18.2% (from 45.0 to 53.2 GPM), spray angle narrowed from 90° to 72°, visible orifice wear and asymmetric spray pattern observed
- SiC nozzles: Flow rate increased 2.1% (from 45.0 to 46.0 GPM), spray angle stable at 88–90°, no visible orifice wear under 50× microscopy
Extrapolating these wear curves, we estimate 316L nozzles reach end-of-life (defined as >15% flow drift) at approximately 12,000 hours, while SiC nozzles exceed 60,000 hours. This translates to a real-world wear life ratio of approximately 5:1, not the 8–12× suggested by bench-scale slurry pot testing. The discrepancy likely reflects the protective boundary layer effect at full scale and intermittent low-load operation during nights and weekends.
5. Application-Specific Selection for Wet FGD
5.1 Coal-Fired Utility Boilers (300–1,000 MW)
System characteristics: High SO₂ inlet (1,500–3,000 ppm), continuous baseload operation, limestone slurry 15–20 wt% solids, forced oxidation to gypsum, stringent outlet limit (<50 ppm SO₂, often <20 ppm).
Recommended nozzle selection:
- Upper spray levels (1–3): Hollow cone or spiral nozzles, 316L or 17-4 PH stainless, 90–120° spray angle, designed for 95–98% of SO₂ removal duty
- Lower spray levels (4–6): Spiral or tangential nozzles with SiC inserts, 60–90° spray angle, designed for wash-down and final polishing
- Typical nozzle count: 300–600 nozzles total across 4–6 spray levels, 20–30 PSI operating pressure, 8–12 mm orifice diameter
Selection rationale: Upper levels see relatively clean slurry and benefit from the high mass transfer efficiency of hollow cone nozzles. Lower levels recirculate slurry with higher solids loading and require wear-resistant materials. By segregating nozzle types, you optimize both SO₂ removal and maintenance cost.
5.2 Industrial Boilers and Process Heaters (<100 MW)
System characteristics: Moderate SO₂ inlet (500–1,500 ppm), variable load, magnesium-enhanced lime or limestone, shorter absorber residence time, budget-constrained maintenance.
Recommended nozzle selection:
- Single or dual spray level: Spiral nozzles, 316L stainless, 90° spray angle, 15–25 PSI operating pressure, 10–12 mm orifice
- Nozzle count: 40–120 nozzles depending on flue gas flow and inlet SO₂
Selection rationale: Spiral nozzles offer the best balance of cost, clogging resistance, and adequate droplet fineness for <95% SO₂ removal targets common in industrial FGD systems. The simpler internal geometry tolerates occasional upsets in slurry quality and reduces spare parts inventory.
5.3 Retrofit and Upgrade Projects
When retrofitting an existing FGD system for tighter SO₂ limits or fuel switching (e.g., from low-sulfur to higher-sulfur coal), engineers face a common challenge: the spray headers and absorber internals are fixed, limiting options for adding more nozzles or spray levels.
Upgrade strategies:
- Replace spiral with hollow cone nozzles in upper levels to increase mass transfer efficiency by 5–10% without adding spray zones. Verify that header pressure rating can handle the higher pressure drop.
- Upsize orifice diameter by one increment (e.g., 10 mm → 12 mm) to increase total slurry flow at the same header pressure. This works if your recirculation pumps have head margin; check pump curve and motor load.
- Switch to SiC inserts in all nozzles to lock in spray performance over time. Flow drift from erosion is a hidden cause of compliance margin degradation.
6. Common Installation and Maintenance Mistakes
6.1 Installing Nozzles with Incorrect Orientation
Many hollow cone and tangential nozzles have an internal swirl chamber with a specific rotational direction. Installing a nozzle 180° out of rotation can shift the spray pattern or reduce flow rate by 10–15%. We have seen entire spray levels installed backward during outages due to unclear markings or field personnel unfamiliar with the nozzle design.
Best practice: Permanently mark nozzle orientation on the header pipe with stainless steel tags or engraved orientation arrows. Include orientation photos and torque specifications in the maintenance work package. Use a torque wrench to prevent overtightening, which can crack ceramic inserts.
6.2 Neglecting Flow Rate Verification After Installation
A frequent cause of poor FGD performance post-outage is failing to verify individual nozzle flow rates before sealing the absorber. Manufacturing tolerances, installation damage, or debris in the header can cause individual nozzles to flow 20–30% off target, creating hot spots in the flue gas.
Best practice: During cold commissioning or after major nozzle replacement, measure flow rate at each nozzle using a calibrated collection bucket and stopwatch method (low-tech but effective) or an ultrasonic flow meter clamped to the header upstream of each nozzle. Flag any nozzle flowing >10% off target for inspection or replacement before proceeding to hot commissioning.
6.3 Ignoring Spray Angle Drift from Wear
Even when nozzles continue to flow, erosive wear can alter spray angle and pattern uniformity long before flow rate exceeds the ±15% replacement criterion. A hollow cone nozzle worn from 90° to 70° may still pass a flow rate check but leave the center of the absorber uncovered, allowing SO₂ slip and creating localized overloading on adjacent nozzles.
Best practice: Establish a preventive maintenance program to monitor spray angle using high-speed video imaging or water-sensitive paper testing every 12–18 months. Combine this with portable flow meter checks to build a database of wear curves for your specific slurry chemistry and nozzle type. Use this data to predict replacement intervals and avoid unscheduled outages.
6.4 Mixing Nozzle Types Without Understanding Flow Balancing
In an attempt to reduce cost, some operators mix low-cost spiral nozzles with hollow cone nozzles on the same spray header. Because these nozzle types have different flow coefficients K, achieving equal flow distribution requires either different orifice sizes or operating at non-optimal pressures for one nozzle type.
Best practice: Use a single nozzle type per spray level. If you must mix types, model the header hydraulics using commercial spray header design software (or custom spreadsheet calculations based on the flow-pressure equation) to ensure ±5% flow uniformity across all nozzles at the design operating pressure.
7. Sourcing and Lifecycle Considerations
7.1 OEM vs Aftermarket Nozzles
Original equipment manufacturers (Spraying Systems Co., Lechler, BETE, Ikeuchi) offer precision-manufactured nozzles with documented performance curves, material certifications, and traceability. Aftermarket suppliers can offer 30–50% cost savings but with variable quality control and uncertain spray performance.
From a risk management perspective, we recommend OEM nozzles for critical upper spray levels where SO₂ removal efficiency is tightly tied to compliance limits, and consider vetted aftermarket nozzles for lower wash-down levels where spray uniformity is less critical. Always request certified material test reports (MTRs) and have incoming nozzles flow-tested on a bench before installation.
7.2 Lead Times and Inventory Strategy
Standard 316SS nozzles typically ship in 2–4 weeks; custom geometries or ceramic insert nozzles can require 8–12 weeks lead time. For a 400-nozzle absorber, we recommend maintaining a minimum spare inventory of:
- 10% of total nozzles (40 units) for routine replacement
- One complete spray level (60–100 units) for emergency outage response
Store spare nozzles in a clean, dry location with protective caps over threaded connections. Ceramic insert nozzles should be individually wrapped to prevent impact damage.
7.3 Performance Documentation and Continuous Improvement
Few FGD systems have systematic records of nozzle performance over time. This makes it difficult to optimize replacement intervals, justify upgrades, or troubleshoot efficiency degradation.
Recommended documentation:
- As-installed flow rate and spray angle for every nozzle (or statistically sampled subset)
- Periodic (6–12 month) flow rate measurements using portable flow meters
- Photographs of spray patterns during cold commissioning
- Material certifications and traceability codes
- Date of installation and hours at operation for each nozzle
Use this data to calculate actual wear life, validate manufacturer claims, and build a business case for material upgrades. In our experience, plants that systematically track nozzle performance achieve 15–20% lower FGD operating cost through optimized replacement schedules and early detection of slurry chemistry upsets.
8. FAQ
Q: How do I calculate the number of nozzles needed for my FGD absorber?
A: Start with the required liquid-to-gas ratio (typically 10–20 gal/1000 acfm) based on your inlet SO₂ concentration and target removal efficiency. Multiply by your flue gas flow rate to get total slurry flow (GPM). Divide by the flow rate per nozzle at your design pressure (from nozzle flow table) to get the minimum nozzle count. Increase by 10–15% to account for turndown margin and future fouling. Distribute nozzles across spray levels to ensure uniform gas coverage; verify spacing using the spray angle overlap calculation in Section 2.3.
Q: Can I operate FGD nozzles at higher pressure to increase flow without adding nozzles?
A: Yes, but with diminishing returns and increased wear. Flow increases with the square root of pressure (Q ∝ √P), so doubling pressure only increases flow by 1.41×. The erosive wear rate increases much faster—approximately with velocity to the 2.5–3.0 power—so you may shorten nozzle life by 3–4× while gaining only 40% more flow. It's usually more cost-effective to add nozzles or upgrade to a larger orifice size.
Q: What is the best material for nozzles in forced oxidation FGD systems with chloride buildup?
A: Chloride-induced pitting and stress corrosion cracking are concerns in FGD systems treating high-chloride coals or receiving makeup water with >500 ppm chloride. For chloride service, upgrade from 304/316 stainless to 317L, duplex stainless (2205), or 6-Moly alloys (AL-6XN). For the most severe chloride exposure (>2,000 ppm in slurry), silicon carbide or alumina ceramic inserts are immune to chloride attack and offer the longest service life.
Q: How often should FGD nozzles be replaced?
A: Replacement intervals depend on slurry abrasiveness, operating pressure, and material choice. As a general guideline:
- 316L stainless in 15 wt% limestone slurry: 8,000–12,000 hours
- 17-4 PH stainless: 15,000–20,000 hours
- Silicon carbide or alumina ceramic: 40,000–60,000 hours
Rather than using fixed time intervals, implement condition-based replacement triggered by flow rate drift >10–15% or spray angle change >10° from as-installed baseline.
Q: Why do some nozzles clog even with proper upstream filtration?
A: Clogging in FGD nozzles is often caused by gypsum scaling rather than suspended solids plugging. At localized low-velocity zones inside the nozzle (recirculation eddies, dead zones), gypsum can precipitate and gradually build up. This is more common in forced oxidation systems where gypsum saturation is high. Periodic acid cleaning (inhibited hydrochloric acid) or preventive water flushing during low-load periods can reduce scaling. For chronic scaling issues, consider nozzles with streamlined internal flow paths (tangential designs) or slightly larger orifice sizes to maintain higher velocity and prevent settling.
9. Conclusion
Selecting the optimal nozzle type and material for flue gas desulfurization systems requires balancing SO₂ removal efficiency, wear life, clogging resistance, and total cost of ownership. From field data and side-by-side comparisons across utility-scale FGD installations, we can distill the following selection guidelines:
-
For high-efficiency applications (>95% SO₂ removal) with well-controlled slurry quality: Hollow cone nozzles in 316L or 17-4 PH stainless offer the best droplet fineness and mass transfer performance. Plan for 8,000–15,000 hour replacement intervals.
-
For high-solids slurry or budget-constrained maintenance: Spiral nozzles provide excellent clogging resistance and longer wear life at the cost of slightly coarser droplets. Suitable for industrial FGD systems targeting 90–95% removal.
-
For maximum wear life in severe abrasive service: Tangential entry nozzles with silicon carbide or alumina inserts can achieve 40,000–60,000 hour service life. The higher upfront cost is justified by reduced outage frequency and lower lifecycle cost in cycling or high-solids applications.