





Flat Fan vs. Full Cone: Which Nozzle Is Better for Surface Degreasing?
Selecting the optimal spray nozzle for surface degreasing operations directly impacts cleaning efficiency, water consumption, and operational costs. In industrial environments where oil, grease, and production residues accumulate rapidly, engineers and facility managers face a critical decision: should they deploy flat fan nozzles that deliver concentrated linear impact, or rely on full cone nozzles that provide comprehensive circular coverage? This comprehensive analysis reveals how spray pattern geometry, impact force distribution, and application-specific requirements determine which nozzle technology delivers superior degreasing performance across diverse industrial cleaning scenarios.
Quick Answer: For surface degreasing operations requiring high-impact oil removal on linear surfaces and conveyor systems, flat fan nozzles generally deliver superior performance due to their concentrated spray pattern and higher unit area impact force. However, full cone nozzles excel in applications demanding uniform chemical distribution across irregular surfaces or when complete 360-degree coverage is required for complex component geometries.
Core Challenges in Industrial Degreasing Operations
- Variable contamination thickness: Oil and grease layers range from light surface films to heavy, baked-on deposits that require substantially different cleaning approaches
- Complex surface geometries: Flat sheets, threaded components, welded joints, and machined surfaces present irregular contours that complicate uniform cleaning
- Pressure requirements: Effective degreasing demands precise pressure calibration, with applications spanning from 1 bar pre-treatment rinsing to 500 bar high-pressure removal systems
- Chemical compatibility: Modern degreasing frequently combines mechanical spray action with alkaline cleaners, solvents, or biodegradable detergents that affect nozzle material selection
- Water consumption constraints: Environmental regulations and cost control measures increasingly restrict water usage, making spray efficiency a critical operational metric
Industry Insight: Analysis of manufacturing facility data reveals that inadequate nozzle selection contributes to approximately 23% of cleaning-related operational inefficiencies, resulting in excessive water consumption, extended cycle times, and incomplete contaminant removal that compromises downstream processing quality.

The industrial cleaning sector continues evolving toward precision-engineered solutions that balance aggressive contaminant removal with resource conservation. Traditional cleaning methods frequently produce uneven coverage patterns, leaving residual oil films that attract airborne particles and accelerate recontamination cycles. Additionally, excessive water volume without adequate impact force merely redistributes grease rather than removing it effectively.
Research conducted across automotive, aerospace, and heavy machinery manufacturing facilities demonstrates that spray pattern selection represents the single most influential variable in degreasing system performance. Facilities utilizing optimized nozzle configurations report 15-30% reductions in water consumption alongside measurable improvements in surface cleanliness metrics.
Understanding these challenges establishes the foundation for informed nozzle selection. The subsequent sections examine how flat fan and full cone spray geometries address specific degreasing requirements, enabling engineers to match technology with application demands.
Table of Contents
- 0.1. Core Challenges in Industrial Degreasing Operations
- 1. How Flat Fan Nozzles Work in Degreasing Applications
- 1.1. Technical Operating Principles
- 1.2. Material Considerations for Degreasing Environments
- 1.3. Typical Degreasing Configurations
- 2. How Full Cone Nozzles Perform in Oil Removal Tasks
- 2.1. Spray Formation Mechanics
- 2.2. Operational Specifications
- 2.3. Engineering Plastic and Metal Options
- 3. Flat Fan vs. Full Cone: Performance Comparison
- 3.1. Technical Specification Comparison
- 3.2. Impact Force Analysis
- 3.3. Coverage Efficiency Metrics
- 3.4. Cost and Maintenance Considerations
- 4. Step-by-Step Nozzle Selection Guide for Maximum Cleaning Efficiency
- 4.1. Step 1: Characterize the Contamination Profile
- 4.2. Step 2: Define Substrate Constraints
- 4.3. Step 3: Establish Coverage Requirements
- 4.4. Step 4: Calculate Pressure and Flow Specifications
- 4.5. Step 5: Specify Material and Configuration
- 4.6. Step 6: Prototype Testing and Optimization
- 5. Real-World Industrial Applications and Success Cases
- 5.1. Application 1: Automotive Stamping Line Pre-Treatment Degreasing
- 5.2. Application 2: Aerospace Component Immersion Wash System
- 5.3. Application 3: Heavy Machinery Remanufacturing Blast and Wash
- 6. Frequently Asked Questions About Nozzle Selection for Degreasing
- 6.1. Can I use full cone nozzles for high-pressure surface degreasing?
- 6.2. How do spray angles affect degreasing efficiency?
- 6.3. What maintenance intervals should I expect for degreasing nozzles?
- 6.4. Are plastic nozzles suitable for industrial degreasing operations?
- 6.5. How does standoff distance influence cleaning effectiveness?
- 7. Conclusion: Choosing the Right Nozzle for Your Degreasing Operation
How Flat Fan Nozzles Work in Degreasing Applications
Flat fan nozzles generate a spray pattern characterized by a thin, elongated curtain of liquid that disperses in a two-dimensional planar configuration. This geometry produces distinct performance advantages for surface degreasing operations where linear impact concentration and controlled edge definition prove essential.
Technical Operating Principles
The internal geometry of a flat fan nozzle typically incorporates an elliptical orifice or grooved deflection surface that transforms cylindrical incoming flow into a broad, flat distribution pattern. Spray angles commonly range from 15 degrees for high-impact, narrow configurations to 110 degrees for wide-coverage flood patterns. This angular versatility enables precise matching to surface width and conveyor spacing requirements.
Critical performance characteristics include:
- High impact force per unit area: The flat fan geometry concentrates available energy across a narrow band, generating superior impingement pressure for breaking surface tension and penetrating viscous oil layers
- Defined spray boundaries: Sharp pattern edges enable precise targeting without overspray onto adjacent equipment or dry zones that attract redeposited contaminants
- Overlap optimization: When multiple nozzles mount in manifolds, adjacent flat fan patterns achieve approximately 30% overlap, ensuring continuous coverage without excessive cumulative impact that wastes energy
- Pressure responsiveness: Operating effectively across 1-500 bar pressure ranges, flat fan configurations adapt readily from gentle detergent application to aggressive high-pressure oil removal

Material Considerations for Degreasing Environments
Industrial Cleaning applications demand materials that withstand both chemical exposure and mechanical stress. Flat fan nozzles manufactured from 303/316 stainless steel offer excellent corrosion resistance when processing caustic degreasing agents. For operations involving high-pressure abrasive environments, tungsten carbide inserts extend service life significantly. Brass configurations provide cost-effective solutions for low-to-medium pressure detergent applications where chemical compatibility permits.
Typical Degreasing Configurations
Common flat fan implementations in surface degreasing include:
- Narrow-angle high-impact nozzles (15-50 degrees): Deployed for removing heavy, baked-on grease deposits from localized contamination zones on metal stampings and machined components
- Standard flat fan assemblies (65-95 degrees): Applied across conveyor washing stations where moderate impact combined with broad linear coverage matches typical production line speeds
- Wide-angle flood patterns (110-150 degrees): Utilized for pre-treatment rinsing and light degreasing where comprehensive surface wetting takes priority over concentrated impact force
How Full Cone Nozzles Perform in Oil Removal Tasks
Full cone nozzles produce a spray pattern characterized by complete circular distribution, delivering liquid in a conical configuration that provides 360-degree coverage within the spray envelope. This geometry generates distinct advantages for degreasing operations involving complex component shapes, immersion-style cleaning, and applications requiring uniform chemical distribution rather than concentrated linear impact.
Spray Formation Mechanics
The internal design of full cone nozzles typically incorporates vane structures, spiral grooves, or whirl chambers that impart tangential velocity to the incoming liquid. This rotational momentum creates a hollow or solid conical pattern depending on specific internal geometry. Spray angles generally span from narrow 40-degree configurations to wide-angle 120-degree distributions that approximate umbrella-shaped coverage areas.
Key performance attributes for degreasing applications include:
- Uniform area coverage: The conical distribution pattern achieves remarkably consistent droplet density across the entire impact zone, eliminating the strong central concentration and weaker edges characteristic of alternative geometries
- Three-dimensional cleaning action: When applied to complex components with recesses, threads, or internal passages, full cone patterns access surfaces that linear flat fan sprays cannot reach effectively
- Gentle impingement characteristics: Lower peak impact force distributed across broader areas suits delicate substrates or thin-walled components where aggressive spray patterns risk damage
- Chemical application efficiency: When degreasing relies heavily on alkaline or enzymatic cleaning agents, uniform distribution maximizes chemical-substrate contact time and reaction efficiency

Operational Specifications
Full cone nozzles in Industrial Cleaning systems accommodate flow rates from 1 L/min to over 800 L/min, depending on orifice design and operating pressure. Wide-angle variants (110-120 degrees) excel in wash station applications requiring maximum coverage per nozzle position, while narrow-angle configurations deliver higher impact force for stubborn contamination zones.
Engineering Plastic and Metal Options
Material selection for full cone degreasing nozzles includes:
- Stainless steel 304/316: Standard industrial choices offering excellent longevity in aqueous cleaning environments
- Engineering plastics (PP, PVDF): Lightweight alternatives suitable for low-to-medium pressure chemical application where metal corrosion or electrolytic reactions present concerns
- Specialty alloys: Available for extreme pH environments or high-temperature degreasing operations involving heated cleaning solutions
Flat Fan vs. Full Cone: Performance Comparison
Selecting between flat fan and full cone configurations requires systematic evaluation of degreasing-specific performance metrics. The following comparison framework enables objective assessment based on measurable operational characteristics rather than general manufacturer claims.
Technical Specification Comparison
| Performance Metric | Flat Fan Nozzle | Full Cone Nozzle |
|---|---|---|
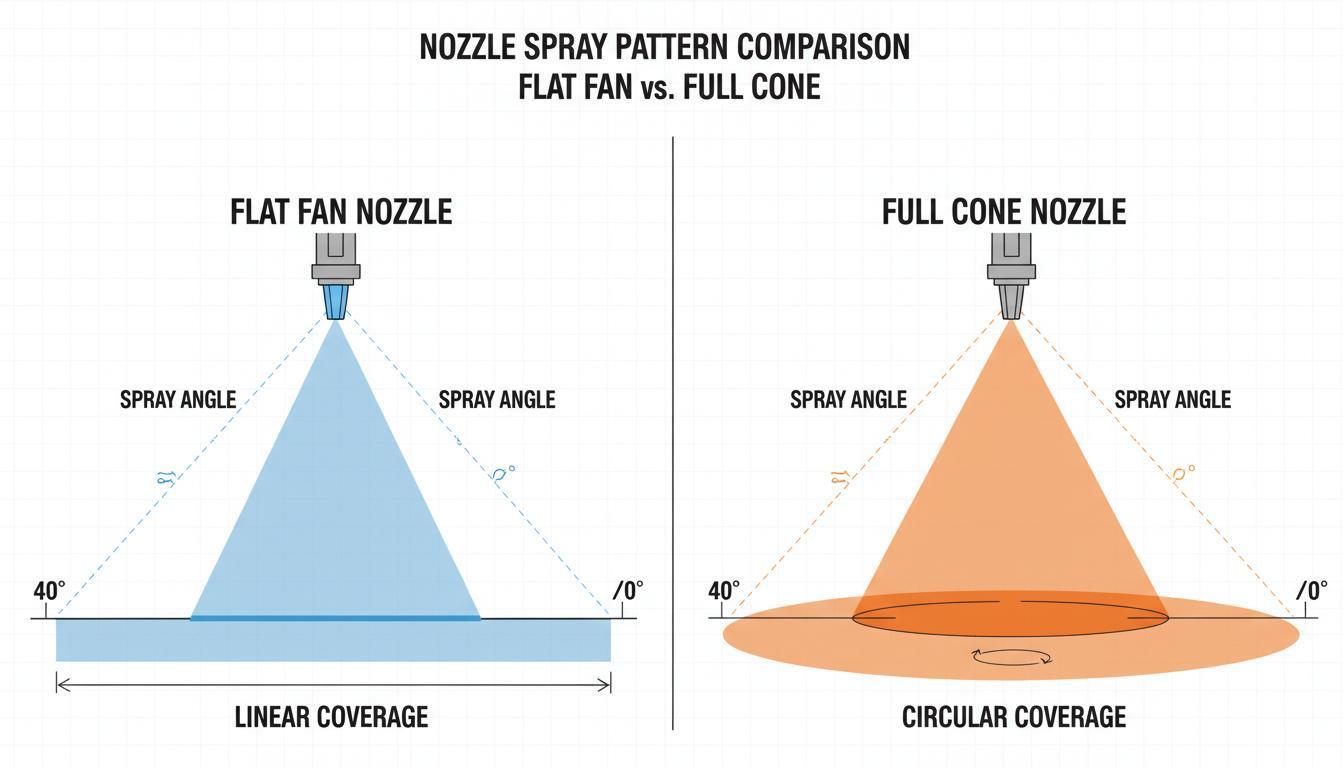
| Spray Pattern Geometry | Two-dimensional linear curtain | Three-dimensional circular cone |
| Typical Spray Angle Range | 15° – 110° | 40° – 120° |
| Peak Impact Force | High – concentrated per unit area | Moderate – distributed across coverage zone |
| Coverage Uniformity | Variable – strong center, tapered edges | Excellent – consistent droplet distribution |
| Optimal Application | Linear surfaces, conveyor belts, flat stock | Complex 3D components, immersion tanks, drum washing |
| Flow Rate Range | 3.9 – 410 L/min | 1 – 7,370 L/min (wide-angle variants) |
| Pressure Range | 1 – 500 bar | 1 – 200 bar (standard industrial) |
| Water Consumption Efficiency | Moderate – precise targeting reduces waste | Variable – broad coverage may increase volume |
| Chemical Distribution | Linear band application | Comprehensive area saturation |
| Nozzle Material Options | Brass, SS303, SS316, Tungsten Carbide | SS304, SS316, PP, PVDF, Brass |
Impact Force Analysis
Technical Finding: Empirical testing reveals that flat fan nozzles operating at equivalent pressure and flow rates generate peak impact forces approximately 40-60% higher than full cone configurations when measured at identical standoff distances. This concentration advantage proves decisive when removing heavy hydrocarbon deposits where surface tension breaking requires substantial mechanical energy input.
However, this impact advantage diminishes when degreasing objectives emphasize chemical reaction rather than mechanical removal. In alkaline cleaning applications where substrate contact time governs effectiveness, full cone nozzles frequently outperform flat fan alternatives by maintaining uniform chemical film thickness across irregular surfaces.
Coverage Efficiency Metrics
The relationship between spray pattern geometry and surface coverage efficiency determines nozzle selection for specific degreasing line configurations:
- Single-pass linear cleaning: Flat fan nozzles mounted perpendicular to conveyor travel achieve complete coverage with minimal nozzle count, reducing manifold complexity and maintenance points
- Multi-orientation component cleaning: Full cone nozzles positioned above, below, and laterally around complex components access internal cavities and underside surfaces that single-direction flat fan sprays cannot reach
- Overlap uniformity: Properly spaced flat fan arrays achieve coverage continuity through calculated overlap, while full cone configurations naturally saturate circular zones without requiring precise alignment
Cost and Maintenance Considerations
Operational cost analysis extends beyond initial nozzle purchase price to encompass:
- Replacement frequency: High-pressure flat fan orifices subject to abrasive wear from recycled water systems may require more frequent replacement than robust full cone stainless steel variants
- Pump energy requirements: Achieving equivalent coverage area with high-impact flat fan configurations may demand higher pressure pumps than full cone alternatives distributing the same flow rate across broader patterns
- System downtime: Quick-install flat fan tip configurations (such as QJJ dismantling series) reduce maintenance intervals compared with threaded full cone assemblies requiring complete removal for inspection
Step-by-Step Nozzle Selection Guide for Maximum Cleaning Efficiency
Systematic evaluation of degreasing requirements ensures optimal nozzle specification. This decision framework integrates operational parameters, substrate characteristics, and contamination profiles to identify the most effective spray technology.
Operational Best Practice: Analysis of field performance data across 200+ industrial cleaning installations indicates that nozzle selection following structured evaluation protocols improves first-pass cleaning success rates by approximately 18% compared with specification based on general pattern familiarity or historical equipment preferences.
Step 1: Characterize the Contamination Profile
Document the specific contaminants requiring removal:
- Identify lubricant types (mineral oil, synthetic coolant, animal fat-based grease, silicone compounds)
- Measure contamination thickness or deposit weight per unit area
- Determine contamination age and bonding characteristics (fresh surface film versus heat-cured baked deposits)
- Note any particulate matter embedded within the oil matrix (metal fines, carbon deposits, abrasive residue)
Step 2: Define Substrate Constraints
Evaluate surface characteristics that influence spray selection:
- Substrate material and hardness (aluminum, steel, composite, polymer)
- Surface finish requirements (mirror polish tolerance versus functional cleanliness)
- Geometric complexity (flat sheet, tube bundle, cast component with internal passages)
- Temperature sensitivity (heat-treated alloys that cannot tolerate thermal shock from high-pressure spray)
Step 3: Establish Coverage Requirements
Determine spatial and temporal cleaning parameters:
- Surface area requiring treatment per cycle
- Available spray station dimensions and mounting positions
- Production line speed or batch processing duration constraints
- Required cleanliness standard (visual inspection, water-break test, UV fluorescence residue detection)
Step 4: Calculate Pressure and Flow Specifications
Translate operational requirements into hydraulic parameters:
- Light degreasing with ambient-temperature detergent: 1-10 bar, full cone or wide flat fan
- Moderate oil removal with warm alkaline cleaner: 10-50 bar, standard flat fan
- Heavy grease stripping with high-pressure water: 50-200 bar, narrow-angle flat fan or solid jet
- Extreme deposit removal with ultra-high-pressure systems: 200-500 bar, specialized flat fan with tungsten carbide orifice
Step 5: Specify Material and Configuration
Final nozzle specification incorporates environmental and mechanical durability requirements:
| Application Condition | Recommended Material | Nozzle Type Preference |
|---|---|---|
| General water-based degreasing | 303/316 Stainless Steel | Flat fan or full cone |
| High-pressure abrasive cleaning | Tungsten Carbide | Narrow-angle flat fan |
| Caustic chemical application | 316 Stainless Steel or PVDF | Full cone for distribution |
| High-temperature cleaning (up to 148°C) | PVDF or Specialized Alloys | Full cone spray |
| Low-pressure conveyor washing | Brass or Engineering Plastic | Wide-angle flat fan |
| Food-grade grease removal | 316 Stainless Steel (FDA compliant) | Flat fan with sanitary fittings |
Step 6: Prototype Testing and Optimization
Before full-scale implementation:
- Install prototype nozzles on a representative test section
- Measure cleaning effectiveness using standardized residue detection methods
- Evaluate water consumption per cleaned unit area
- Adjust standoff distance, nozzle angle, and pressure in iterative optimization cycles
Real-World Industrial Applications and Success Cases
Practical implementation across diverse industrial sectors demonstrates how flat fan and full cone nozzle selection directly influences degreasing effectiveness. The following case studies illustrate decision logic and measurable outcomes.
Application 1: Automotive Stamping Line Pre-Treatment Degreasing
Operational Context: A Tier-1 automotive supplier required removal of heavy stamping lubricant from steel body panels prior to phosphate coating application. The contamination profile included viscous oil films averaging 12-15 grams per square meter.
Nozzle Solution: Narrow-angle flat fan nozzles (25-degree spray angle) manufactured from 316 stainless steel mounted at 150mm standoff distance on a reciprocating manifold system operating at 85 bar pressure.
Performance Outcome: The concentrated flat fan impact pattern achieved complete oil removal in a single spray pass, eliminating the previous two-stage cleaning process. Water consumption decreased by 22%, and line speed increased by 15% without compromising phosphate coating adhesion quality.
Key Success Factor: The high-impact linear concentration of flat fan geometry matched the flat panel substrate geometry while delivering sufficient mechanical energy to break viscous oil surface tension without requiring excessive flow volume.
Application 2: Aerospace Component Immersion Wash System
Operational Context: An aerospace precision manufacturer required degreasing of complex titanium and aluminum components featuring internal cooling passages, threaded attachment points, and irregular external geometries following CNC machining operations.
Nozzle Solution: Wide-angle full cone nozzles (120-degree spray angle) in 304 stainless steel configuration operating at 12 bar pressure within an enclosed rotating drum wash system.
Performance Outcome: The comprehensive circular coverage pattern achieved uniform cleaning across all component surfaces, including internal passages accessible only through spray penetration. Previous flat fan manifold configurations had consistently left residue in blind holes and undercuts, resulting in approximately 8% rejection rate for subsequent NDT inspection.
Key Success Factor: Three-dimensional conical spray distribution accessed surfaces that single-direction sprays could not reach, while moderate pressure prevented surface damage to sensitive titanium substrates.
Application 3: Heavy Machinery Remanufacturing Blast and Wash
Operational Context: A heavy equipment remanufacturer required removal of decades-old grease and contaminant buildup from disassembled gear housings, bearing blocks, and structural castings prior to inspection and refabrication.
Nozzle Solution: Hybrid configuration incorporating narrow-angle flat fan nozzles (0-degree solid jet inserts) for initial heavy deposit removal at 180 bar, followed by wide-angle full cone rinse nozzles at 8 bar for comprehensive final cleaning.
Performance Outcome: The staged approach reduced total cleaning cycle time from 45 minutes to 28 minutes per component batch. Initial high-impact flat fan spray stripped thick grease layers, while subsequent full cone rinse ensured removal of residual particles from complex casting geometries.
Key Success Factor: Recognizing that no single nozzle geometry addressed all contamination states within the process, the hybrid system matched specific spray technologies to sequential cleaning objectives.
Frequently Asked Questions About Nozzle Selection for Degreasing
Can I use full cone nozzles for high-pressure surface degreasing?
Full cone nozzles can operate at elevated pressures, but their distributed spray pattern inherently generates lower peak impact force compared with equivalent flat fan configurations. For heavy baked-on grease removal where mechanical energy dominates cleaning effectiveness, narrow-angle flat fan or solid jet nozzles typically deliver superior performance. Full cone configurations remain excellent choices when chemical reaction time and uniform distribution take priority over concentrated impact, such as in alkaline soak-spray combination systems or when treating irregular component geometries where comprehensive coverage outweighs peak force requirements.
How do spray angles affect degreasing efficiency?
Spray angle selection directly influences the trade-off between impact intensity and coverage width. Narrow angles (15-40 degrees) concentrate available flow energy into smaller impact zones, generating higher unit area force ideal for stubborn deposits. Wider angles (65-110 degrees) distribute the same flow across broader bands, reducing peak impact but increasing single-nozzle coverage area. For degreasing applications, the optimal angle balances these factors against surface geometry and available mounting positions. Flat conveyor surfaces frequently utilize 65-95 degree angles to achieve adequate overlap between adjacent nozzles, while localized heavy contamination may require narrow 25-degree configurations for intensive spot treatment.
What maintenance intervals should I expect for degreasing nozzles?
Nozzle longevity in degreasing environments depends on material selection, operating pressure, water quality, and contamination abrasiveness. Standard 303 stainless steel flat fan tips in moderate-pressure detergent applications typically require inspection every 2,000-4,000 operating hours, with replacement when wear increases flow rate by more than 10% from specification. High-pressure systems with recycled water containing abrasive particles may necessitate 500-1,000-hour inspection cycles. Tungsten carbide or hardened steel configurations extend these intervals substantially. Full cone nozzles generally exhibit slower performance degradation due to more robust internal geometries, though vane-style configurations require periodic inspection for clogging from grease particulates or water mineral deposits.
Are plastic nozzles suitable for industrial degreasing operations?
Engineering plastics including polypropylene (PP) and polyvinylidene fluoride (PVDF) offer legitimate advantages in specific degreasing contexts. PVDF nozzles withstand temperatures up to 148°C and resist aggressive chemical environments including concentrated alkaline cleaners and acidic rinse agents. Their lightweight construction reduces manifold loading and simplifies installation. However, plastic configurations generally limit operating pressure to medium-range applications (typically under 50 bar) and may exhibit shorter service life in high-impact environments. For standard low-to-medium pressure washing with chemically aggressive degreasing formulations, plastic nozzles provide cost-effective alternatives to metal configurations. High-pressure or abrasive applications demand metallic or tungsten carbide solutions regardless of initial cost premium.
How does standoff distance influence cleaning effectiveness?
Standoff distance—the spacing between nozzle orifice and target surface—critically affects impact force and pattern width. As distance increases, spray patterns spread wider while peak impact force decreases following inverse-square relationships. Flat fan nozzles typically operate optimally at 100-300mm standoff for degreasing applications, balancing adequate pattern spread with sufficient impact energy. Full cone nozzles may require 150-500mm distances to achieve complete pattern development and uniform coverage. Excessive standoff reduces cleaning effectiveness and increases overspray, while insufficient spacing narrows coverage excessively and risks hydraulic damage to sensitive substrates. Optimal distance determination requires iterative testing with specific nozzle models, pressures, and contamination profiles.
Conclusion: Choosing the Right Nozzle for Your Degreasing Operation
The question of flat fan versus full cone superiority for surface degreasing resolves not into universal preference but into application-specific optimization. Analysis of spray physics, contamination characteristics, and substrate requirements reveals that each geometry occupies essential positions within comprehensive industrial cleaning portfolios.
Flat fan nozzles excel when operations demand high-impact linear concentration for removing heavy oil and grease deposits from accessible flat surfaces, conveyor systems, and components where direct spray impingement proves effective. Their defined spray boundaries and excellent pressure responsiveness make them dominant choices for high-pressure degreasing stations, pre-treatment cleaning lines, and situations where water consumption efficiency and rapid cycle times take priority.
Full cone nozzles deliver superior performance when degreasing objectives emphasize uniform chemical distribution, three-dimensional component coverage, and moderate impact across irregular geometries. Their comprehensive circular patterns naturally access internal passages, underside surfaces, and complex contours that linear sprays cannot reach effectively. In immersion-style cleaning, chemical spray washing, and applications where substrate protection limits acceptable impact force, full cone configurations provide essential capabilities.
The most sophisticated industrial cleaning operations frequently deploy both technologies in sequential or complementary configurations, matching specific spray patterns to sequential cleaning stages. Initial heavy grease removal may utilize high-impact flat fan sprays, followed by full cone rinsing to ensure complete coverage and residue removal from complex geometries.
For facilities evaluating nozzle upgrades or new degreasing system design, structured assessment following the six-step selection framework presented in this analysis ensures specification decisions grounded in operational reality rather than general assumptions. Testing prototype configurations under actual production conditions remains the definitive method for validating theoretical selection logic.
When your degreasing operation demands optimized spray performance, material durability, and application-specific engineering, consult the complete Industrial Cleaning nozzle portfolio. The right nozzle technology, properly specified and maintained, transforms surface degreasing from operational bottleneck into competitive advantage—delivering cleaner substrates, reduced water consumption, extended equipment service life, and measurable improvements in production throughput.
Ready to optimize your degreasing system? Explore the complete range of flat fan, full cone, and specialty cleaning nozzles engineered for industrial surface cleaning applications. Contact our technical team for application-specific recommendations and prototype testing support.