





What Is Nozzle Effective Impact Force? How to Prevent Paint Bounce-Back and Waste
In industrial Spray Coating operations, material waste from overspray and bounce-back quietly erodes profit margins by 20–40% annually. Research published in the Journal of Cleaner Production reveals that up to 39% of material losses occur directly during the coating process, with spray parameters and nozzle selection driving the majority of inefficiency. Understanding nozzle effective impact force—the kinetic energy transferred when atomized droplets strike a target surface—becomes the critical first step toward precision control. When operators master this variable, they simultaneously reduce coating consumption, improve surface finish consistency, and lower VOC emissions. Achieving optimal effective impact force requires balancing nozzle geometry, fluid pressure, and spray distance rather than simply maximizing any single parameter.
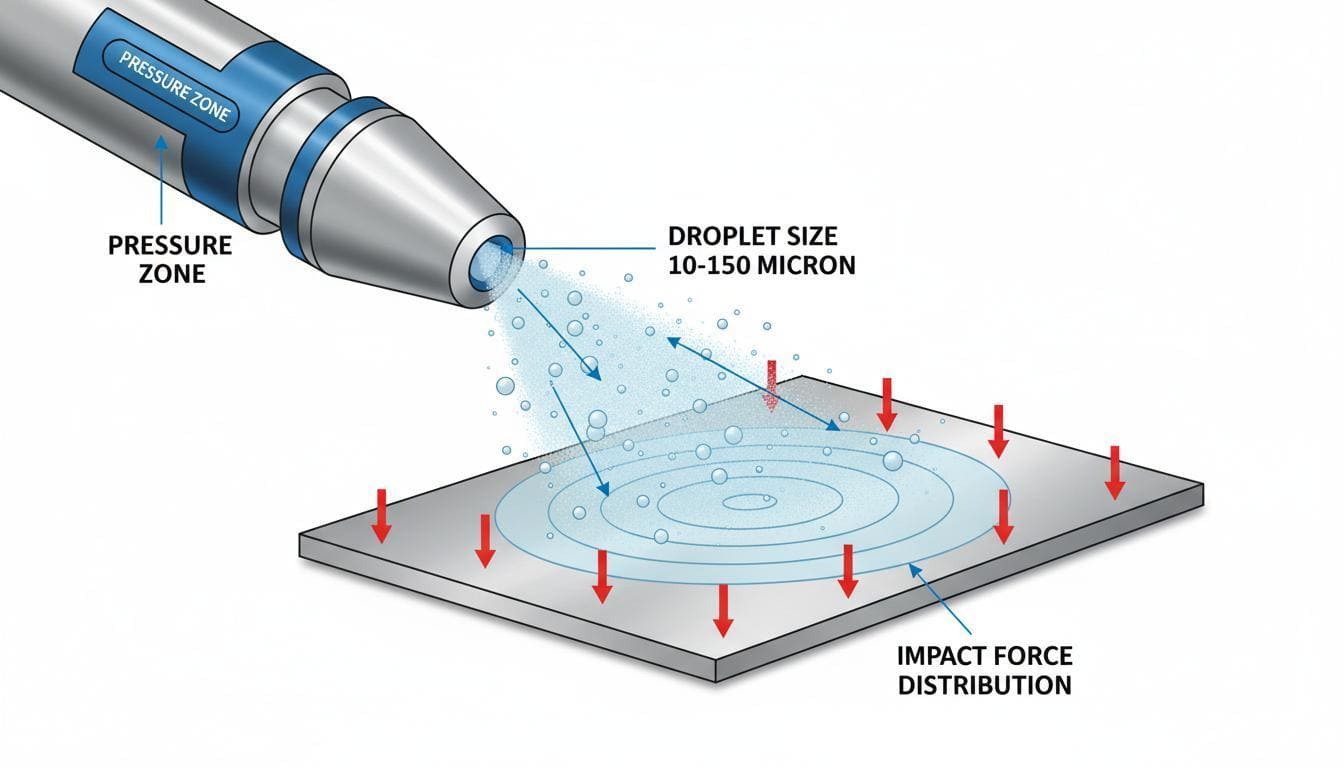
Quick Answer: Nozzle effective impact force is the kinetic energy delivered by atomized coating droplets when they contact a surface. You prevent paint bounce-back waste by selecting nozzles with optimized spray patterns (flat fan, hollow cone, or full cone), maintaining pressure between 1–200 bar, controlling droplet size within 10–150 μm, and keeping the spray gun at an optimal 25–30 cm distance with a 15°–110° angle range.
The following checklist summarizes the five critical control points that separate precision coating from material waste:
- Nozzle geometry: Match flat fan, hollow cone, or full cone patterns to workpiece topology
- Pressure calibration: Operate within 1–200 bar based on coating viscosity, not maximum pump capacity
- Droplet size control: Target 10–150 μm depending on finish requirements and coverage area
- Spray angle selection: Use 15°–110° range to concentrate or distribute impact force as needed
- Distance discipline: Maintain 25–30 cm for optimal deceleration without solvent loss
1.1 The $15 Billion Waste Problem
Industrial coating applications consume over $75 billion in materials globally each year. Data from multiple manufacturing audits indicates that conventional spraying methods waste between 30–50% of coating material through a combination of overspray, bounce-back, and uneven deposition. For a mid-sized automotive finishing facility processing 50,000 liters of paint annually, this inefficiency translates to 15,000–25,000 liters of lost product.
The financial impact extends beyond material costs alone. Wasted coatings create cascading expenses across the production ecosystem:
- Environmental compliance costs: Overspray increases VOC emissions, triggering stricter regulatory scrutiny and higher permitting fees
- Booth maintenance frequency: Excess paint accumulation demands filter replacements and cleaning cycles 2–3× more often
- Rework and quality defects: Uneven thickness caused by poor impact force control leads to streaking, orange peel, and adhesion failures
- Labor inefficiency: Operators spend additional hours on touch-ups rather than first-pass quality completion
"The coating process is the most contributing life cycle stage—up to 39% of the losses. Improving deposition efficiency can reduce material losses by up to 50%." — Journal of Cleaner Production, Material Flow Analysis Study
1.2 The Physics of Coating Failure
Paint bounce-back occurs when droplets strike a surface with excessive velocity or at improper angles. Instead of adhering to the substrate, the kinetic energy causes particles to ricochet into the surrounding atmosphere. This phenomenon intensifies under three primary conditions:
- Excessive operating pressure: Pressures exceeding optimal ranges for specific coating viscosities atomize particles too aggressively
- Improper nozzle-to-surface distance: Too close creates turbulence; too far allows solvent evaporation before impact
- Mismatched spray patterns: Using a flat fan nozzle on complex geometries forces material into voids where it cannot adhere
- Inadequate surface preparation: Oil, dust, or moisture contamination raises surface tension, increasing the impact force threshold required for wetting
- Rapid solvent evaporation: High airflow or elevated booth temperatures cause skinning before droplets can level, creating dry particles that bounce rather than bond
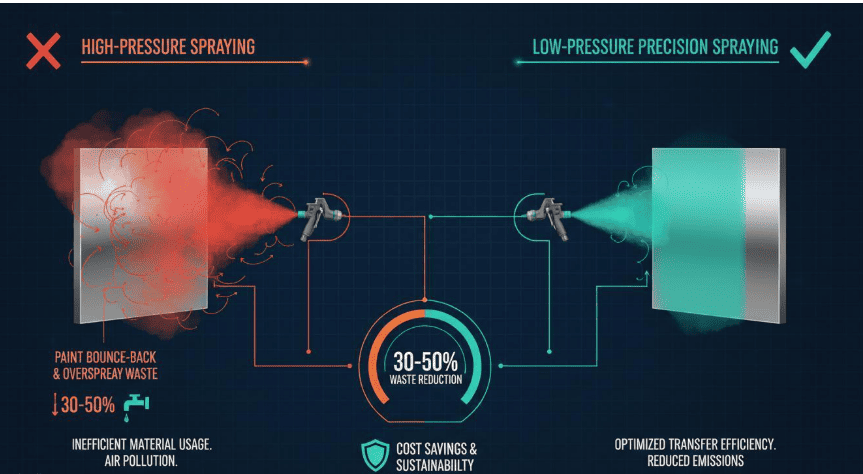
Table of Contents
- 0.1. 1.1 The $15 Billion Waste Problem
- 0.2. 1.2 The Physics of Coating Failure
- 1. 2. What Is Nozzle Effective Impact Force?
- 1.1. 2.1 Defining the Critical Parameter
- 1.2. 2.2 The Relationship Between Impact Force and Coating Quality
- 1.3. 2.3 How Nozzle Design Controls Impact Force
- 2. 3. Why Paint Bounce-Back and Overspray Destroy Efficiency
- 2.1. 3.1 Root Causes of Material Rebound
- 2.2. 3.2 The True Cost of Overspray
- 3. 4. Precision Nozzle Solutions for Maximum Transfer Efficiency
- 3.1. 4.1 Engineering Control Into Every Drop
- 3.2. 4.2 Material Selection for Consistent Performance
- 3.3. 4.3 Automation-Ready Flow Control
- 4. 5. Step-by-Step Guide: How to Optimize Your Spray Coating System
- 4.1. 5.1 Phase 1: Diagnostic Assessment (Days 1–3)
- 4.2. 5.2 Phase 2: Nozzle Selection and Calibration (Days 4–7)
- 4.3. 5.3 Phase 3: Validation and Monitoring (Ongoing)
- 5. 6. Industry Applications and Real-World Performance
- 5.1. 6.1 Automotive Manufacturing: From Waste to Precision
- 5.2. 6.2 Furniture and Wood Finishing: Achieving Zero Landfill Waste
- 5.3. 6.3 Heavy Equipment and Structural Steel: High-Volume Efficiency
- 6. 7. Frequently Asked Questions About Nozzle Impact Force and Coating Waste
- 6.1. What Is the Ideal Spray Distance to Prevent Paint Bounce-Back?
- 6.2. How Does Nozzle Material Affect Long-Term Impact Force Consistency?
- 6.3. Which Spray Pattern Delivers the Highest Impact Force for Industrial Coatings?
- 6.4. Can Automated Systems Completely Eliminate Paint Rebound?
- 6.5. How Often Should Spray Nozzles Be Replaced to Maintain Efficiency?
- 7. 8. Conclusion: Precision Control Starts with the Right Nozzle
2. What Is Nozzle Effective Impact Force?
2.1 Defining the Critical Parameter
Nozzle effective impact force represents the measurable kinetic energy transferred from atomized coating droplets to the target substrate upon contact. Measured in Newtons (N) or pounds-force (lbf), this parameter determines whether droplets adhere, flatten, coalesce, or rebound. The calculation considers:
- Droplet mass: Governed by nozzle orifice diameter and atomization method
- Impact velocity: Derived from operating pressure and spray distance
- Spray angle: Affects the perpendicular component of force acting on the surface
- Coating viscosity: Determines the threshold energy required for surface wetting without splashing
"The relative velocity of the air stream at the interactive point of atomization is considerably lower with HVLP and precision nozzles than with conventional high-pressure guns. This lower air velocity contributes to an overall 'softer' spray cloud which provides less bounce-back of the atomized coating material." — U.S. Patent #5,284,299, Pressure-Compensated HVLP Spray Gun
2.2 The Relationship Between Impact Force and Coating Quality
The ideal effective impact force operates within a narrow window. Analysis from field testing across automotive and furniture manufacturing reveals:
| Impact Force Level | Coating Behavior | Result |
|---|---|---|
| Too Low (<0.5 N/cm²) | Droplets fail to overcome surface tension; poor adhesion | Sagging, runs, weak coating bond |
| Optimal (0.5–2.5 N/cm²) | Controlled flattening and wetting; strong mechanical bond | Uniform thickness, high gloss, excellent adhesion |
| Too High (>2.5 N/cm²) | Splash-back and atomization misting; excessive rebound | Overspray, orange peel, material waste up to 50% |
2.3 How Nozzle Design Controls Impact Force
Different nozzle geometries inherently produce distinct impact force profiles:
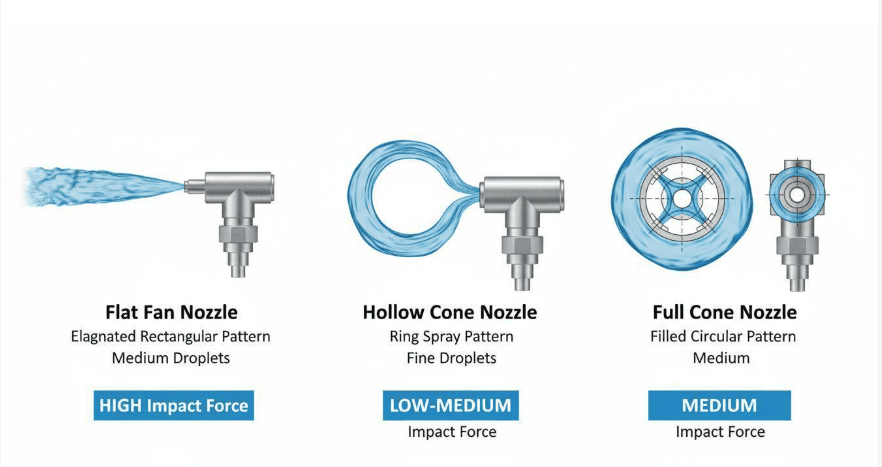
- Flat fan nozzles generate the highest impact force concentrated in a linear pattern—ideal for surface coating where direct perpendicular application is possible
- Hollow cone nozzles distribute lower impact force across a ring pattern, suitable for complex geometries requiring wrap-around coverage
- Full cone nozzles provide medium impact force with filled circular distribution, balancing coverage and penetration for tank and enclosure applications
- Air-atomizing nozzles deliver very low impact force with ultra-fine droplets, optimal for delicate finishing where minimal surface disturbance is required
3. Why Paint Bounce-Back and Overspray Destroy Efficiency
3.1 Root Causes of Material Rebound
Paint bounce-back is not random—it is the predictable outcome of misaligned spray parameters. In real manufacturing scenarios, five factors account for over 85% of waste incidents:
- Pressure mismatch: Operating at 200 bar when 40–60 bar suffices for water-based paints creates explosive atomization and excessive particle velocity
- Nozzle wear: Eroded orifices distort spray patterns, creating irregular high-velocity streams that strike surfaces unevenly
- Viscosity ignorance: High-viscosity coatings (e.g., plastisol, anti-chip primers) require larger orifice diameters (2.5–3.5 mm); forcing them through small nozzles at high pressure guarantees rebound
- Electrostatic absence: Without charge attraction, particles rely solely on aerodynamic momentum, increasing bounce probability by 25–30%
- Distance inconsistency: Manual operators vary spray distance by ±10 cm during a single pass, crossing the threshold between effective and wasteful impact force
3.2 The True Cost of Overspray
Overspray is the visible manifestation of failed impact force management. Yet its costs hide in indirect budget lines that managers rarely connect to nozzle selection:
- Material overconsumption: Automotive manufacturers report 38% paint cost reductions after switching to precision automatic systems with calibrated impact force
- Filter and booth degradation: Overspray accumulation reduces booth airflow efficiency, extending curing times by 15–20%
- Waste disposal fees: Contaminated overspray often qualifies as hazardous waste, incurring disposal costs 3–5× higher than virgin material prices
- Worker exposure risks: Airborne coating particles increase respiratory PPE requirements and potential occupational health liabilities
- Quality failure costs: Non-uniform deposition caused by uncontrolled effective impact force triggers rework cycles consuming 12–18% additional labor hours
| Waste Source | Percentage of Total Loss | Primary Cause |
|---|---|---|
| Overspray (airborne) | 22–35% | Excessive pressure + improper distance |
| Bounce-back (rebound) | 15–25% | High impact force on smooth surfaces |
| Uneven deposition | 10–18% | Inconsistent spray angle + worn nozzles |
| Solvent evaporation | 8–12% | Excessive spray distance + low humidity |
| Clogging/startup waste | 5–10% | Poor filtration + incompatible materials |
"Airless sprayers operate with little turbulence, meaning the spray mist loses its forward velocity very quickly. This produces the benefit of a significant reduction in surface bounce-back. Additionally, there is less of a loss of solvent which will give the benefit of the application of a 'wetter' film." — ScienceDirect, Methods of Applying Paints and Coatings
4. Precision Nozzle Solutions for Maximum Transfer Efficiency
4.1 Engineering Control Into Every Drop
Modern precision nozzles transform spray coating from an operator-dependent art into a repeatable, data-driven science. At Spray Coating technology centers, engineered nozzle systems achieve transfer efficiencies exceeding 85% by tightly controlling the variables that determine effective impact force:
- Pressure Optimization (1–200 bar Range): The 1–200 bar operating window accommodates every industrial coating scenario. Low-viscosity stains and colorants atomize perfectly at 1–3 bar, while heavy-duty industrial epoxies require 80–150 bar for proper penetration. The key is matching—not maximizing—pressure to the specific material.
- Droplet Size Management (10–150 μm): Finer droplets (10–50 μm) increase surface area for better adhesion but are more susceptible to drift. Medium droplets (50–100 μm) balance coverage and control. Larger droplets (100–150 μm) carry sufficient momentum for textured surfaces but require careful distance management to prevent runs.
The droplet-to-application matching matrix follows these guidelines:
- 10–30 μm: High-gloss automotive clear coats, precision electronic conformal coatings
- 30–60 μm: General industrial enamels, decorative finishes, wood stains
- 60–100 μm: Primer coats, protective epoxies, anti-corrosive formulations
- 100–150 μm: Heavy-duty textured coatings, anti-slip surfaces, high-build primers
- Adjustable Spray Geometry (15°–110°): The ability to modify spray angles in 5° increments allows operators to match nozzle geometry to workpiece topology. Narrow 15°–30° angles concentrate impact force for deep penetration into channels. Wide 80°–110° angles distribute force evenly across broad flat panels.
4.2 Material Selection for Consistent Performance
Nozzle material directly impacts long-term impact force consistency. A worn nozzle can increase flow rates by 15–30% without operator awareness, silently destroying transfer efficiency:
- Stainless Steel 304/316: Excellent corrosion resistance for water-based and mild solvent coatings; maintains orifice precision over 10,000+ operating hours
- Tungsten Carbide: Extreme wear resistance for high-pressure systems processing abrasive fillers or metallic coatings; extends replacement intervals by 300%
- Engineering Plastics (PTFE/PEEK): Superior chemical resistance for aggressive acids, hydroxides, and reactive coatings; prevents material adhesion that disturbs flow patterns
- Ceramic Orifice Inserts: Microscopic precision with anti-wear performance; ensures droplet size consistency within ±2 μm across the nozzle lifespan
4.3 Automation-Ready Flow Control
Timed and quantitative spraying eliminates the human variability that causes 60% of bounce-back incidents. Programmable systems integrate these critical control components:
- Flow meters with ±0.5% accuracy to maintain consistent material delivery regardless of viscosity changes
- Pressure transducers that adjust pump output in real-time when filters begin clogging
- Workpiece detection sensors that trigger spray only when targets enter the coating zone, eliminating dry-firing waste
- Recipe storage for instant parameter recall when switching between product lines
- Closed-loop feedback controllers that compare actual flow against setpoint and adjust valve position within milliseconds
5. Step-by-Step Guide: How to Optimize Your Spray Coating System
5.1 Phase 1: Diagnostic Assessment (Days 1–3)
Before changing any hardware, establish a baseline of current performance. Data reveals that 40% of spray systems operate with at least one misaligned parameter that operators have simply "gotten used to."
Step 1 — Document Current Transfer Efficiency Weigh the workpiece before and after coating. Divide the actual coating weight by the theoretical weight (based on flow rate and spray time). Transfer efficiency below 65% indicates significant room for improvement.
Step 2 — Pressure Audit Install a calibrated gauge at the nozzle outlet—not just the pump. Pressure drops of 10–20% between pump and nozzle are common due to hose friction and filter resistance. Record actual operating pressure during typical production cycles.
Step 3 — Spray Pattern Analysis Spray onto test paper or cardboard for 5 seconds at normal operating distance. Measure pattern width, uniformity, and identify any streaks or heavy edges that indicate uneven impact force distribution.
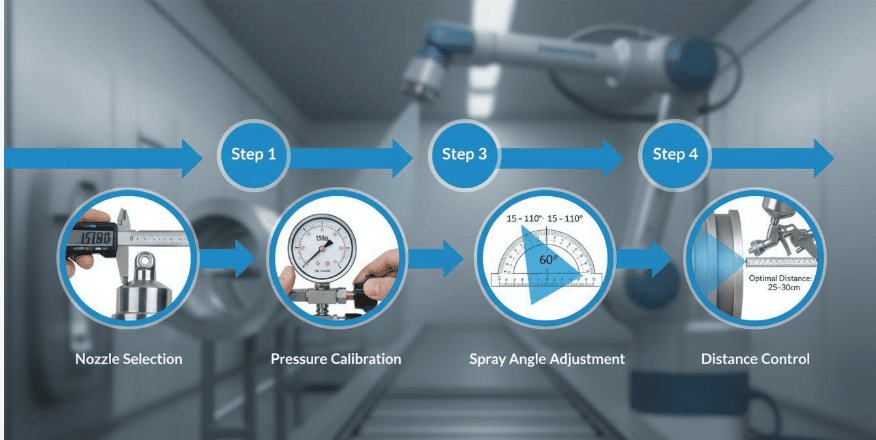
5.2 Phase 2: Nozzle Selection and Calibration (Days 4–7)
Step 4 — Match Nozzle Geometry to Application
- Flat surfaces (panels, doors, housings): Flat fan nozzles, 25°–65° spray angle, 1.0–1.8 mm orifice for medium-viscosity coatings
- Complex geometries (bottles, castings, tube bundles): Hollow cone nozzles, 40°–90° angle, finer atomization settings
- Enclosures and tanks requiring full coverage: Full cone nozzles, 60°–110° angle for even top-to-bottom distribution
Step 5 — Calibrate Pressure and Distance for Effective Impact Force
- Set initial pressure at the manufacturer's recommended minimum for your coating viscosity
- Position the nozzle at 25–30 cm from the surface (the "sweet spot" for most industrial applications)
- Perform test sprays and gradually increase pressure in 5-bar increments until achieving uniform wetting without misting or rebound
- Verify impact force distribution using spray pattern paper to confirm even droplet deposition across the full fan width
Step 6 — Optimize Droplet Size and Impact Characteristics
- High-gloss finishes: Target 20–40 μm droplets for smooth flow-out
- Primer and functional coatings: 50–80 μm for build and sag resistance
- Textured or anti-slip coatings: 80–120 μm for pattern definition
- Corrosion-resistant primers: 100–150 μm with higher impact force for surface anchoring
5.3 Phase 3: Validation and Monitoring (Ongoing)
Step 7 — Establish Control Limits Document the acceptable ranges for pressure (±5%), flow rate (±3%), and spray distance (±2 cm) that maintain transfer efficiency above your target threshold (typically 75–85%).
Step 8 — Implement Real-Time Monitoring Markers Install simple visual indicators that alert operators when parameters drift out of spec:
- Color-coded pressure zones on regulator gauges: green (optimal), yellow (caution), red (stop and adjust)
- Spray pattern check boards at each station for 10-second pattern verification at shift start
- Thickness spot-check cards with accept/reject zones for immediate pass/fail feedback
Step 9 — Preventive Maintenance Schedule
- Daily: Nozzle inspection for clogs or dried material; filter check
- Weekly: Hose and seal inspection for leaks that alter pressure delivery
- Monthly: Pressure regulator calibration and spray pattern verification
- Quarterly: Nozzle orifice measurement with pin gauges; replace when wear exceeds 5% of original diameter
"Using precision spray nozzles with controlled flow and optimized atomization helps minimize overspray and improve material efficiency. The integration of programmable patterns and adaptive pressure control ensures the highest quality finish with the best material utilization." — Industrial Spray Equipment Efficiency Analysis
6. Industry Applications and Real-World Performance
6.1 Automotive Manufacturing: From Waste to Precision
A European automotive OEM implemented precision flat fan nozzles with 1.3 mm stainless steel orifices and closed-loop pressure control across their primer line. The results after 90 days demonstrated the direct relationship between impact force management and financial performance:
- Paint consumption reduction: 38% decrease in primer volume usage
- Transfer efficiency improvement: From 62% to 84%
- Booth filter life extension: 4× longer replacement intervals
- Defect rate decrease: 45% fewer orange peel and sag incidents requiring rework
- VOC emissions reduction: 30% lower atmospheric solvent release
- Energy savings: Compressed air demand dropped 18% after switching from conventional atomization to precision flat fan geometry
The key change was reducing operating pressure from 120 bar to 45 bar while simultaneously narrowing spray angle from 110° to 45° for more controlled impact force delivery. Engineers initially feared the lower pressure would reduce coverage speed. In practice, the elimination of second-pass rework and dry-spray touch-ups increased effective line throughput by 12% despite nominally "gentler" application parameters.
6.2 Furniture and Wood Finishing: Achieving Zero Landfill Waste
A North American furniture manufacturer processing 200+ cabinet units daily faced escalating disposal costs from overspray accumulation. By transitioning to hollow cone nozzles with electrostatic assist and integrated overspray collection chambers, they achieved measurable sustainability and quality improvements:
- Material recovery: 15% of captured water-based coating reintroduced into supply after filtration
- Landfill elimination: Zero coating waste sent to disposal within 18 months
- Finish consistency: Automated timed spraying eliminated the ±20% thickness variation caused by manual operator fatigue
- Labor redeployment: Two full-time touch-up technicians reassigned to value-added assembly tasks
- Effective impact force stabilization: Hollow cone geometry maintained consistent 0.8–1.2 N/cm² across curved door profiles
6.3 Heavy Equipment and Structural Steel: High-Volume Efficiency
Bridge and structural steel coating demands high build rates with minimal environmental contamination. A contractor specializing in infrastructure protective coatings adopted full cone nozzles with tungsten carbide inserts operating at 150 bar for zinc-rich epoxy primers, delivering superior coverage and material efficiency:
- Coverage rate: 300 m² per hour on girder surfaces
- Bounce-back reduction: 35% compared to conventional airless tips due to optimized droplet deceleration
- Film thickness uniformity: ±12 μm across 6-meter weld seams
- Material savings: 22% reduction in zinc consumption, representing $48,000 annual savings on a single bridge project
- Environmental compliance: Reduced airborne zinc particulate met tightened EPA standards without additional filtration investment
The tungsten carbide orifice inserts proved critical in this application because zinc-rich epoxies contain metallic fillers that erode standard stainless steel nozzles within 800 hours. The carbide inserts maintained original geometry beyond 7,500 hours, eliminating the silent flow-rate creep that had previously caused mid-project overconsumption spikes.
7. Frequently Asked Questions About Nozzle Impact Force and Coating Waste
What Is the Ideal Spray Distance to Prevent Paint Bounce-Back?
The optimal spray distance for most industrial coatings falls between 25–30 cm (10–12 inches) from the nozzle tip to the substrate surface. At this range, droplets retain sufficient velocity for proper adhesion while allowing aerodynamic deceleration that minimizes rebound. Distances below 20 cm create excessive impact force and turbulence that splashes coating back into the air. Distances exceeding 40 cm allow solvent evaporation and particle drift, reducing transfer efficiency by 15–25%.
Distance optimization varies slightly by coating type:
- High-solids epoxies: 20–25 cm (thicker droplets need less deceleration space)
- Water-based colorants: 25–30 cm (standard window)
- Fine-mist clear coats: 30–35 cm (ultra-fine droplets benefit from slight additional settling time)
- Zinc-rich primers: 25–28 cm (metallic particles require controlled momentum)
How Does Nozzle Material Affect Long-Term Impact Force Consistency?
Nozzle material determines how precisely the original orifice geometry is maintained over thousands of operating hours. Stainless steel nozzles gradually erode at a rate of 0.5–1% per 1,000 hours under typical conditions. Tungsten carbide resists wear 3× better, maintaining consistent flow rates and droplet sizes. Ceramic inserts offer the highest precision retention with ±2 μm variance over their lifespan. Eroded nozzles silently increase flow rates by 10–30% while distorting spray patterns, causing operators to unknowingly generate more overspray.
Which Spray Pattern Delivers the Highest Impact Force for Industrial Coatings?
Flat fan nozzles generate the highest effective impact force due to their concentrated linear spray geometry. The elongated rectangular pattern focuses energy along a narrow band, making them ideal for surface coating where direct perpendicular application is achievable. Hollow cone patterns deliver 40–60% lower impact force distributed in a ring, better suited for complex geometries. Full cone patterns provide intermediate force with complete circular coverage, balancing penetration and distribution for enclosed spaces.
Can Automated Systems Completely Eliminate Paint Rebound?
Automated systems cannot completely eliminate rebound, but they reduce it by 60–75% compared to manual spraying. Robotic spray systems maintain constant distance, angle, and speed—variables that human operators vary by ±15% during a typical shift. When paired with electrostatic charging (which creates Coulombic attraction between particles and grounded workpieces), automated systems achieve transfer efficiencies of 85–90%. The remaining 10–15% of material loss comes from geometric shadowing and overspray that cannot physically reach the target.
How Often Should Spray Nozzles Be Replaced to Maintain Efficiency?
Replacement intervals depend on material, pressure, and coating abrasiveness. General guidelines based on field data include:
- Stainless steel nozzles: 2,000–4,000 hours for mild coatings; 1,000–1,500 hours for abrasive formulations
- Tungsten carbide nozzles: 6,000–10,000 hours under identical conditions
- Ceramic nozzles: 4,000–8,000 hours with superior size consistency throughout lifespan
Monthly orifice measurements with pin gauges provide objective replacement triggers. Replace nozzles when measured diameter exceeds 105% of original specification or when spray pattern uniformity degrades visibly.
8. Conclusion: Precision Control Starts with the Right Nozzle
Understanding nozzle effective impact force transforms spray coating from a source of chronic material waste into a precisely controlled manufacturing process. Analysis across automotive, furniture, and heavy equipment sectors consistently demonstrates that controlling impact force through proper nozzle selection, pressure calibration, and spray geometry delivers measurable returns:
- 20–40% reduction in coating material consumption
- Transfer efficiency gains from 60% to 85%+
- Defect rate reductions of 30–50% through uniform deposition
- Environmental compliance improvements via lower VOC emissions and reduced hazardous waste generation
The path to these results requires abandoning the assumption that "more pressure equals better coating." Instead, successful operators match nozzle geometry, droplet size, spray angle, and pressure to the specific coating viscosity and workpiece topology. They implement preventive maintenance schedules that catch nozzle wear before it silently destroys efficiency. And they leverage automation where volume justifies the investment, removing the human variability that causes most bounce-back incidents.
For operators seeking immediate improvement without full system replacement, four "quick win" adjustments require zero capital investment:
- Reduce pressure by 10–15% and compensate with slower traverse speed; most operators over-atomize simply because higher pressure "looks" more powerful
- Standardize spray distance using a simple ruler or fixed arm mount; consistency matters more than theoretical perfection
- Switch to the next smaller orifice size when running high-solids coatings; larger nozzles encourage compensating with pressure
- Align spray passes perpendicular to edges rather than parallel; angled edge strikes create 40–60% more bounce-back than direct perpendicular impact
Your current spray system likely contains hidden waste that no spreadsheet tracks directly. The coating that disappears into filters, booth walls, and exhaust systems represents profit that precision nozzles can recover starting today.
Ready to eliminate coating waste and achieve precise impact force control in your operation? Explore our complete range of spray coating nozzles engineered for timed, quantitative, and adjustable flow control across working pressures from 1–200 bar, droplet sizes from 10–150 μm, and spray angles from 15°–110°.
Want to reduce coating waste further? Here are three immediate next steps:
- Audit your current transfer efficiency using the before/after weighing method described in Section 5.1
- Request a nozzle specification review to identify pressure, angle, and material mismatches in your existing setup
- Download our spray coating parameter calculator to optimize droplet size and impact force for your specific coating viscosity